您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 102刺五加片生产工艺规程
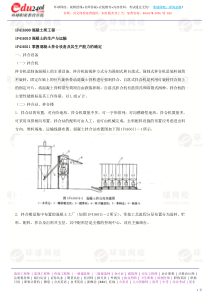
通化爱心药业有限责任公司第-1-页共17页文件类别:技术标准文件名称:刺五加片生产工艺规程文件编码:STP-SC102-01制订部门:质量管理部起草:日期:审核:日期:批准:日期:执行日期:签字:分发部门总经理[]行政人事部[]财务部[]物资控制部[]生产技术部[]质量管理部[]工程设备部[]变更记载:修订号批准日期执行日期01变更原因及目的:1、文件格式修改2、增加文件的规范性刺五加片生产工艺规程1.目的规范五加片生产工艺;使生产操作过程具有稳定性;保证产品质量。2.范围适用于五加片的生产。3.职责生产技术部负责组织制定;生产车间遵照执行;质量管理部负责监督。4.内容通化爱心药业有限责任公司第-2-页共17页目录1.产品名称及剂型…………………………………………………………32.产品概述…………………………………………………………………33.处方和依据………………………………………………………………34.工艺流程图及质量控制点………………………………………………35.生产操作过程及工艺条件………………………………………………66.原辅料质量标准和检验操作规程……………………………………157.中间产品的质量标准和检验操作规程………………………………168.成品的质量标准和检验操作规程……………………………………169.包装材料、包装规格及质量标准……………………………………1610.说明书、产品包装文字说明和标志…………………………………1711.工艺卫生要求…………………………………………………………1712.设备一览表……………………………………………………………1813.技术安全和劳动保护…………………………………………………1914.劳动组织和岗位定员…………………………………………………1915.物料平衡的计算方法…………………………………………………1916.原辅料、包装材料消耗定额…………………………………………2017.综合利用和环境保护…………………………………………………2118.生产过程控制…………………………………………………………2119.产品留样观察…………………………………………………………2120.附页……………………………………………………………………221.品名及剂型1.1品名:刺五加片通化爱心药业有限责任公司第-3-页共17页汉语拼音:CiwujiaPian1.2剂型:片剂(包衣)2.产品概述2.1批准文号:国药准字Z220234042.2性状:本品为糖衣片,除去糖衣后显棕褐色;味微苦、涩。2.3功能与主治:益气键睥,补肾安神。用于脾肾阳虚,体虚乏力,食欲不振,腰膝酸痛,失眠多梦。2.4用法用量:口服,一次2—3片,一日2次。2.5规格:每片重0.3g。2.6贮藏:密闭。3.处方和依据3.1处方刺五加浸膏150g,制成1000片。3.2制法:取刺五加浸膏150g,加辅料适量,混匀,制成颗粒,干燥,压制成1000片,包糖衣,即得。3.3处方依据:《中华人民共和国药典》2005年版一部。3.4生产处方(制100000片):刺五加浸膏15000g滑石粉12000g淀粉7500g色素7g糊精7000g蔗糖20000g硬脂酸镁300g4.工艺流程图及质量控制点4.1工艺流程图:刺五加粉碎、过筛净选粗粉通化爱心药业有限责任公司第-4-页共17页30万级洁净区**质量监控点4.2质量监控点:工序监控点控制项目工艺要求频次提取醇提乙醇量、乙醇浓度7倍量的75%乙醇1次/罐配料**稠膏压片**包衣**外包装**寄库待验成品入库外包材料塑料瓶滤过总混**瓶装**硬脂酸镁、滑石粉、色素滤液回流提取75%乙醇回收乙醇浓缩蔗糖粉碎细粉淀粉、糊精、酒精混合制粒、干燥**过筛通化爱心药业有限责任公司第-5-页共17页回流时间12小时浓缩收膏稠膏比重1次/批浸膏称量及复核符合生产指令1次/批制剂配料投料核对品名