您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 项目/工程管理 > Sandvik装船机项目总结-工艺
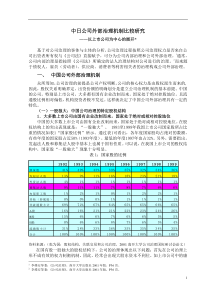
WisonConfidentialSandvik装船机各专业总结WisonConfidentialPage:2(主题点一:伸缩臂架的制作之路)现场处理思路、实践及最终结果(数据或照片)主要问题难点问题描述:数据及照片收获及启发WisonConfidentialPage:3一、主题点--问题描述装船机伸缩臂架的设计,国内往往采用直线型桁架结构,而客户设计的伸缩臂架形式是带弧形的板梁式结构,与国内的设计有所不同,腹板板厚较薄,难以控制焊接变形,确保伸缩臂架上轨道的直线度。WisonConfidentialPage:4二、主要问题难点在此制作过程中遇到两个难题:腹板板厚只有6mm,下料切割、焊接极易产生变形,平整度及直线度无法控制,同时很难采用火工的方式进行校正;由于结构件的形式是圆弧形,对于针销孔的划线带来很大的困难;WisonConfidentialPage:5三、现场处理思路、实践及最终结果(数据或照片)1、解决下料切割的问题,主要从以下几个方面控制:下料切割的变形和焊接的变形。经过探讨,采用二次修割的办法进行控制。第一步:将6mm带弧度的腹板四周加放80mm的余量,在弧长上放有55mm的余量,进行第一次切割;第二步:进行拼板、装配,将所有腹板的对接缝采用埋弧的方式进行焊接;由于弧度很大,现场无法绘制弧度,经研究,在等离子切割胎架上用数控方式进行二次切割。拼板完成后,划出数控切割机校正线、竖直基准线、弧顶线,并打上样冲眼;WisonConfidentialPage:6WisonConfidential第三步:按以上基准线标出各个坐标点,打上标记,以便在数控切割机正式二次切割前,不点火空行模拟切割时,校对切割弧线是否正确,同时作为切割完成后校对板片轮廓的标准;第四步:工艺编制整个腹板的切割程序,在胎架上进行等离子切割,用于腹板的长度(32m)超过等离子切割胎架的长度,采用嫁接的方式进行二次点火切割;注意的是左右两块腹板要对称制作,并做好左、右侧标记,拼板时,均外侧朝上,以便于二次切割及划线。第五步:完成二次修割后,通过激光切割的模板对圆弧的校对,符合图纸及相关标准的要求,确保后期结构件制作的尺寸精度。Page:7WisonConfidential2、为了保证划出针销孔的加工线与产品尺寸一致,我们制定了初步方案,按工艺要求将模拟产品的状态进行胎架布置,针销支架的预安装,见附图,发现胎架高度太高,工人划线、测量很不方便,经分析此方案很难实施。Page:8WisonConfidential我们再次观察实际结构件,根据现场的情况换一个角度重新考虑,朝着既方便工人施工,又能满足产品质量的方向设计。多次与施工人员、质量检验人员沟通,得出统一思路,先把结构件调水平,降低胎架高度,能方便测量数据,见图。Page:9WisonConfidential但是,需要测量哪些数据,如何测量的问题立刻呈现出来,我们再次考虑方案,拟定测量点,和使施工人员一起测量,获得数据后,在电脑上模拟弧线,多次发现无法分析数据,为了克服这个技术难题,与现场测量人员一起研究图纸,相互学习,通过多组数据的分析,,采用近似法将误差降到最小,绘制基准点与坐标点,施工人员按此数据进行划线、机加工。Page:10WisonConfidentialWison(Nantong)HeavyIndustryCo.,Ltd.四、收获及启发通过此次的方案设计与实践,有效的控制下料与焊接过程中的变形,满足现场施工与产品质量要求,促进了生产进度。在此次项目中,我们得到了很大的收获:为了保证结构件的装配精度,就必须从细节做起,从源头抓起。每一块零件都需经过1:1放样、工艺拼板、套料,然后进行数控下料,保证每一个零件尺寸的精确,为后续的制作工作打下良好的基础。后续的项目,我们主要目标是在满足质量的前提下,如何高效的完成制作,缩短周期。只要敢于创新,再大的困难我们也能战胜。WisonConfidentialPage:12(主题点二:整机滑移工装的改进)现场处理思路、实践及最终结果(数据或照片)主要问题难点问题描述:数据及照片收获及启发WisonConfidentialPage:13一、主题点--问题描述受场地的限制,装船机需从总装位置转移到码头,主机总重在580t,一开始考虑租用液压平板车来实现转运,但是设备的开档不能满足要求,且客户不同意使用设备本身的台车,我们只能考虑运用现有的转运台车来实现。到码头后,按客户的要求我们将主机旋转90°,来满足主机吊装上船。