您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 无损检测常用方法介绍
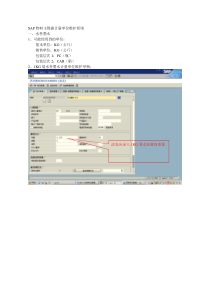
常用无损检测方法汇报单位名称常用无损检测方法1.射线检测2.超声波检测3.磁粉检测4.渗透检测5.TOFD检测6.各种检测方法比较汇报单位名称1.射线检测1.1射线检测原理1.2射线检测灵敏度1.3安全防护1.4射线机工作图示1.5射线检测的特点汇报单位名称1.1射线检测原理射线能穿透物质,并能使胶片感光,射线强度越大,感光的胶片冲洗后黑度越大,反之则黑度小。射线透照布置见图1。射线在穿透物质时呈指数规律被吸收衰减,当物质内存在异物或表面不均匀时,在异物或不均匀表面所在的部位会形成对射线衰减的不均衡,其不均衡的程度与所透过物质的厚度差成正比。将透过工件的射线用胶片进行记录,经暗室处理后形成底片,其底片黑度不均匀程度与工件内部组织状况和异物的吸收系数密切相关。汇报单位名称1.1射线检测原理将透过工件的射线用胶片进行记录,经暗室处理后形成底片,其底片黑度不均匀程度与工件内部组织状况和异物的吸收系数密切相关。如焊缝中存在气孔、夹渣、未焊透、未熔合、裂纹、内凹、咬边等在底片上呈黑色。焊瘤、焊缝余高过高等在底片上呈较白的影像。夹钨缺陷由于其吸收系数比钢材大的多,其在底片上的影像呈亮的白点。汇报单位名称1.1射线检测原理图1射线检测原理图暗袋工件胶片增感屏汇报单位名称1.2射线检测灵敏度射线检测灵敏度用“像质计”来测定,标准对不同厚度的工件规定了应观察到的钢丝直径。工件越厚所需的射线能量越高,不然透过工件时衰减过多底片黑度达不到要求。射线能量越高检测灵敏度越低。射线对体积状缺陷敏感,对面状缺陷不敏感,没有厚度差的缺陷是无法检测出来的。相对灵敏度在1~2%左右。射线检测能识别缺陷的性质和准确测量缺陷尺寸,是目前公认较好的检测方法汇报单位名称1.2射线检测灵敏度影响射线检测灵敏度的因素:(1)几何不清晰度(2)固有不清晰度(3)颗粒度(4)胶片对比度(5)工件对比度汇报单位名称1.3检测安全防护X射线和γ射线的本质都是电磁波,其波长非常短,能穿透物质,能杀伤人体细胞,波长越短杀伤力越强。科学控制受照剂量,检测人员在不超过20mSv/年时不会对人体产生伤害。汇报单位名称1.4射线机工作图示机头控制箱铅板管子图2.射线机汇报单位名称1.4射线机工作图示机头控制箱管壁焊缝图3.爬行器汇报单位名称1.5射线检测的特点射线检测不损伤被检物,方便实用,可达到其他检测手段无法达到的独特检测效果,使用面宽,底片长期存档备查,便于分析事故,可以直观的显示缺陷图像等。射线检测对人体有副作用甚至一定伤害,对其他敏感物体有不良作用,对环境有辐射污染;显影定影液回收困难,直接排放会造成环境污染。汇报单位名称2.超声波检测2.1超声波检测原理2.2超声波检测灵敏度2.3超声波检测程序2.4超声波检测的特点汇报单位名称2.1超声波检测原理超声波检测也叫脉冲反射法超声波检测,其原理是利用换能器(探头)将高频电脉冲转换为高频机械波(超声波),超声波通过耦合剂传入工件,超声波在传播过程中遇到异质界面时会发生反射、折射和波形转换,反射回来的声波再通过耦合剂被探头接收、放大后在荧光屏上显示,根据反射回波位置判断是否根据回波高度判断缺陷反射面的当量大小。汇报单位名称图3.爬行器图3.爬行器2.1超声波检测原理FT2TO图4.超声波检测原理图汇报单位名称超声波检测效果受缺陷反射面积和其与声束所成的角度有关,当声束与缺陷反射面垂直时,反射回波最强,最易发现缺陷,当缺陷的反射面与声束平行时,反射面极小,易造成漏检。因此,在超声波检测前应按标准要求制定检测工艺,选择符合要求的探头和检测灵敏度。根据检测标准不同,检测厚度不同,检测灵敏度有所差异。2.2超声波检测灵敏度汇报单位名称2.2超声波检测灵敏度图5.超声波检测典型试块汇报单位名称影响超声检测灵敏度的因素:(1)仪器质量(2)探头效能(3)仪器工作频率(4)声接触好坏(5)声投影方向2.2超声波检测灵敏度汇报单位名称2.3超声波检测程序1)仪器调校2)现场检测3)缺陷等级评判汇报单位名称2.3超声波检测程序1)仪器调校超声波检测前应根据标准要求用与被检工件材质相同或相近的标准试块对仪器进行调校,其目的是:1.