您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 塑料注射机作业指导书
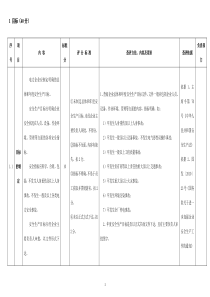
15.什邡卷烟厂设备技术改造适应分组加工技术的实践与探索刘邦俊蒋健(四川什邡卷烟厂设备信息科四川省什邡市蓥峰南路1号618400)摘要:随着“中式卷烟”特色加工工艺理论的提出,近年来,结合我厂实际,在现有制丝线的技术改造过程中采用了具有特色的分组加工工艺,以较好的性能价格比和投入产出比,为国内众多烟草生产企业在大力发展特色工艺中闯出了一条新路。本文结合实际改造,从以下几个方面对特色加工进行分析和研究:①在线真空回潮②烘丝路径选择柔性控制③烘后叶丝比例掺兑模块化④烟梗双蒸双贮工艺⑤集中控制参数化、智能化和信息化。关键词:中式卷烟分组加工在线真空回潮柔性控制掺兑模块化智能化一、引言随着我国全面加入WTO,国内烟草制造企业面临来自国际烟草制造企业的巨大挑战和压力,为了迎接这种挑战,继续保持中国烟草行业的持续稳定协调健康发展,2003年,国家烟草专卖局制定并发布了《中国卷烟科技发展纲要》,《纲要》中明确要求:以市场为导向,保持和发展中国卷烟的特色,大力发展中式卷烟。根据《纲要》中的要求,在现有制丝生产线基础上,遵照科学、优化、先进、简捷的原则,采用工序简化、增添和调整相结合等方法,使卷烟加工的工艺路线和工序设备满足特色加工要求,是一条适合中国国情的发展之路。对原有制丝线的改造是结合本厂实际情况,积极采用高新技术和先进实用技术改造传统加工方式,实现了产品加工精细化、控制智能化、管理数字化、信息通讯网络化,突出产品的“个性化”和“差异化”,以昀优的性能价格比和投入产出比,全面提升工艺加工水平和产品加工质量。二、概述分组加工工艺是近年来提出的新的加工模式,其实质是对不同地区、不同等级、不同年份原料品质进行基础性研究之后,对配方原料有针对性地采用不同设备和加工工艺。如采用气流烘丝和传统的薄板烘丝方式可发现产品品质之间有着明显差异。一方面,超热气流工艺在口感特性、烟气特性和物理性的独特效果,但其对高中档烟的风格特性,香气损失也有着不可忽视的影响;两种干燥方式各具有特点,在烟草品质上发挥的互补作用是明显的,在深入的研究中,超热气流工艺在挖掘原料潜质、拓宽原料使用范围和提升卷烟特色工艺提供了新的途径和手段。分组加工工艺设备目前主要有两种模式:①叶片分组加工、叶丝单一烘丝、烟丝比例掺兑模式(一头一尾或一头两尾);②叶片分组加工,叶丝双线并行烘丝,各种烟丝比例掺兑模式(两头两尾)。前一模式尽管设置两套烘丝设备,可作两种烘丝方式选择,但始终只能有一路工作,当烘丝模式发生变换时,灵活性又显不足,设备使用效益较低。后一种模式尽管解决了前一模式的不足,但投资较大,占用的场地较大,对一般中小企业尤其是场地受限的企业来说是无法实现的。我厂根据自身情况选择了第一种模式,通过对原有制丝生产线的工艺改造实践,我们完善了现有加工方式的不足,完全满足了分组加工要求。通过生产实践的验证,证明了这条创新之路是正确和可靠的。三、工艺设备流程及任务原有制丝生产线工艺设备流程基本上是按标准模式配置的,即切片回潮---预混---加料处理---贮叶---切叶丝---叶丝膨胀---薄板烘丝(或SH94烘丝)---冷却---掺兑---加香处理---贮丝柜。梗线工艺流程为:洗梗---润梗加料---贮梗柜---蒸梗---压梗---切梗丝---梗丝膨胀---烘梗丝---贮梗丝。为了满足分组加工工艺要求,对原有制丝生产线工艺设备进行了必要的改造:①增设在线真空回潮,分别满足叶片预处理加工方式。②烟丝加香前设置叶丝混丝柜。其作用有二:叶丝缓存和两种烘后叶丝均匀掺混。③烟梗采用双蒸双贮工艺改善烟梗加工质量。④提高现有控制水平,增加中控系统对生产计划(片烟、叶丝、掺兑段)的实施,并生成生产路径的定义和下传,通过自控程序实现对过程的运行控制。四、新增设备及工艺改造特点(一)在线真空回潮1、新增设备组成:①装箱插片处理烟包经人工拆包送入装箱翻包机,按两包一组送入钢制箱内,进入叶片(垛)垂直分片机分四刀五片完成烟垛的分插工作,为真空回潮机充分回透创造条件。②真空回潮处理每批次5个烟箱同时进入真空回潮箱体进行回潮处理(按工艺要求可进行双周期或单周期处理)。回潮后烟片增加含水率:2%~4%、回透率:≥97%、回潮后温度:65℃±5℃。③进线松散回潮处理经真空回潮后的烟片送入原生产线旁线,再通过翻箱机、松垛松把机和喂料机后,进入原松散回潮机进一步完成烟片松散回潮工序。其工艺设备布置如图1所示。图12、工艺特点:①提高烟片的柔软性和抗破碎性,松散烟片。②均匀地增加一定的温度和含水率。③减轻烟片中的青杂气,还可起到一定程度的杀虫灭卵作用。使进线后叶片的物理及化学性状得到改善。(二)烘丝路径选择柔性控制1、原有设备组成:在原有两套烘丝模式下,通过进料振动输送机气动控制门进行快速选择烘丝路径,具有高度自控能力和灵活可靠。