WisonConfidentialPage:14从总装位置滑移至码头WisonConfidential主机吊装转向90°Page:15WisonConfidentialPage:16二、主要问题难点实现转运与吊装转向的主要难点:如何设计滑移工装,如何安装台车;如何实现转向,实现整机滑移至码头;如何实施主机90°吊装转向;WisonConfidentialPage:17三、现场处理思路、实践及最终结果(数据或照片)根据客户提供的资料,进行设计考虑,初步方案的步骤如下:1、安装胎架,利用液压千斤顶将整机抬高;2、安装移位胎架及台车;3、从总装位置横向移位至过渡位置;4、再次利用液压千斤顶将整机抬高,行走台车转向;5、从过渡位置移至码头;6、安装吊梁,利用浮吊实现90°转向;WisonConfidentialPage:18根据客户提供的重心位置和顶升位置,计算各点受力(见右图),选择合适的胎架和台车。为了确保重心位置的正确性,在没有详细图纸的前提下,通过单边称重,来核算重心位置,保证后续的吊装没有问题。多次测量后,我们对测出的数据进行分析,发现数据矛盾。我们和客户经过相互沟通,统一了测量方法,得出较为合理的数据,发现重心还是有偏差。WisonConfidential但是,不影响滑移,决定先进行平移的工作,待吊装前再进行调整重心。根据受力情况,我们进行顶升梁的设计,其中一根梁的弯矩很大,通过详细计算,采用箱梁的形式。同时考虑后续吊装也需使用此梁,将吊耳一起设计,由于考虑不周,给生产的安装带来了很大的困难。一、设计、安装顶升胎架和转运胎架Page:19WisonConfidentialPage:20WisonConfidential二、安装移位台车由于台车的行走方向与主机自身的台车方向垂直,无法让台车自行到达顶升位置。且工艺人员经验缺乏,考虑不周全,导致没有任何位置提供给台车的吊装,只能相办法把台车挪进去,和现场施工人员一起商量尝试多种方法,经过一次一次的失败,改进的方法越来越成熟,最后采用两叉车抬起台车使其到达指定位置,同时在胎架上安装吊耳,用手拉葫芦将台车吊起,安装移位轨道。Page:21WisonConfidentialPage:22WisonConfidential此次移位得到设备管理部的大力支持,通过维修、调试,确保了四套台车同步自运行。通电后,整机顺利从总装位置到达过度位置。三、利用台车的自运行从总装位置到达过度位置Page:23WisonConfidentialPage:24四、在过度位置进行台车90°转向有了第一次的顶升、安装台车的经验,到达过度位置后,通过施工人员的相互合作,轻松实现台车90°转向。WisonConfidential五、利用行走自运行,移至码头Page:25WisonConfidential六、安装吊梁,利用浮吊实现90°转向Page:26利用厂内液压平板车安装吊梁,采用浮吊实现90°转向。方案按照预定方案顺利实施。WisonConfidential但是在方案实施过程中,钢丝绳与主结构的梯子平台严重干涉,问题在于,方案考虑时只注重最终状态,忽略了过程,导致现场花费大量的时间在拆卸扶手、格栅板及平台。起吊时,钢丝绳拉紧状态没有任何干涉,但是在挂钩的过程中,钢丝绳没有受力,与梯子平台干涉严重。Page:27WisonConfidentialPage:28WisonConfidentialPage:29图示是钢丝绳受力状态,没有和结构干涉,准备起吊,转向。WisonConfidentialPage:30图示是起吊转向的过程WisonConfidentialPage:31图示是起吊转向的过程WisonConfidentialPage:32图示是客户要求的位置,完成90°转向。WisonConfidentialWison(Nantong)HeavyIndustryCo.,Ltd.四、收获及启发此项目的最后一步--滑移转向--顺利结束,我们从中获得很多宝贵的经验,同时存在很多的弊端,给施工进度带来了很多的不便和隐患,如胎架的安装、台车的安装与转向、钢丝绳的干涉等有待进一步的考虑与改善。总结后,我们组织相关人员一起探讨经验和教训,在同类型的项目中,改变的方向:1、把顶升胎架、移位胎架做成一个整体,利用液压平板车平移到位。2、台车与胎架的连接采用螺栓和销轴连接,实现只需顶升胎架,便能使台车转向。3、改变吊装方案,吊梁改为吊框的方式实现安全吊装。工艺人员学会了方案制定后,需要模拟方案的实施过程,想好每一个环节实施方案,确保生产顺利进行。WisonConfidentialWisonConfidential惠生(南通)重工有限公司江苏省南通市经济技术开发区江海路189号电话:+8651385968820传真:+8651385968817谢谢
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 nagomi
nagomi
本文标题:Sandvik装船机项目总结-工艺
链接地址:https://www.777doc.com/doc-3127072 .html