您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 新工艺流程的主要特点
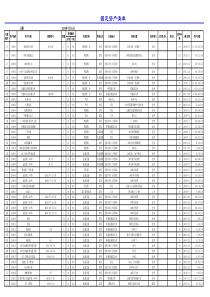
吸收稳定系统工艺流程研究制作人:贾小平曾敏刚指导老师:钱宇陆恩锡目录绪论吸收稳定系统工艺流程的沿革新工艺流程开发研究两种流程能耗与经济效益的比较新工艺流程的主要特点结论项目来源和主要研究内容项目来源项目来源于石化企业吸收稳定装置的优化改造。主要研究内容–以系统分析和过程模拟技术为基础,对吸收稳定系统进行新的省能的工艺流程研究。–采用华贲教授创立的三环节分解协调优化方法,综合集成,整体优化,设计新流程。–在相同的进出口条件下,对新流程和双塔流程进行分析比较。化工流程模拟技术化工流程模拟技术的发展化工流程模拟技术的特点–在炼油和石化领域,取代了实验室实验.。–不受压力、温度、物料、设备和仪表等等条件的限制,节省了费用和时间。–较高的准确性和可靠性–国外很多炼油、石化企业已将国际著名的化工模拟软件,如ASPENPLUS和PRO/II等作为企业标准。热力学方法热力学方法研究的进展已经可以准确的应用状态方程计算石油馏份和烃类的热力学性质。如广泛采用的PR状态方程,是Peng-Robinson于1976年提出的半经验半理论方程,通过数万点的实验数据回归了方程中的各项系数,其准确性已获普遍承认。大多数情况下混合物相平衡常数的计算,平均误差小于5%,这已是十分高的准确度。该方法的准确性不仅为实验数据所证实,也为如乙烯、常减压、气分和吸收稳定等装置的生产数据所肯定。如乙烯装置中的乙烯塔塔顶基本为纯乙烯(浓度为99.96%),丙烯塔塔顶为纯丙烯(99.6%);由PR方程所算的温度和实验值(纯组分实验值比较容易获得)相差小于1C,和生产装置的实测值也十分吻合。准确的热力学性质计算为流程模拟计算的准确性提供了保证。催化裂化装置是我国主要的原油加工装置之一。它是将重质油轻质化,生产液化气、汽油和柴油的重要装置。根据1998年的统计,全国催化裂化装置的生产能力已达7200万吨/年。而吸收稳定系统是催化裂化装置中的后处理系统,它将催化裂化反应产物分离成干气、液化气和稳定汽油产品。本催化裂化装置与一般的催化装置工艺流程基本相同,即由三个部分组成:反应-再生系统、分馏系统和吸收稳定系统。因而吸收稳定系统的产品收率和能耗对整个装置的经济效益有着十分重要的作用。因此,即使我国催化裂化生产能力的一半改造为新流程,每年的总计经济效益也有上亿元。催化裂化装置简介双塔流程图(PFD)12.8Kg/cm2的压缩富气与吸收塔塔底的富吸收油及脱吸塔顶部的脱吸气混合后,冷凝冷却,然后进平衡罐进行气液分离。液相称作凝缩油,被稳定汽油加热至70C后用泵打入脱吸塔塔顶,气相直接进入吸收塔底部。粗汽油作为吸收剂直接进入吸收塔顶部,稳定汽油作为补充吸收剂用泵打入吸收塔顶。为取走吸收过程中放出的热量,吸收塔采用两个中段回流来冷却。贫气由吸收塔顶部排出,进入再吸收塔底部。来自分馏塔系统的轻柴油作为再吸收剂,由再吸收塔顶部打入,以回收贫气带出的汽油组分。再吸收塔底部富吸收柴油返回主分馏塔。塔顶干气至气体脱硫系统或排入燃料气管网。进入脱吸塔塔顶的凝缩油,脱去C2以下的轻组分,脱乙烷汽油由脱吸塔底部用泵抽出,与稳定汽油换热后,进入稳定塔,以分离液化气馏分和汽油馏分。液化气自稳定塔塔顶分出,一部分作为塔顶回流,其余部分送去脱硫或直接作为产品出装置。稳定汽油从重沸器底部出来先后加热脱乙烷汽油与凝缩油,再经冷却水冷却后,分为两路:一路用泵送至吸收塔塔顶作为补充吸收剂,另一路作为产品出装置。新工艺流程流程图(PFD)12.8Kg/cm2的压缩富气进入汽液平衡罐进行汽液分离。气相直接进入油吸收脱乙烷塔的第20块理论板,液相用泵打入第25块理论板。粗汽油作为吸收剂直接进入油吸收脱乙烷塔塔顶,稳定汽油作为补充吸收剂用泵打入油吸收脱乙烷塔塔顶。塔顶气体经塔顶冷凝器冷凝后,进入一平衡罐。贫气直接进入再吸收塔底部,液相用泵打回油吸收脱乙烷塔顶。为取走吸收过程中放出的热量,在油吸收脱乙烷塔第15块板采用一个中段回流来冷却。为有效地利用能量,在塔的底部设一中间再沸器。来自分馏塔系统的轻柴油作为再吸收剂,由再吸收塔顶部打入,以回收贫气带出的汽油组分。再吸收塔底部富吸收柴油返回分馏塔系统。塔顶干气至气体脱硫系统或排入燃料气管网。脱乙烷汽油由油吸收脱乙烷塔底部用泵抽出,直接进入稳定塔,以分离液化气馏分和汽油馏分。