其工艺设备布置如图2所示2、工艺特点:①上位机下达生产指令,将批次料分为A、B两个组分,A组分采用薄板式烘丝机加工,B组分采用气流干燥设备加工。具体划分依据仓式喂料机出口的核子称累计数据量为划分点(也可以在投料时就划分开,分别进入不同的预配柜,后段的加工方式则按照单品种进行不同的加工,但此方法由于工艺过程损耗的不稳定性,可能带来后面叶丝掺配的不协调,浪费原料)。②、加工A组分时,气动控制门打开,叶丝进入薄板烘丝系统。烘后叶丝进入混配柜A。③待核子称累计数据达到设定值后,自动关闭气动控制门。B组分叶丝进入气流干燥设备进行加工,同时进混配柜的分配小车延时后自动转柜到B。此部分烟丝进入B柜贮存。排潮自来水入口蒸汽入口压缩空气入口图2(三)大比例均匀性掺兑模块化1、新增设备组成:三组叶丝混配柜和一台配比称。①每一批次烟叶按加工性状不同分为A、B两个组分,A、B组分经叶丝处理段处理后可分别进入掺兑段的A组叶丝柜和B组叶丝柜暂存。也可将A、B组分叶丝在同一柜中混配。②出柜方式可按工艺要求单独出料,可根据定义好的路径选择双路同时出料。也可任意选择某一台核子称为恒流主称,另一台为跟踪配比称,这样两种烘丝模式下的叶丝可按比例实时掺兑。其工艺设备布置如图3所示。2、工艺特点:①保证同一批次A、B两个组分叶丝在同一柜中充分预混。②在批次投料中可针对A、B组分叶丝的使用量不同,适时进行添加,有利于系列产品生产。③经混配后的烟丝通过加香机进一步的掺混,烟丝结团、掺混不均等现象会得到进一步的改善。图3(四)烟梗工艺改造1、新增设备组成:一台隧道式烟梗回潮机和两组(二级)贮梗柜。烟梗经洗梗机后进入TB-K进行一次回潮,回潮后进入一级贮存,贮存4~24小时后出料,经HT进行二次回潮,进入二级贮存,贮存2~24小时后,进入压梗、切丝工序。其工艺设备布置如图4所示。图42、工艺特点:烟梗采用双蒸双贮工艺处理后有利于烟梗水份的进一步吸收,提高梗丝加工质量。(五)集中控制参数化、智能化和信息化整个制丝线集中监控及管理系统采用分层式网络结构。由现场PLC电控柜、TP170B、现场I/O箱、现场操作台PC670和现场变频器构成设备层。以控制设备为网络节点,以Profibus-DP现场总线为纽带,并把它们连接成为可以相互沟通信息,共同完成自动化控制任务的控制网络系统。段监控站的配置采用冗余备份形式,所有段监控站通过工业以太网与各工艺段PLC相连,段监控机不仅可以对现场设备进行监控操作,同时还可以对监控管理机的控制程序的实施多点冗余备份,有助于提高控制系统的稳定性。各工艺段PLC以及集中监控系统利用以太网的快速性和稳定性,实现各控制主站间、控制主站与集中监控系统的数据实时采集及控制数据的准确交换。实时监控电机状态、管路(蒸汽、水、压缩空气)状态、物料状态、喂料机的状态、贮柜状态、筒体的状态等。管理层主要完成整条生产线的综合操作、综合监视以及生产管理数据的查询、报表的生成。为管理者提供全面、准确的生产信息。上位集中监控计算机、管理计算机、数据库服务器等同时通过高速以态网组网交换信息,并为厂级管理网提供数据接口。五、存在的问题原有制丝生产线改造后使用分组加工工艺、柔性烘丝系统,大比例混丝掺配、高度柔性化自动控制等先进实用技术,保证了成品烟丝的质量稳定性,通过理化指标的检测,综合指标大大得到改善。但是由于是在原有制丝线上进行的改造,也带来了一些问题和困难:①对配方组成、生产投料方式、生产调度方式、技术文件制定、工艺管理方式等提出了新的要求,更加强调适宜性、统筹性和协调性;②叶丝生产能力翻倍,增大了叶片处理段和混配加香段的生产压力,会造成一定的生产不协调,增添了生产调度的难度;③复杂的生产环节不可避免地会使成品烟丝的物料性状受到一定程度的影响;④由于设备能源供给和通用工程负荷增大,增添了设备维护修理费用。六、经济效益分析由于原有主机设备配置基本到位,整线改造除增加在线真空回潮系统、三组贮丝柜、两组贮梗柜、一台隧道式烟梗回潮机和一台核子称外,其余均为辅连设备。电控系统增加了一定数量的I/O控制箱、相应的控制模块和一定的程序修改设计。机电设备总投入不足千万元人民币,投入远远低于一条新线。由此可见,极佳的性能价格比和投入产出比给企业带来巨大的经济效益。参考文献[1]世界低焦油卷烟发展趋势.世界烟草信息汇编,(第三辑)6~10.[2]李荣,范黎.我国近10年来的卷烟降焦历程与发展建议.烟草科技,2000;(6):3~6.[3]陈良元·卷烟加工工艺·1996[4]郑新章·国外烟草行业技术发展现状、我国的差距与应采取的对策·2002[5]慰彭城·卷烟降耗工程·1999
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 云在青山水在瓶
云在青山水在瓶
本文标题:塑料注射机作业指导书
链接地址:https://www.777doc.com/doc-309979 .html