您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 金属材料的压力加工――锻造
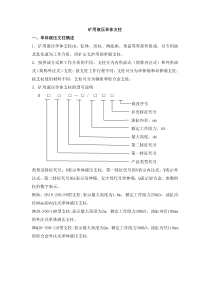
项目三汽车金属制造工艺任务二金属材料的压力加工【知识准备】金属压力加工是在外力的作用下,使金属坯料产生塑性变形来获得满足形状、尺寸和力学性能要求的零件或毛坯的加工方法。压力加工在现代工业中占有非常重要的地位,被广泛地应用于工业生产的各个领域,例如,各种原材料、运输车辆与交通工具、电气设备等。金属压力加工具有以下工艺特点:1)制件组织致密、力学性能高压力加工能使原始铸态组织的晶粒细化,使内部缺陷(如缩松、气孔、微小裂纹等)被压合,从而组织变的致密,提高了力学性能。2)具有较高的生产率。3)精密压力加工能实现少或无切削加工,节省金属材料。4)与铸造和焊接相比,金属压力加工设备复杂且难以生产形状复杂的零件。一、锻造锻造是汽车零件的生产制造中不可缺少的重要加工方法之一,例如汽车发动机所使用的曲轴、连杆、凸轮轴、前桥所需的前梁、转向节、后桥使用的半轴、半轴套管、桥箱内的传动齿轮等(如图3-2-1所示)。转向节半轴套管连杆转向节臂图3-2-11.自由锻造自由锻造是用冲击力或压力使金属材料在上下两个砧块之间产生塑性变形,以获得所需形状和尺寸锻件的工艺方法。坯料在锻造过程中,除与上、下砧铁或其它辅助工具接触的部分表面外,都是自由表面,变形不受限制,故称自由锻。自由锻的优点是:所用工具简单、通用性强、灵活性大,适合单件和小批锻件,特别是特大型锻件的生产。自由锻的缺点是:锻件精度低、加工余量大、生产效率低、劳动强度大等。自由锻工序根据作用与变形要求不同,自由锻的工序分为基本工序、辅助工序和精整工序三类。基本工序指改变坯料的形状和尺寸以达到锻件基本成形的工序,称为基本工序。包括镦粗、拔长、冲孔、弯曲、切割、扭转、错移等工步。辅助工序是为了方便基本工序的操作,而使坯料预先产生某些局部变形的工序。如倒棱、压肩等工步。修整工序修整锻件的最后尺寸和形状,提高锻件表面质量,使锻件达到图纸要求的工序叫修整工序。如修整鼓形、平整端面、校直弯曲等工步。(1)基本工序1)镦粗使坯料整体或一部分高度减小、截面积增大的工序称为镦粗。镦粗有完全镦粗、端部镦粗和中间镦粗等2)拔长使坯料横截面减小而长度增加的锻造工序称为拔长。•拔长主要用于轴杆类锻件成形,其作用是改善锻件内部质量。•拔长的种类。有平砥铁拔长、芯轴拔长、芯轴扩孔等。3)冲孔采用冲子将坯料冲出透孔或不透孔的锻造工序叫冲孔。图3-2-5单面冲孔图3-2-6双面冲孔4)弯曲是将毛坯弯成所需形状的工序在进行弯曲变形前,先要将毛坯锻成所需形状,使体积合理分配,便于获得合格产品。(a)角度弯曲(b)角度弯曲(c)成形弯曲5)切割切割是将毛坯分割成几部分或切除余料的锻造工艺方法。(a)方料的切割(b)圆料的切割6)错移将毛坯的一部分相对于另一部分平移错开的锻造工艺方法。错移7)扭转将毛坯一部分相对于另一部分绕其轴线旋转一定角度的工序。8)锻接是将坯料在炉内加热至高温后,用锤快击,使两者在固态结合的锻造工序。锻接的方法有搭接、对接、咬接等(如图3-2-11所示)。锻接后的接缝强度可达被连接材料强度的70%~80%。图3-2-11锻接自由锻锻件的分类及锻造工序模锻模锻是在高强度金属锻模上预先制出与锻件形状一致的模膛,使坯料在模膛内受压变形,由于模膛对金属坯料流动的限制,因而锻造终了时能得到和模膛形状相符的锻件。模锻按使用设备的不同,可分为锤上模锻、胎模锻、压力机上模锻。模锻模锻的优点:锻件的形状和尺寸比较精确,机械加工余量较小,节省加工工时,材料利用率高;可以锻制形状较为复杂的锻件;生产率较高;操作简单,劳动强度低,对工人技术水平要求不高,易于实现机械化;锻件内流线分布更为合理,力学性能高。模锻的缺点:由于模锻是整体变形,变形抗力较大,受模锻吨位的限制,模锻件的质量一般在150kg以下。另外,制造锻模成本很高,所以模锻不适合于单件小批生产,而适合于中小型锻件的大批量生产。锤上模锻锤上模锻是在自由锻和胎模锻的基础上发展起来的,所用的锻模是由带有燕尾的上模和下模组成的。锤上锻模工作原理如图所示,下模固定在模座上,上模固定在锤头上,并与锤头一起作上下往复的锤击运动。胎模锻胎模锻是在自由锻设备上使用可移动模具生产模锻件的一种锻造方法。其所用模具称为胎模,它结构简单,形式多种多样,但不固定在上下砧块上。一般选用自由锻方法制坯,然后在胎模中终锻成形。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 msl33
msl33
本文标题:金属材料的压力加工――锻造
链接地址:https://www.777doc.com/doc-3149086 .html