您好,欢迎访问三七文档
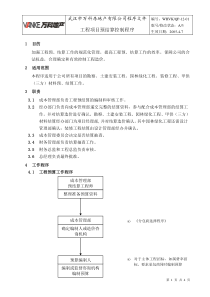
风机安装施工方案编制:审核:批准:2004年12月20日玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案2目录一、工程简介…………………………………………………3二、本工程使用的技术规范及设计文件、资料…………….4三、风机安装施工方法……………………………………..5四、施工质量保证措施…………………………………….20五、安全保证措施………………………………………….23玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案3一、工程简介玉溪新兴钢铁有限公司烧结项目由十四冶总包,我分公司承担两台烧结风机的安装工作,工程项目位于玉溪研和镇,由昆明有色冶金设计院设计,风机由陕西鼓风机厂制造,土建由十四冶四公司施工,为了指导风机安装特编写本方案。烧结风机为离心鼓风机其型号是SJ12000-0.83/0.68各代号分别是:SJ-------烧结风机12000----风机进气流量为12000m3/min0.83-----排气压力为0.083Mpa0.68-----进气压力为0.068Mpa由于其流量为12000m3/min所以其进风口有两个,风机由机壳、叶轮、轴承座、电机、联轴器、高位油箱、润滑系统组成,同时配有风机进口蝶阀及执行机构、出口排气接管和消音器等合计100吨/台。由于每台风机施工工期为45天工期比较紧要求配备精干力量及做好充分的施工准备,在施工过程中应与设备厂家、设计院多勾通交流保证风机安装工作顺利进行。风机安装的难点是滑动轴承的刮研和风机轴的找正,重点是风机转子和电机转子的吊装及各种热膨胀间隙的控制,所以在施工过程中应真实认真做好原始记录,施工前仔细认真阅读随机文件和本方案的有关要求。玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案4二、本工程使用的技术规范及设计文件、资料序号技术规范及设计文件、资料名称1压缩机、风机、泵安装施工及验收规范GB50275-982工业金属管道工程施工及验收规范GB50235-973现场设备、工业管道焊接工程施工及验收规范GB50236-984冶金机械设备安装工程施工及验收规范通用规定YBJ201-835冶金建筑工程质量检验评定标准YBJ232-916设备安装说明及制造厂相关的技术资料7建筑工程施工质量验收统一标准GB50300-20018施工现场临时用电安全技术规范JGJ146-889建筑施工安全检查标准JGJ59-9910建筑施工高处作业安全技术规范JGJ80-9111建筑机械使用安全技术规程JGJ33-8612建筑施工安全检查评分标准JGJ59-99玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案5三、风机安装施工方法轴承装配风机试运行润滑系统油循环清洗电动机找平、找正风机上机壳安装风机风管安装否二次灌浆是重新调整轴承研刮间隙及密封间隙调整风机轴承座二次灌浆风机找平找正布置垫铁位置铲平叶轮检查施工准备基础验收设备检查验收否是是否合格重新调整是是否合格重新找正否是否合格是否有关单位处理是否合格风机润滑管道安装玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案61.风机开箱检查应符合下列要求:1.1.应按设备装箱单清点风机零件、部件和配套件并应齐全。1.2.应核对叶轮、机壳和其它部位的主要安装尺寸,并应与设计相符。1.3.风机进口和出口的方向(或角度)应与设计相符,叶轮旋转方向和定子导流叶片的导流方向应符合设备技术文件的规定。1.4.风机外露部分各加工面应无锈蚀,转子的叶轮和轴颈等主要零件、部件的重要部位应无碰伤和明显的变形。2.基础检查画线:2.1.检查基础时先观察外表质量,不应有裂纹、孔洞和钢筋裸露等现象,再根据设备的实际尺寸、对基础的外形尺寸、地脚螺孔中心距、表面的标高等技术文件要求作详细的检查。基础的标高、中心线、螺孔等的允许误差如下:2.2.基础几何尺寸允许误差一般为±30mm。2.3.基础中心线与设计位置允许偏差为±20mm。2.4.基础上各条中心线间的距离允许误差±5mm。