、数量、批号刺五加浸膏15000g滑石粉12000g、色素7g淀粉7500g糊精7000g蔗糖20000g硬脂酸镁300g1次/批总混颗粒水分3.0%≤水分≤5.0%1次/批性状符合内控标准压片素片片重差异±5.0%1次/班崩解时限≤45分钟1次/批脆碎度、性状符合内控标准每批包衣糖衣片外观外形圆整、光滑,色泽均匀片面细腻随时/每班崩解时限≤55分钟定时/每班浸出物≥80mg/片每批瓶装塑料瓶包装质量、数量、密封性、产品批号、生产日期符合工艺要求随时/每批外包装盒产品批号、生产日期、有效期至、说明书准确无误随时/每班装箱数量、装箱单、印刷内容准确无误每箱5.原药材的整理炮制:5.1中药材的净选:5.1.1生产前准备:由工段班长和QA员对该岗位进行全面检查,是否有上批清场合格证(合格证必须在有效期内)和上次生产遗留物,设备是否有完好证,容器具是否齐全并已清洁、干燥,确认合格后开始生产。通化爱心药业有限责任公司第-6-页共17页5.1.2领料:根据生产计划,按生产技术部下发的生产指令和车间主任签发的领料单,操作人员到药材库领取刺五加。领料时,操作人员应查看是否有原药材检验合格证,包装是否完好、无污渍,核对品名、批号、并复称。5.1.3原药材的净选过程:均在一般生产区5.1.3.1净选方法和操作过程刺五加:①拣选除去杂质。②包装将拣选的净药材装入塑料周转箱入净药材库暂存。5.1.4按照《清场管理规程》(SMP-WS004)进行清场。5.2净药材的粉碎过筛生产过程5.2.1由工段班长及QA员对该岗位进行全面检查,是否有上批清场合格证(合格证必须在有效期内)和上次生产遗留物,设备是否有完好证,容器具是否齐全并已清洁、干燥,确认合格后开始生产。5.2.2按生产技术部下发的生产指令和车间主任签发的领料单,操作人员到净药材库领取刺五加。领料时,操作人员应查看是否有原药材检验合格证,包装是否完好、无污渍,核对品名、批号、并复称。5.2.3净药材的粉碎、过筛:将领取刺五加粉碎成粗粉(24目),将过筛的刺五加粉装入衬有干净塑料袋的不锈钢桶,扎紧袋口,盖好桶盖,称重,外贴好中间产品状态标志(标明品名、批号、净重、日期、操作人、复核人)。移入中间站,操作人员填写《中间产品交接单》(SOR-SC011)双方签字。5.2.4清场:按照《清场管理规程》(SMP-WS004)进行清场。5.3醇提提取过程:其中:回流、滤过、滤液、回收乙醇、浓缩在一般生产区;收膏在30万级洁净区。5.3.1生产前的准备各工序生产前由工序班长及QA员对该岗位进行全面检查:是否有上批清场合格净选净药材库原药材粉碎、过筛粗粉回收乙醇回流浓缩滤过滤液通化爱心药业有限责任公司第-7-页共17页证(合格证必须在有效期内)和上次生产遗留物、设备是否有完好证,容器具是否齐全并已清洁、干燥。经确认合格后开始生产。5.3.2领料按生产技术部下发的生产指令和车间主任签发的领料单,操作人员到中间站领取(刺五加粗粉、75%乙醇)。领料时,操作人员应核对品名、批号、查看是否有检验合格证,包装是否完好、无污渍,并复称。按照下表投料量从中间站中按罐领取粗粉投料。净药材名称批投料量(Kg)罐投料量(Kg)投料罐(次)数刺五加粗粉300300175%乙醇2100210015.3.3醇提、浓缩将(刺五加粗粉)按每罐投料量投入热回流提取浓缩机组中,按照《热回流提取浓缩机组标准操作规程》(SOP-SB111)进行操作。加7倍量的75%,连续回流提取12小时,滤过,滤液回收乙醇,浓缩至稠膏。按上述投料量,每批应收浸膏15kg±1kg。将浓缩后的稠膏在前处理洁净区收膏,装桶,准确称量,贴上桶签(标明品名、批号、净重、日期、操作人、复核人),转入中间站,5.3.4清场:按照《清场管理规程》(SMP-WS004)进行清场。5.4制剂生产过程:其中:粉碎、过筛、配料、混合制粒、干燥、过筛、总混、压片、包衣、装瓶内包在30万级洁净区;外包装在一般生产区。5.4.1生-产前准备各工序生产前由工段班长及QA员对该岗位进行全面检查:是否有上批清场合格证(合格证必须在有效期内)和上次生产遗留物、设备是否有完好证,容器具是否齐全并已清洁、干燥。