您好,欢迎访问三七文档
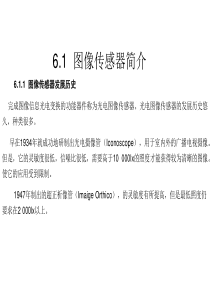
表1世界薄板坯连铸连轧生产线CSP工艺也称紧凑式热带生产线,由德国施罗曼-西马克(SMS)公司于1982年开发的,后移植美国纽柯公司克劳福维尔厂,并于1989年经技术改造建成第一台CSP连铸连轧短流程。CSP工艺流程:转炉或电炉→钢包精炼炉→薄板坯连铸机→均热炉保温→热连轧机→层流冷却→地下卷取。CONROLL(ASP)是由奥钢联工程技术公司开发的一种以生产不同钢种的新工艺。其主要设备配置为∶薄板坯连铸机-步进梁式加热炉-粗轧机-精轧机组-层流冷却-地下卷取机。它的特点是采用步进梁式加热炉,且板坯厚度在75~125毫米之间(现在已发展到100~150毫米之间),较其它短流程技术的板坯偏厚,这与奥钢联认为较厚的板坯对板卷质量有益的设计理论有关。生产实践证明,它生产的带卷质量较好,可达欧洲“05”标准。该生产线与常规热连轧机最为接近,瑞典Avesta采用了CONROLL(ASP)工艺,鞍钢ASP连铸连轧生产工艺的连铸机借鉴了该工艺的精华部分。TSP(Tipping—StripProcess)即薄板坯连铸机加炉卷轧机工艺,由美国蒂平斯公司研究开发的。其主要设备配置为∶薄板坯连铸机-步进梁式加热炉-单机架炉卷轧机-层流冷却-地下卷取机。它的特点是在投资很低的情况下,可进行带材生产,比较适合于中小钢厂。炉卷轧机是带有炉内卷取机的可逆式热轧带钢轧机。QSP(QualityStripProduction)工艺是日本住友金属公司开发出的技术,在设备布置上与fTSR工艺类似,不同之处是此工艺采用热卷箱。且其铸坯厚度为90~100毫米。它的主要设备布置为∶薄板坯连铸机-隧道式加热炉-粗轧机-双工位热卷箱-飞剪-热连轧机-层流冷却-地下卷取机。美国北极星厂采用了该工艺。ESP是意大利阿维迪公司的ESP技术在德马克的ISP技术基础上开发的,生产线中连铸机采用平行板式直--弧形结晶器,铸坯导向采用铸轧结构,经液芯压下铸坯直接进入粗轧机轧制成中厚板,而后经剪切可下线出售,不下线的板坯进入五机架精轧机轧制成簿带钢,经冷切后卷曲成带卷。ESP工艺生产线布置紧凑,不使用长的加热炉或克雷英纳炉。生产线全长仅180米,是世界上最短连铸连轧生产线。ESP工艺从钢水变成热轧带卷仅需20~30分钟,生产钢种多,技术含量高。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 sonypsp001
sonypsp001
本文标题:CSP生产线统计
链接地址:https://www.777doc.com/doc-2907737 .html