2.5.基础标高在二次灌浆前一般宜低40~80mm。2.6.各地脚螺孔与基础中心线距离允许差为±10mm,但预埋地脚螺栓与基础中心线距离允许差为±2mm。2.7.地脚螺栓孔倾斜度误差不大于20mm/m。2.8.基础画线:基础上画出纵向中心线和横向中心线,且相互垂直,然后根据基础纵、横中心线来标定其它的(如地脚螺栓孔)中心线。基础画线时,应以主机的中心线为准引出。3.地脚螺栓和垫铁的安装:3.1.地脚螺栓的安装应垂直,螺母拧紧的扭力矩应一致,螺母与垫圈与设备底座的接触应紧密。3.2.垫铁组应放置平稳,位置正确,接触紧密,每组不应超过5块,各组的高度应基本一致,垫铁组的表面亦应水平。玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案73.3.机组安装前垫铁和底座应符合下列要求:3.3.1.应按机组体积大小选择成对斜垫铁:对于转速超过3000r/min的机组,各垫铁之间和垫铁与底座之间的接触面积匀不应小于接合面的70%,局部间隙不应大于0.05mm。3.3.2.座浆法平垫铁的安装水平偏差不应大于0.10/1000,同时各部分的平垫铁应保持在同一标高位置上,其标高的允许偏差为±1mm。无垫铁安装法埋设的临时垫铁安装水平偏差不应大于0.20/1000,其标高允许偏差为±2mm。采用压浆法施工时应及时检查垫铁之间的间隙。3.3.3.检查与底座之间未拧紧螺栓时的间隙,其间隙不应大于0.05mm。4.风机安装:4.1.下机壳安装及轴承安装:4.1.1.底盘座与机壳、机壳座与机壳之间的接合面,安装前应进行清洗检查各接合面应光洁无毛剌、锈蚀、油垢。组装后的底盘与机壳配合面,及机壳支座与机壳的配合面应光洁并且接触严密,接触面应大于75%并且分布均匀,机壳中分面用石棉绳填封。4.1.2.轴承座、机壳、机壳锚爪与底座之间的连接螺栓的固定要有利于机壳的膨胀。螺栓在螺栓孔内应为偏心放置。放置位置应符合下表中的规定;其螺母与机座的间隙宜为0.04~0.08mm。螺栓的放置位置及导向键间隙调整好后,应先进行风机的安装找正工作,待风机安装完毕后再进行调整机座与螺母间的间隙。其水平导向键盘、垂直导向键及螺栓的偏心放置位置。应符合下列表中的要求:检测部位要求(mm)G0~0.02a1+1C1+C2+0.03~+0.06玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案8水平导向键过盈GC2C1CaC1C2S2S1垂直导向键检测部位要求(mm)C1+C2+0.03~+0.06c150.03-0.06mm1-3L1L2AA2-4L1L1风机与轴承座连接螺栓放置偏心位置机壳纵向膨胀方向机壳横向膨胀方向4.1.3.机壳安装前应进行检查。外观检查无裂纹、夹渣、焊瘤、汽孔、铸砂和损伤。各结合面、滑动承力面、法前兰、洼窝等加工面应光洁无锈蚀和污垢。防腐层应全部除净,缸体内无任何附着物。机玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案9壳的螺栓,螺母以及机壳内丝孔的螺纹都应光滑无毛剌,螺栓,螺母的配合不宜松旷或过紧。螺母拧紧后,螺栓应外露2~3螺距,罩形螺母紧到安装位置后罩顶内与螺栓顶部间隙不小于2mm。螺栓在安装时螺纹部分应涂上高温涂料。4.1.4.轴承的安装组合应符合下列条件:4.1.4.1.轴承安装轴承在安装前应进行清洗检查后符合下列的要求:巴氏合金应无夹渣,气孔凹坑裂纹或脱胎等缺陷油囊的形状和尺寸正确4.4.2.轴承各水平结合面应接触严密,在不拧紧螺栓时用0.02mm塞尺不应塞入,轴瓦与轴承座或瓦套必须接触严密。4.4.3.球面轴瓦与球面座的接合面接触面积应大于整个球面的75%。并分布均匀,特殊情况下,在接近水平接合面处用0.05mm塞尺塞入深度不应超过球面半径的10%。组合后的球面瓦和球面座的水平接合面不得错口。4.4.4.轴瓦垫块与洼窝接触严密,接触面积大于70%。4.4.5.轴承进油孔畅通,并应与轴承座的来油孔对正且严密接触。4.4.6.轴承各部应有钢印标记,以保证安装位置和方向的正确。4.4.7.轴承是带垫块支承在轴承箱洼窝中,其接触面积应大于70%.且应均匀分布。(垫块调整垫片,应平整无毛剌,卷边其数量不宜超过三层)。4.4.8.转子的就位与找正:当利用转子吊装专用工具将转子安放在轴瓦上后,首先应测取转子上主要零件的晃动度。