您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 雷尼绍数控车床对刀仪的用途及设置1
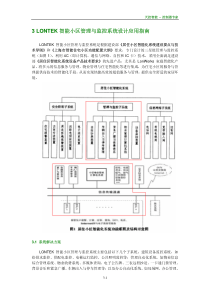
1英国“雷尼绍”(RENISHAW)车床对刀仪的用途及原理济南一机床集团有限公司李军摘要:文中着重介绍了英国“雷尼绍”公司数控车床用对刀仪的种类、用途以及简要的工作原理,同时也简要介绍了在数控车床上采用对刀仪对提高加工精度及加工效率的意义。关键词:对刀仪种类及用途工作原理作为机械加工业中用量最大的数控车床,近些年来随国内经济的高速发展已迅速得到普及。今天,一个企业内拥有几十台甚至上百台数控车床早已不是什么稀罕事了。但众所周知,使用数控车床的目地是提高工件的加工质量和效率。可是使用过数控车床的人都知道,在一个工件的加工过程中,工件的装卸、刀具的调整等辅助时间占用了加工周期中相当大的比例,其中的刀具调整更是既麻烦、又费力。统计资料证明,实现一个工件的加工,纯机动时间大约要占总时间的55%,装、夹和对刀等辅助时间却占到45%,这实在不是一个小数。老话讲磨刀不误砍柴工,但在现代社会中,时间就是金钱,效率就是生命。要多砍柴就必须向磨刀要效益,对时间进行分秒必争。那么,在提高对刀效率方面我们还有什么好办法吗?实践证明,通过在数控车床上增设对刀仪装置即是一种向“磨刀”要时间的好方法。以下,结合英国雷尼绍公司的对刀仪装置,谈谈它在构成、用途及简要工作原理等方面的知识:1、雷尼绍公司有哪几种对刀仪装置?目前在雷尼绍车床对刀仪系列产品中共有三种型号,其对刀的原理是一样的,只是按结构的复杂程度和操作的自动化水平分为低、中、高三档型号。第一种,HPRA(HighPrecisionRemovableArm)型:这是一种结构较简单、价位低的型号,其特点是对刀仪的臂和基座之间是可分离的,使用时通过插拔机构把对刀仪臂安装至对刀仪基座上(图1)2图1:HPRA型对刀仪的系统构成同时电器信号亦连通并进入可工作状态;用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和对刀传感器部分不受灰尘、碰撞的损坏。第二种,HPPA(HighPrecisionPulldownArm)型:这是一种较实用、中等价位的型号。其特点是对刀仪的臂和基座之间是可旋转联接、一体化的。使用时由操作者将对刀仪臂从保护套中摆动拉出(图2)图2:HPPA型对刀仪的系统构成不用时由操作者作把对刀仪臂再摆动推回保护套中。这一种对刀仪与上一种型号相比的优点是不必把对刀仪臂频繁地插上、拔出,避免了频繁插拔产生的磨损对对刀精度的影响及电信号传递的可靠性。因对刀仪摆回后传感器部分进入到保护套中,也不必担心其在工作过程中受到损坏。3第三种,HPMA(HighPrecisionMotorisedArm)型:这是雷尼绍公司该系列产品中的高档型。其特点是对刀仪的臂和基座之间是通过扭矩电机来实现对刀臂的摆出和摆回(图3),除提高了自动化程度外,更重要的是可把对刀臂的摆出、摆回通过M代码编制到加工程序中,在加工循环过程中即可方便地实现刀具磨损值的自动测量、补偿和刀具破损的监测。图3:HPMA型对刀仪的系统构成2、对刀仪都能干哪些工作?(1)、可以快速、高效、精确地在±X、±Z及Y轴五个方向上进行刀具偏置值的测量和补偿,有效消除采用人工对刀易产生的对刀误差和效率低下的问题。因为不管是采用何种切削刀具(外圆、端面、螺纹、切槽、镗孔还是车削中心上的铣、钻削动力刀具)进行工件型面车削或铣削时,所有参与切削刀具的刀尖点或刀具轴心线,都必须通过调整或补偿使其精确地位于工件坐标系的同一理论点或轴心线上。对动力型回转刀具,除要测量并补偿刀具长度方向上的偏置值外,同时还要测量和补偿刀具直径方向上的偏置值(刀具以轴心线分界的两个半径的偏置值)。否则机床也无法加工出尺寸正确的工件来。安装、调整、或更换新刀具后,要使刀架上每把刀具的刀尖点或刀具的轴心线都准确地与机床坐标系零点(对数控车床而言,X轴机床坐标系的零点与主轴中心线重合;Z轴在主轴头前端发蓝的立面上)保持一个精准的固定值是不可能的,这是因刀具安装、调整、磨损后必然会产生的误差造成,或是更换刀具后新4刀具与旧刀具位置之间所产生的安装偏差值造成。所谓刀具偏置值就是指的这种误差值(图4)。图4:四个坐标方向上的刀具的偏置值在没有安装对刀仪的机床上,每把刀具的偏置值是通过对每把刀具都进行仔细的试切削,然后通过对试切削后的工件尺寸进行测量、计算、补偿(手工对刀)才可完成,肯定费时费力,稍不小心还会报废工件。当更换刀具后,这项工作还要重新进行。因而对刀实际上是占用机床辅助时间最长的工作内容之一。在使用了对刀仪的机床上,因对刀后能够自动设置好刀具对工件坐标系的偏置值,从而自动建立起工件坐标系,在这种情况下加工程序中就无需再用“G50指令”来建立工件坐标系了。(2)、可以对加工过程中的刀具磨损、破损进行自动监测、补偿和报警。刀具在切削过程中会产生磨损,当这种磨损值达到一定程度后就应及时补偿,否则会影响工件尺寸的加工稳定性。