您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 模块二认识数控电火花线切割机床
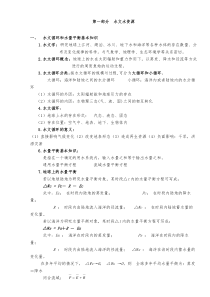
资料卡电火花线切割以移动的细金属丝(铜丝或钨、钼丝等)作负电极,导电或半导电材料作正电极。模块二认识数控电火花线切割机床本课题学习的内容主要是使你认识数控电火花线切割机床,让你对数控电火花线切割机床的加工原理有个大概的了解,并掌握数控电火花线切割加工机床的结构及各组成部件。一、数控电火花线切割加工原理与特点下面的图片(图3-9)就是我们要认识的数控电火花线切割机床。它的加工原理与电火花成型加工相同,但加工方式不同,在现代模具生产中应用越来越广泛。图3-9数控电火花线切割机床(一)电火花线切割加工原理电火花线切割加工也是通过电极和工件之间脉冲放电时的电腐蚀作用,对工件进行加工的一种工艺方法。加工原理如图3-10。在加工中,线电极以一定的速度不断地运动(即走丝运动),工件安装在工作台上,由数控伺服电机驱动,在X、Y坐标方向实现切割进给,使线电极沿着加工轨迹对工件进行切割加工。电蚀产物则由循环流动的工作液带走。学习目标:知识目标:●了解数控电火花线切割机床的加工原理及特点。能力目标:●掌握数控电火花线切割加工机床的结构及各组成部件。图3-10数控线切割原理图1-脉冲电源2-工件3-工作液4-去离子水5-泵6-放丝卷筒7-工作台8-X轴电动机9-数控装置10-Y轴电动机11-收丝卷筒(二)电火花线切割加工的特点1.以金属丝作电极,不需制造特定形状的电极。2.可加工各种形状复杂的和高硬度的工件。3.电极损耗极小,加工精度高。4.线电极直径很小,切割贵重金属可节省材料。5.依靠数控系统的线径偏移补偿功能,同时加工凹凸模时间隙可以任意调节。二、数控电火花线切割加工机床的组成根据电极丝运动方式不同,数控电火花线切割加工机床可分为快走丝和慢走丝两大类。快走丝线切割机床的电极丝运行速度快(300~700m/min),且双向往返循环地运行,加工效率高。慢走丝线切割机床的运丝速度慢(3~15m/min),电极丝只作单向运行,不重复使用,加工精度高。数控电火花线切割加工机床主要由机械装置、脉冲电源、工作液供给系统和数控系统组成。(一)机械装置电火花线切割加工广泛应用于加工各种模具零件、样板、形状复杂的细小零件、窄缝等以及高硬度、高熔点金属的切割。1.工作台数控线切割机床常采用X、Y轴移动工作台,又称为十字工作台主要功用是安装工件并相对线电极进行插补运动。工作台由驱动电动机、导轨与拖板、丝杠传动副工作台面和工作液盛盘等组成。2.走丝机构快走丝机构的电极丝整齐地卷绕在储丝筒上,储丝筒由电动机带动,电极丝从储丝筒一端经丝架上的上导轮定位后,穿过工件,再经过下导轮返回到储丝筒另一端。加工时,电极丝在上、下导向轮之间作高速往返运动。如图3-11所示。图3-11快走丝机构1-储丝筒2-导向器3-丝架4-线电极5-导轮6-工件7-夹具8-工作台慢走丝机构的电极丝只作单向运动,电动机带动卷丝筒转动,电极丝只一次性通过加工区域,已用过的电极丝被收丝轮绕在废丝轮上。如图3-12所示。图3-12慢走丝机构1-供丝筒2-张力轮3-工件4-速度轮5-收丝筒(二)脉冲电源脉冲电源是数控线切割机床重要的组成部分,是决定线切割加工工艺指标的关键部件。它的工作原理与电火花成形加工的脉冲电源相似,但又有特殊的要求。具体要求如下:1.脉冲峰值电流要适当,变化范围不宜太大,一般在15~35A范围内变化。2.脉冲宽度要窄,以获得较高的加工精度和较低的表面粗糙度。3.脉冲重复频率要尽量高,即缩短脉冲间隔,可得到较高的切割速度。4.电极丝损耗要低,以便能保证加工精度。5.参数数调节方便,适应性强。(三)工作液供给系统电火花线切割加工必须在工作液中进行。工作液能够恢复极间绝缘,产生放电的爆炸压力,冷却电极丝和工件,排除电蚀产物。快走丝线切割机床常用的工作台液是乳化液,慢走丝线切割机床常用的是纯水(去离子水)。工作液供给系统主要由电泵、液箱、管路、阀(开关)、喷嘴及过滤器等组成。喷嘴设置在线架的上、下导轮处,带有压力的工作液从上、下喷嘴同时喷向工件,水柱包围着加工区域的电极丝。用过的工作液经回收管路及过滤装置后,流回液箱中循环使用。(四)数控系统线切割数控装置除具有最基本的轨迹控制功能外,还具有加工过程的最优控制功能、操作自动化功能、故障分析及安全检查等功能。动脑筋数控电火花线切割机床的快走丝与慢走丝方式有什么不同?常用脉冲电源种类:晶体管式、晶闸管式、电子管式、RC式和晶体控制RC式
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 拉登99
拉登99
本文标题:模块二认识数控电火花线切割机床
链接地址:https://www.777doc.com/doc-291227 .html