确定检测灵敏度:能够发现缺陷的当量尺寸;2.确定荧光屏水平刻度所代表的回波比例:即判回波所在的位置,用于判断该回波是否缺陷波。汇报单位名称2.3超声波检测程序2)现场检测1.发现的回波后应先根据其回波位置判断其是否缺陷波;2.确认是缺陷波后,根据波的高度判断其大当量大小;3.再按标准规定的方法测其长度。4.然后根据规定的尺寸判定级别。汇报单位名称3)缺陷等级评判根据测定的缺陷尺寸按标准进行判定级别2.3超声波检测程序汇报单位名称2.4超声波检测的特点超声波穿透能力较大,对平面型缺陷如裂纹、夹层等,探伤灵敏度较高,并可测定缺陷的深度和相对大小;设备轻便,操作安全,易于实现自动化检验。缺点是:不易检查形状复杂的工件,要求被检查表面有一定的光洁度,并需有耦合剂充填满探头和被检查表面之间的空隙,以保证充分的声耦合。对于有些粗晶粒的铸件和焊缝,因易产生杂乱反射波而较难应用。此外,超声检测还要求有一定经验的检验人员来进行操作和判断检测结果。汇报单位名称3.1磁粉检测原理3.2磁粉检测灵敏度3.3磁粉检测工艺3.4磁粉检测的特点3.磁粉检测汇报单位名称磁粉检测需要对工件进行磁化,磁化时在工件表面施加较强的磁场,则在材料中所产生密集分布的磁力线,若工件表面或近表面存在缺陷,则磁力线传播受到阻碍,致使磁力线弯曲溢出工件表面,形成漏磁场,漏磁场吸附工件表面的磁粉形成磁粉堆积(磁痕),从而得以观察发现缺陷。原理见图6。从原理得知,磁粉检测只能对铁磁性材料进行。3.1磁粉检测原理汇报单位名称3.1磁粉检测原理图6.磁粉检测原理图汇报单位名称磁粉检测的灵敏度用标准灵敏度试片验证。灵敏度试片有多种,常用A型灵敏度试片,其分15/100,30/100,60/100三种规格。试片厚度为100μm,槽深分别为15、30、60μm,灵敏度依次降低。其中30/100为最常用的试片。右侧为试片示意图。3.2磁粉检测灵敏度汇报单位名称磁粉检测灵敏度的影响因素:(1)工件磁化方法;(2)设备性能、磁粉性能和磁悬液浓度;(3)工件材质、形状和表面粗糙度;(4)缺陷的方向、性质、形状及埋藏深度;(5)人员素质、操作的正确性;(6)照明条件。3.2磁粉检测灵敏度汇报单位名称(1)湿法磁粉悬浮在油、水或其他液体介质中使用称为湿法,它是在检测过程中,讲磁悬液均匀分布在工件表面上,利用载液的流动和漏磁场对磁粉的吸引,显示出缺陷的形状和大小。湿法检测中,由于磁悬液的分散作用及悬浮性能,可采用的磁粉颗粒较小。因此,它具有较高的检测灵敏度。特别适用于检测表面微小缺陷。用于湿法的磁悬液可以循环使用。3.3磁粉检测工艺汇报单位名称(2)干法干法又称干粉法,在一些特殊场合下,不能采用湿法进行检测时,而采用特制的干磁粉按程序直接施加在磁化的工件上,工件的缺陷处即显示出磁痕。干法检测多用于大型铸,锻件毛坯及大型结构件、焊接件的局部区域检查,通常与便携式设备配合使用。3.3磁粉检测工艺汇报单位名称(3)连续法连续法连续发又称附件磁场法或现磁法,是在外加磁场作用下,将磁粉或磁悬液施加到工件上进行磁粉探伤。对工件的观察和评价可在外磁场作用下进行,也可在中断磁场后进行。3.3磁粉检测工艺汇报单位名称(4)剩磁法剩磁法剩磁法是先将工件进行磁化,然后在工件上浇浸悬液,待磁粉聚集后在进行观察。这是利用材料剩余磁性进行检测的方法,故称为剩磁法。3.3磁粉检测工艺汇报单位名称3.4磁粉检测的特点磁粉检测操作简单方便,检测成本低,对铁磁性材料表面及近表面缺陷检测灵敏度高,是表面缺陷检测的首选方法。但是对被检测件的表面光滑度要求高,对检测人员的技术和经验要求高,检测范围小检测速度慢。汇报单位名称4.1渗透检测原理4.2渗透检测灵敏度4.3渗透检测工艺4.4渗透检测的特点4.渗透检测汇报单位名称渗透检测是一种以毛细作用原理为基础的检查非多孔性固体材料表面开口缺陷的无损检测方法。