您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 35KV变电整流施工方案24
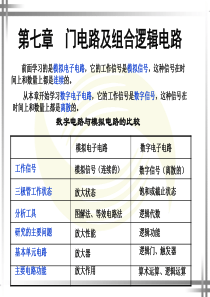
目录1、工程概况...............................................2、施工部署...............................................3、质量控制点.............................................4、施工技术标准及规范.....................................5、施工准备...............................................6、施工工序...............................................7、施工方法...............................................8、主要资源供应计划........................................9、保证进度的技术组织措施..................................10、保证质量的技术组织措施.................................11、保证安全的技术组织措施.................................12、环境污染防治和文明施工的技术组织措施...................13、电气安装进度计划......................................附表1.....................................................泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第1页共21页1.工程概况1.1工程简介35KV变配电整流所设计有低压室、整流室、控制室、35KV配电室。1台ZHSFPTB-105400/110整流变压器,35KV配电所高压柜断路器采用真空断路器,35KV系统、整流系统的控制、保护、计量、仪表指示和信号系统均集中于控制室;1.2主要工程量序号设备名称规格性能单位数量1调压整流变压器ZHSFT-6300/35KV台12硅整流柜ZHS-18KA/315A台13整流控制柜台14整流操作台台15直流电流互感器ZLF—2C25KA/5A台16大电流刀开关HD16-25KA台2735KV开关柜GBC-35台68所用交流屏PK-1台19控制屏PK-1台110保护屏PK-1台111信号屏PK-1台112直流屏GZW220V65Ah台213隔离开关GN2-35T/400附CS6-2T操作机构台214纯水冷却装置LSS-100B台115照明配电箱KV4115/C台216低压配电屏GLL-04台517硬铜母线TMY-8(200×12.5)米12泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第2页共21页18动力电缆各种规格米19控制电缆各种规格米20电缆桥架米302、施工部署根据变配电装置、硅整流所的特点,安装以电气专业为主,专业较为单一,为确保工程按期完成,做出以下施工部署:前期安排3人进行配合和准备;主要工作是配合土建进行电缆保护管、照明穿线管等预埋,工具、材料等准备,为下一步安装做准备。中期安排15人进行变压器、配电盘、控制盘、桥架、电缆、照明、防雷接地等安装;同时安排3个调试工对变压器、配电盘、控制盘、电机等进行测试,如有问题及时提出,与设计院或厂家协同解决,为下一步送电做准备。后期进行检查调试、送电及工程收尾,最终达到交工验收条件。3质量控制点3.1变压器器身检查起吊时,吊索与铅垂线的夹角不宜大于30度,起吊过程中,器身与箱壁不得有碰撞现象,检查按照国家规范和厂家要求进行。3.2隐蔽工程接地装置、埋地电缆等部分埋地工程均要严格按照国家规范进行检查,合格后回填。3.3铝母线焊接应严格按照YS5417-95《铝母线焊接施工及验收规范》进行。