在没有安装对刀仪的机床上完成磨损值的补偿是很麻烦的,需要频频的停下机床对工件的尺寸进行手工测量、还要将得到的磨损值人工敲到系统中去修改刀补参数。而当安装了对刀仪后,解决这个问题就方便简单的多了,特别是机床安装的是HPPA型或HPMA型后则更为方便。前者,只要根据刀具的磨损规律,干完一定数量的工件后停下机床,用对刀仪再进行一遍对刀的过程即可;后者,只要在程序中人为设定完成多少个加工循环后执行一次自动对刀,既可完成刀具的偏置补偿工作。对于刀具破损报警或对刀具磨损到一定程度后进行强制更换,其原理也是一样,根据刀具允许的磨损量,人为设定一个“门槛值”,一旦对刀仪监测到的误差超过门槛值,即可认为刀具已破损或超过了允许的磨损值,则机床自动报警5停机,然后强制进行刀具的更换。(3)、当机床因热变型造成滚珠丝杠伸长后,也可对由此而引起的刀具偏置值变动量进行补偿,以确保工件尺寸的稳定。机床在工作循环过程中,由于机床直线运动产生的摩擦是以热量的形式体现出来,另还有一个不可忽视的热源是切削下来的铁屑向机床的热传导。这些因素的客观存在都会导致机床的变形特别是丝杠的热伸长,反映出来的现象是刀尖的位置要发生变化,其结果是工件的尺寸精度一定会随这种热变形同步变化。如果在机床上安装了对刀仪装置,上述问题也可迎刃而解,无非是把这种由热变形产生的刀尖位置变化视为刀具的磨损值罢了,通过用对刀仪来测量及补偿这种新产生的刀具偏置值即可解决。3、对刀仪的简要工作原理雷尼绍对刀仪的核心构件是由一个高精度的开关(传感器)、一个高硬度高耐磨性的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其它构件略)。四面体探针是用于与刀具进行接触并通过安装在其下的绕性支撑杆把力向高精度开关传递;开关所发出的通、断信号通过信号传输接口器传输到数控系统中去进行刀具方向识别、运算、补偿、存取等。不管是刀具偏置值还是磨损值还是热变形引起的刀尖位置变动值,实质上都可归结为刀具初始偏置值与刀具经工作一段时间后的实际偏置值之间的变动量。数控机床的工作原理决定,当机床返回各自运动轴的机械参考点后,建立起来的是机床坐标系。该参考点一旦建立,相对机床零点而言,在机床坐标系数轴上的各运动方向就有了数值上的实际意义。一般情况下此时只要在机床坐标系的基础上通过编程,建立起G50工件坐标系就可以进行实际加工了(仅使用机床坐标系十分不便于加工程序的编制)。但仅此对于安装了对刀仪的机床还不行,还必须要通过参数设定的方法来精确确定对刀仪传感器距机床坐标系零点的各方向实际坐标固定值才能满足使用(图5),否则数控系统将无法在机床坐标系和对刀仪固定坐标之间进行相互位置的数据换算。6图5:对刀仪的坐标系当我们在机床上建立起来了“机床坐标系”和“对刀仪固定坐标”后(不同规格的对刀仪应设置不同的固定坐标值),有以下对刀仪的简要工作原理描述:(1)、机床各直线运动轴返回各自的机械参考点之后,机床坐标系和对刀仪固定坐标之间的相对位置关系就建立起了具体的数值。(2)不论是使用自动编程控制还是手动控制方式操作多刀仪,当移动所选定的某个轴的刀具并使刀尖(或动力回转刀具的外径)触动、靠向对刀仪上四面探针的对应平面并探针通过绕性支撑杆摆动触发了高精度开关传感器后,开关会立即通知系统锁定该进给轴的运动。因为数控系统是把这一信号作为高级信号来处理,所以动作的控制会极为迅速、准确。(3)由于数控机床直线进给轴上均安装有进行位置环反馈的脉冲编码器,数控系统中也有记忆该进给轴实际位置的计数器,此时系统只要读出该轴停止的准确位置,通过机床、对刀仪两者之间相对关系的自动换算,即可确定该轴刀具刀尖(或直径)的初始刀具偏置值了。换一个角度说,如把它放到机床坐标系中来衡量,即相当于确定了机床参考点距机床坐标系零点的距离与该刀具测量点距机床坐标系零点的距离及两者之间的实际偏差值。(4)不论是工件切削后产生的刀具磨损、还是滚珠丝杠热伸长后出现的刀尖变动量,只要再进行一次对刀的作业,数控系统就会自动把测得的该把刀具的新刀具偏置量与该把刀具的初始刀具偏置量进行比较计算,并将需要进行补偿的δ误差值自动补偿进刀补存储区中去。当然,如果换了新的一把刀具,再对其重新进行对刀,所获得的偏置值就应该是该刀具新的初始刀具偏置值了。附:雷尼绍对刀仪能达到怎样的对刀精度?7根据实际应用情况及有关资料证明,雷尼绍对刀仪能达到以下精度:15以下卡盘(含15)的中小规格数控车床,使用雷尼绍对刀仪能达到的对刀重复精度为:±5um。18以上卡盘(含18)的大规格数控车床,使用雷尼绍对刀仪能达到的对刀重复精度为:±8um。在以上篇幅中,只是将雷尼绍对刀仪装置的构成、用途及简单的工作原理进行了简要介绍。受篇幅所限,有关对刀仪安装后的调试、参数设置及使用方法、注意事项等,不在此赘述。(完)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 poweraegis
poweraegis
本文标题:雷尼绍数控车床对刀仪的用途及设置1
链接地址:https://www.777doc.com/doc-293748 .html