就是将溶有着色染料或荧光染料的渗透剂施加于工件表面,渗透剂渗入到各类开口至表面的微小缺陷中,清除附着于工件表面上多余的渗透剂,干燥后再施加显像剂,缺陷中的渗透剂重新回渗到工件表面上,形成放大了的缺陷显示,在白光下或在黑光灯下观察,缺陷处可呈红色显示或发出黄绿色荧光。目视即可检测出缺陷的形状和分布。4.1渗透检测原理汇报单位名称磁粉检测的灵敏度用标准灵敏度试片验证。图为渗透B型试块示意图和渗透检测剂在试块上的检测结果。B型试块主要用于校验操作方法与工艺系统的灵敏度。4.2渗透检测灵敏度汇报单位名称渗透检测灵敏度的影响因素:(1)渗透液性能的影响;(2)乳化剂乳化效果的影响;(3)显像剂性能的影响;(4)操作方法的影响;(5)缺陷本身性质的影响。4.2渗透检测灵敏度汇报单位名称(1)表面处理对表面处理的基本要求就是,任何可能影响渗透检测的污染物必须清除干净,同时,又不能损伤被检工件的工作功能。渗透检测工作准备范围应从检测部位四周向外扩展25mm以上。污染物的清除方法有:机械清理,化学清洗和溶剂清洗,在选用时应进行综合考虑。特别注意涂层必须用化学的方法进行去除而不能用打磨的方法。4.3渗透检测工艺汇报单位名称(2)渗透剂的施加常用的施加方法有喷涂、刷涂、浇涂和浸涂。施加渗透剂的时间不得少于10min,对于应力腐蚀裂纹因其特别细微,渗透时间需更长,可以长达2小时。渗透温度一般控制在10~50℃范围内,温度太高,渗透剂容易干在被检工件上,给清洗带来困难;温度太低,渗透剂变稠,动态渗透参量受到影响。当被检工件的温度不在推荐范围内时,可进行性能对比试验,以此来验证检测结果的可靠性。4.3渗透检测工艺汇报单位名称(3)渗透剂的去除水洗型渗透剂的去除:水温为10~40℃,水压不超0.34MPa,在得到合适的背景的前提,水洗的时间越短越好。后乳化型渗透剂的去除:乳化工序是后乳化型渗透检测工艺的最关键步骤,必须严格控制乳化时间防止过乳化,在得到合适的背景的前提下,乳化的时间越短越好。溶剂去除型渗透剂的去除:应注意不得往复擦拭,不得用清洗剂直接冲洗被检表面。4.3渗透检测工艺汇报单位名称(4)显像剂的施加显像剂的施加方式有喷涂、刷涂、浇涂和浸涂等,喷涂时距离被检表面为300~400mm,喷涂方向与被检面的夹角为30~40°,刷涂时一个部位不允许往复刷涂几次。4.3渗透检测工艺汇报单位名称(5)观察观察显示应在显像剂施加后7~60min内进行。光源应满足要求,一般白光照度应大于1000Lx,无法满足时,不得低于500Lx,荧光检测时,暗室的白光照度不应大于20Lx,距离黑光灯380mm处,被检表面辐照度不低于1000μW/。在进行荧光检测时,检测人员进入暗室应有暗适应时间。4.3渗透检测工艺汇报单位名称(6)缺陷评定按照标准要求进行记录和评定。4.3渗透检测工艺汇报单位名称4.4渗透检测的特点渗透检测可以检测工件的表面开口缺陷。渗透检测不受被控工件化学成分限制。渗透检测不受被检工件结构限制。。渗透检测不受缺陷形状、尺寸和方向的限制。只需要一次渗透检测,即可同时检查开口于表面的所有缺陷。渗透检测难以检查多孔的材料,也不适用于检查因外来因素造成开口或堵塞的缺陷,难以定量的控制检测操作质量,多凭检测人员的经验、认真程度和视力的敏锐程度。汇报单位名称4.1TOFD检测原理4.2TOFD检测工艺4.3TOFD检测的特点5.TOFD检测汇报单位名称TOFD技术采用一发一收两个宽带窄脉冲探头进行检测,探头相对于焊缝中心线对称布置。发射探头产生非聚焦纵波波束以一定角度入射到被检工件中,其中部分波束沿近表面传播被接收探头接收,部分波束经底面反射后被探头接收。接收探头通过接收缺陷尖端的衍射信号及其时差来确定缺陷的位置和自身高度。5.1TOFD检测原理汇报单位名称5.1TOFD检测原理发射探头接收探头横向波LW上端点下端点内壁反射波BW图7.TOFD检测原理图汇报单位名称对TOFD缺陷
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 syz155294
syz155294
本文标题:无损检测常用方法介绍
链接地址:https://www.777doc.com/doc-3213921 .html