3.4调试变压器、微机等调试时,必须严格按照有关规程执行,不能有任何疏忽。3.5送电前检查泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第3页共21页设备送电前,必须清干净工具及杂物,不能有任何遗留物。4施工技术标准及规范4.1GBJ147-90~GBJ149-90、GB50150-91~GB50182-93《电气装置安装工程施工及验收规范汇编》。4.2GB50254-96~GB50257-96《电气装置安装工程施工及验收规范》。4.3YS5417-95《铝母线焊接施工及验收规范》。4.4GB50303-2002《建筑电气工程施工质量验收规范》5施工准备5.1施工准备熟悉图纸资料,弄清设计图的设计内容,统计出图中电气设备及材料。5.2准备施工机具材料5.3技术交底对施工人员进行技术要求、技术标准及施工方法的交底。5.4配合土建按照图纸配合土建进行予埋。6施工工序6.1准备阶段看图—图纸会审—提出设备、材料预算—施工机具准备。6.2施工阶段开工报告—技术交底—配合土建—电气设备安装—支架制安、配管—电缆敷设—交、直流大母线制安—照明安装—防雷接地安装。6.3调试及交工阶段电气设备和元件调试—系统试验—送电—交工。主要施工内容及工序图见图一。泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第4页共21页图一、主要施工内容及工序施工准备设备材料出库高压电器、变压器安装盘、柜安装电缆桥架、管路安装母线安装电缆敷设送电工程交工交、直流大母线制安系统调试低压电器安装照明、防雷接地安装泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第5页共21页7施工方法根据其特点,电气安装主要内容有:隔离开关、高压柜、母线安装,整流变安装,控制、保护柜等安装,直流母线支架制安,交、直流母线制安,电缆敷设,照明接地,电气调试等。其施工方法分述如下:7.1隔离开关安装要求隔离开关的相间距离误差不应大于10mm,相间连杆应在同一水平线上;连接牢固,操动机构转动灵活可靠,导电部分接触紧密,符合要求,人工接地开关的动作应灵活可靠。7.2整流变压器安装1台整流变压器,由于没有具体资料,估计单台带油运输重约25吨。7.2.1变压器卸车及就位采用吊车进行;变压器运至现场后,配合甲方进行检查,规格型号应符合设计要求,附件、备件应齐全;产品的技术文件应齐全;外观检查按规范第2.2.1条进行。检查后做好记录并签字认可;7.2.2变压器器身检查大型变压器一般在现场就位后都需进行器身检查,然后进行附件安装。在进行此项工作中,必须严格按照厂家提供的“变压器安装使用说明书”及“电气装置安装工程电力变压器、油浸电抗器、互感器施工及验收规范(GBJ148-90)”中“器身检查、本体及附件安装、注油”的有关规定,本方案只作一般方法的叙述。7.2.2.1准备工作对甲方提供的油罐进行检查,同时应对有关起重、滤油及试验仪表设备进行检查,使其保持良好状态;熟悉出厂文件、验收规范及试验方法及有关记录表格;检查起吊工具,如葫芦、钢丝绳、卸扣,考虑其安全系数。而且布置好真空滤油机,压力滤油机、真空泵、大油罐,做好泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第6页共21页放注油的准备。7.2.2.2为了缩短器身检查时间及尽早发现电气性能的缺陷,器身检查前,进行如下预测:a.绝缘电阻;b.直流电阻;c.变比测定;d.绝缘油耐压试验。7.2.2.3用16吨吊车进行吊钟罩检查,器身检查程序如:a.用真空滤油机把变压器油抽到油罐中;b.进行电流互感器引线拆除;c.有载开关拆除,将有载调压电动操作机构与开关主体连接轴做好记号并拆开,用16吨吊车吊出开关机芯,挂在自制马凳的葫芦上;d.卸掉全部螺栓,并集中堆放,四角插上四根Φ16×2000的圆钢,防止起吊时摇动,调整吊钩位置,使其位于钟罩中心,先使4个5吨葫芦受力均匀,使钟罩移开100mm左右,挂好四周稳绳;e.吊车垂直提开,将钟罩吊至变压器附近的空地,并用干净的塑料布垫在下部;f.铁芯检查。