每个零件以转子的中心线为轴在原来的位置移动10mm左右,做两三次检查。对于推力轴承侧的转子突出端应用千分表检查。圆周上千分表的指示差数说明零件的偏心或轴的弯曲。测得的偏差值应小于允许偏差值,其允许偏差值符合技术文件中的有关规定或符合下表中规定:玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案10检查部位要求(mm)叶轮缘端面0.15联轴器端面0.02推力盘端面0.014.4.9.风机的转子安装扬度如下图所示:风机的壳体扬度是风机前轴承扬度的一半。风机电动机2.联轴器的安装,风机的安装找正完后,以风机联轴器为准进行找正。径向位移、端面倾斜及两轴端间隙应符合图纸或技术文件的要求;如无规定径向位移0.04mm,端面倾斜0.02mm.横向安装水平偏差不应大于0.10/1000。找正时应采用三表进行找正。端面设置两表,圆风机δ1δ11/2电动机δ2=0δ3=0δ4δ41/2玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案11周设置一表。安装位置如图所示;端面设置二表,可消除因转子在找正时转动所产生的窜动所产生的轴向位移。可消除其误差提高联器的找正精度。使用百分表应安装牢,避免碰动。以保证测量的正确,联轴器盘动一周返回到期原来位置后。百分表的读数应能回到原来的数值。联轴找正百分表设置图:1---百分表;2---表支架12联轴器找正11玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案12风机、电动机联轴器找正两轴端面间隙a规定值(mm)实测值(mm)两轴心径向位移允许偏差(mm)实际偏差(mm)a1a2a3a4两轴端面倾斜允许偏差(mm)实际偏差(mm)b1b2b3b4a180°a3270°a40°b4b3b1联轴器安装a1a2b290°玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案133.轴承的研刮与间隙的调整:3.1.风机和电动机瓦的研刮是安装机组中的一项重要工序。风机轴瓦的研刮在下机壳安装就位。调整转子在轴瓦洼窝及前后汽封的洼窝中心位置后进行。电动机可根据情况,在电动机转子穿入前或后进行。对轴瓦的间隙应按设备厂家提供的技术文件要求进行选择。间隙过大会使风机产生振动。间隙过小不能行成完整的油模以致烧坏轴瓦。轴瓦的过盈量应符合图纸的要求。3.2.轴瓦的间隙可用压铅法和塞尺测量。顶间隙用保险丝测量,保险丝的直径不大于被测量间隙的1.5倍。对于两侧间隙用塞尺检查阻油边插入深度为15~20mm。瓦口以下匀为楔形间隙(因楔形间隙在设备的运行中产生油楔形成较好的油模)。3.3.用着色法检查轴瓦的巴氏合金与轴颈接触时,角接触中心角应≥60°,沿下瓦全长的接触面不应小于75%并应分布均匀。推力瓦与推力盘的接触,每块推力瓦块接触面积除去油楔所余面积的75%以上。还应按推力瓦块的进油方向,进行检查修刮每块推力瓦的楔形油楔。3.4.风机轴在轴瓦研刮时,转子的吊装应使用自制的吊装工具。在吊装风机叶轮转子时用水平尺放在叶轴上用调整螺栓进行,调整使转子水平度接近于水平时。在轴瓦研刮的修刮中能自由的起吊或下落不会损坏轴瓦。3.5.吊装工具如下图所示:转子吊装工具:1.Φ20钢丝绳60m2.手拉葫芦10吨2个2吨2个3.25吨卸扣4个10吨卸扣4个4.花蓝螺栓2个玉溪100万吨t/a钢铁厂烧结工程风机安装施工方案1422311.转子吊装工具2.绳具3.调整螺栓4.吸风口的安装与间隙测量:在安装吸风口前,应将吸风口清洗吹干净后方可将吸风口装入上下机壳内。吸风口装入后检查其与机壳的膨胀间隙,此间隙大小符合随机技术文件的要求。5.风机经找正符合要求后,应松开轴承座与机座之间及机壳与汽支座连接螺栓检查接合面之间的配合间隙检查的局间隙是否不大于0.05mm,检查其水平导向键及垂直导向键的间隙是否符合要求如达不到要求应进一步的调整,或进行研刮
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 王子野心
王子野心
本文标题:风机安装施工方案
链接地址:https://www.777doc.com/doc-3372555 .html