经确认合格后开始生产。5.4.2领料按生产技术部下发的生产指令和车间主任签发的领料单,操作人员领取原辅料配料瓶装外包装压片包衣混合制粒、干燥粉碎、过筛过筛总混通化爱心药业有限责任公司第-8-页共17页(刺五加浸膏、蔗糖、淀粉、糊精、75%乙醇、硬脂酸镁、滑石粉色素),复称,同时核对原辅料的品名、批号、数量,检查是否有异物、变质、变色、是否有合格证。(1)工艺配方(每批按100万片投料)原辅料名称单位批投料量刺五加浸膏kg15蔗糖kg20淀粉kg7.5糊精kg7硬脂酸镁Kg0.3滑石粉Kg12(2)中间体配制乙醇配制:乙醇(75%)纯化水4kg1kg糖浆配制:(由包衣岗位现配现用)蔗糖纯化水15kg8kg胶糖浆配制(由包衣岗位现配现用)明胶纯化水糖浆0.3kg0.3kg4.5kg5.4.3粉碎、过筛5.4.3.1粉碎:将领出的蔗糖按照《吸尘粉碎机标准操作规程》(SOP-SB201)用80目筛进行粉碎。5.4.3.2过筛:按照《振荡筛标准操作规程》(SOP-SB202)用80目筛进行过筛。5.4.3.3称重:将过筛的蔗糖粉装入衬有干净塑料袋的不锈钢桶,扎紧袋口,盖好桶盖,称重,外贴好中间产品状态标志(标明品名、批号、净重、日期、操作人、复核人)。移入中间站,操作人员填写《中间产品交接单》(SOR-SC011)双方签字。通化爱心药业有限责任公司第-9-页共17页5.4.4配料5.4.4.1根据生产指令将领来刺五加浸膏、蔗糖粉、淀粉、糊精、硬脂酸镁、滑石粉、色素、川蜡,进行称量。5.4.4.2配料称量时,原料、辅料各用一个不锈钢舀。操作人员每称取一种原辅料,随时作好记录,复核人再详细复查一遍,做到一人称量一人复核;全部核对无误后,刺五加浸膏装入不锈钢桶内,其辅料装入衬有干净塑料袋的不锈钢桶、扎紧袋口,盖好桶盖,称重,外贴好中间产品状态标志(标明品名、批号、净重、注明日期、岗位、操作人、复核人),存放在中间站,操作人员并填写《中间产品交接单》(SOR-SC011)双方签字。5.4.4.3清场:按照《清场管理规程》(SMP-WS004)进行清场。5.4.5混合制粒、干燥、过筛5.4.5.1按下表批投料量从中间站中取出浸膏、蔗糖粉、糊精、淀粉、硬脂酸镁、滑石粉,然后按次投料量采取减量法称量配料。原辅料名称单位批投料量次投料量浸膏Kg151蔗糖粉Kg201糊精Kg71淀粉Kg7.51硬脂酸镁Kg0.31滑石粉Kg1215.4.5.2混合制粒、干燥:按上表中次投料量取出原辅料加入沸腾制粒机,按照《FL沸腾制粒机标准操作规程》(SOP-SB203)进行制粒干燥。5.4.5.3过筛:按照《振荡筛标准操作规程》(SOP-SB202)操作。取其能通过10目筛不能通过40目筛的合格颗粒(不合格颗粒返回上一道工序重新制粒)装入衬有干净塑料袋的不锈钢桶,盖好桶盖,称重,外贴好中间产品状态标志(标明品名、批号、净重、操作人、复核人),移入中间站。操作人员填写《中间产品交接单》(SOR-SC011)双方签字。5.4.6总混:5.4.6.1操作人员到中间站领取刺五加片颗粒并填写《中间产品交接单》通化爱心药业有限责任公司第-10-页共17页(SOR-SC011)双方签字。5.4.6.2将领取刺五加片颗粒、硬脂酸镁,加入三维运动混合机中按照《HDJ三维运动混合机标准操作规程》(SOP-SB204),混合15分钟。5.4.6.3称重:将总混好的颗粒装入衬有干净塑料袋的不锈钢桶,扎紧袋口,盖好桶盖,称重,外贴好中间产品状态标志(标明品名、批号、净重、岗位、操作人、复核人),转入中间站。操作从员填写《中间产品交接单》(SOR-SC011)双方签字。操作人员填写《中间产品请验单》(SOR-SC025)送QA科,由QA员取样送检。5.4.6.4清场:按照《清场管理规程》(SMP-WS004)进行清场。5.4.7压片5.4.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 56821319
56821319
本文标题:102刺五加片生产工艺规程
链接地址:https://www.777doc.com/doc-3055931 .html