按制造厂安装使用说明书及GBJ148-90规范第2.4.5条进行器身机械及电气检查,并做好记录。①铁芯是否变形,铁轭与夹件间的绝缘垫应良好,是否多点接地;②铁轭螺杆与铁芯、铁轭与夹件、螺杆与夹件绝缘应良好;③绕组绝缘应良好;④所有连接螺栓应紧固;⑤引出线绝缘包扎应牢固。泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第7页共21页g.器身检查完毕后,清点工具是否有缺少部分,保证器身内无遗留物;用合格油把器身及下节油箱内部冲洗干净,将上节油箱及有载调压开关恢复检查前位置,然后用手动慢速转动有载开关,看正常否,确定正常后,将有载开关进行电动操作,一切正确后,将油箱放下密封,拧紧全部螺栓。7.2.3变压器附件安装7.2.3.1油枕安装先装上油标及副油箱、整体吊装至安装位置并用螺栓紧固,同时安装吸湿器管及与油枕联管,安装瓦斯继电器。7.2.3.2套管安装拆去油箱上套管安装孔的临时密封盖板,用干净的白布擦净联连法兰的表面,安装好套管升高座,将套管用尼龙绳扣吊装到变压器上,拧下套管顶部的接线端子,均压罩,压盖,从空心导电管的上端穿一根长约3米的尼龙绳,绳的一端系一螺栓和变压器内部高压引出线联接上。同时在套管下方连一调节绳,通过调节绳来调节套管角度,然后将套管插入升高座,同时牵引尼龙绳将引线穿入套管直到套管法兰与开高座法兰完全对好,拧紧螺栓,将引线端头固定、压盖、接线端子安装好。7.2.4变压器注油7.2.4.1变压器油过滤处理向变压器主体注油前必须先将变压器油过滤合格后才向变压器注入。a.使用压力滤油机交将油从油罐车中抽出,注入大油罐中;b.使用高真空滤油机JPJ-22-6000,对油罐中的变压器油进行大循环过滤按下图连接,直到油的各项技术指标达到设计要求后,才注入变压器中。泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第8页共21页1变压器油抽到油罐过程2大循环油过滤过程7.2.4.2注油按35KV电压等级的注油标准进行注油,如下图所示接通管道及油路。3变压器注油过程过程:a.将滤油机出油管与油箱下部排油阀相连;b.启动JYJ-22-6000真空净油机,先打开净油机气镇阀,启动真空阀,启动进油泵,从脱气罐视镜观察进油情况,油位升到视镜中线上时,启动排油泵,将油注入变压器内,控制油温在55°左右,控制进油阀门压力表上的压力在一定的数值,注油速度不应大于100L/min,直到油位距油箱顶200mm,停止注油;泗顶矿电锌技改工程35kV变电整流电气施工方案中国有色金属第十一冶金建设公司第9页共21页c.仔细检查后,继续注油,直到油枕胶囊上的排气孔有油溢出,停止注油,静置24小时,等变压器内部的油温度与周围温度相同时,观察油标油位,若油标指示偏低,则继续注油,偏高应放出部分油。7.3直流母线支架制作安装7.3.1平直型钢,按设计图的尺寸要求下料,钻孔、除锈、刷红丹漆两道,灰防锈漆一道。7.3.2安装时,有预埋件的则垫平后直接焊上,无预埋件的则打孔埋膨胀螺栓,垫平并紧固,其垂直度和水平度参盘柜底座制作要求;7.3.3安装完毕后,补刷油漆。7.4母线安装焊接7.4.1焊接前准备7.4.1.1锌电解大母线选用TMY-200×12.5铜母线。铜母线焊接及安装之前应按图纸尺寸定尺加工,需焊接母线的焊接口刨出“V”字型坡口,用角向磨光机清除油污及氧化物。加工后的母线按规格整齐堆放。7.4.1.2加工夹具及焊接平台,紫铜母线焊接时,为了防止母线变形,应加工母线焊接夹具及焊接平台,把母线夹持牢固和平整,并要采取反变形措施,留出适当的变形量。7.4.1.3焊接前预热母线,采用乙炔火焰将焊缝两侧预热,利用温度检测仪检测到180℃~200℃之间,便可焊接。7.4.2焊接7.4.2.1焊接采用熔化极半自动氩弧焊接。焊机型号为NB-630氩弧焊机,保护气采用99.99%工业纯氩
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 logymoon
logymoon
本文标题:35KV变电整流施工方案24
链接地址:https://www.777doc.com/doc-2928107 .html