液化气自稳定塔塔顶分出,一部分作为塔顶回流,其余部分送去脱硫或直接作为产品出装置。稳定汽油从重沸器底部出来先做油吸收脱乙烷塔塔底再沸器热源,然后加热油吸收脱乙烷塔中间再沸器,再经冷却水冷却后,分为两路:一路用泵送至吸收塔塔顶作为补充吸收剂,另一路作为产品出装置。图1吸收脱吸单塔流程简图图2吸收脱吸双塔流程简图双塔流程的严重缺陷脱吸塔顶气相、吸收塔釜液返回系统的最开始处,相当于进料量的大量返回物料在系统中循环,必然造成能量的浪费。单独的吸收塔、脱吸塔效率都比较低下,这又造成了能量的损失。单塔流程的控制问题吸收和脱吸属于多级多组分分离的范畴,必须遵循蒸馏分离过程的基本原理。在石化领域,同一塔内,塔顶、塔釜对分离要求均有严格规定的蒸馏塔比比皆是,而且长期以来操作良好。过程控制的进步和发展,特别是先进控制技术的蓬勃发展,使得控制更不成为问题。新流程的开发思路取消双塔流程中的两股返回物料采用复杂蒸馏塔取代原有的吸收塔和脱吸塔换热网络的合理匹配双塔流程的选定取自某大型炼油厂的催化裂化装置进料数据、产品规格等参数来自现场的实测标定数据和有关规定模拟结果与生产数据符合较好与新流程有相同的比较基准进料条件和原料组成恩氏曲线或组成物料压力Kg/cm2温度C流量t/hHK5%10%30%50%70%90%95%KK粗汽油12.54039.940546899124150186212贫吸收油9.54030.0193.5220229.5248269.5295324340347富气12.84027.0N25.2CO21.23CO0.54O21.3H212.0C115.34C27.4C2=8.92C304.12C3=15.82IC405.14NC401.20BUT14.85IBTE2.2BTT23.97BTC21.53NC510.98产品规格表干气中C3浓度3%液化气中C2含量1%液化气中C5以上组分含量2%稳定汽油中C4含量1%产品产量一览表产品产量(t/h)新工艺流程双塔流程干气13.75214.099液化气23.53523.511稳定汽油70.78170.266过程系统的经济活动[16,39]可以描述如下:B+T=S-M-(Oe+Od+Oc)式中:B—纯利润;T—税收;S—销售收入;M—物耗Oe—能耗;Od—设备费;Oc—其它费用研究目的主要在于比较两种流程经济效益的优劣。因而经济效益比较的函数简化为:总经济效益P=销售收入S-能耗费Oe有关价格分别如下:冷却水—0.25元/吨,中压蒸汽—80元/吨,电—0.4元/度,干气—600元/吨,液化气—1450元/吨,稳定汽油——2050元/吨。两种流程能耗费和经济效益表单位:万元/年销售收入水电蒸汽总能耗费总经济效益新流程1499832028011871469148514双塔流程14927727210216862060147217相对值706-70-22-499-5911297新工艺流程的主要特点取消了双塔流程中的两股返回物料采用复杂蒸馏塔代替原有的吸收塔和脱吸塔换热网络的合理匹配(稳定塔取消进料预热器)分离汽油馏分的能力提高新流程设备费用较双塔流程节省系统能量平衡汇总表能量(MKcal/hr)项目新流程双塔流程总供入能12.32817.485蒸汽12.11217.212电0.21617.485直接损失能3.8015.375有效供能8.52712.110回收循环能6.9047.417工艺总用能15.43119.527热力学能耗-1.686-1.489待回收能17.11721.016回收循环能6.9047.417回收输出能00回收排弃能10.21313.735不平衡项00.136转换效率69.2%69.2%回收效率40.3%35.1%结论新的省能的吸收稳定系统工艺流程,在比较基准相同、进出口条件一致的情况下,对于120万吨的年生产能力的催化裂化装置,比典型的双塔流程年总经济效益高出1297万元。新流程采用复杂蒸馏塔—油吸收脱乙烷塔来取代原有的吸收塔和脱吸塔,不仅具有较高的塔板效率,而且提高了分离汽油馏分的能力。新流程取消了双塔流程中的两股返回物料,较大程度地降低了能耗。新流程的换热网络经优化匹配,其用能更为合理,进一步减小了能耗。谢谢光临指导!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 koubei
koubei
本文标题:新工艺流程的主要特点
链接地址:https://www.777doc.com/doc-3196604 .html