您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 第4节 物料加工技术装备
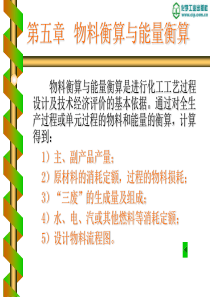
第三节物料加工技术装备罐藏食品的原料多种多样,形态各异,每种原料不一定全部可以食用或者产品不是整只原料。生产时需将原料肉和皮、籽和汁液或水产品的肉、皮、骨分离,把不能食用的部份去掉或综合利用。有些物料需切成片状、丝状、块状或条状,便于下道工序继续加工处理。大部分原料要经过处理、预煮、油炸以达到原料脱水、抑制或杀灭微生物、调制食品的目的。一、蘑菇定向切片机1.用途蘑菇定向切片机如图所示,用于大号蘑菇定向切片,切成厚薄均匀的片状菇,定向切片机是片状蘑菇罐头生产的重要技术装备。蘑菇定向切片机1-支架2-边片出口3-正片出口4-护罩5-挡梳轴座6-下压板7-铰链8-滑料板9-上压板10-铰链11-进料斗12-料斗架13-偏心14-水管15-电机16-垫辊2.工作过程蘑菇经提升机或人工倒入进料斗后,由于振动装置振动和冷水喷淋,使蘑菇盖朝下,菇柄向上,有规则地在倾斜的定向滑料槽板上排列成行并滑行至刀片上。与刀片配套的工作件为垫辊,垫辊和刀片由齿轮带动,转动方向相反,蘑菇进入刀片和垫辊之间时即被切成规则的片状蘑菇。刀片至出料口之间有与刀片数相同的出料孔,蘑菇的边片被切割后下落至出料口2卸出,蘑菇中间部分的片状菇经刀片之间的一出料口排出。出料口内有自上而下的流水,使切片后的蘑菇顺利地从两个出料口排出。3.结构参数切片机的振动装置是由电动机驱动一个偏心轮组成的,偏心量为1.5~2mm,振动频率每分钟数百次。定向滑料槽板有若干道滑料槽,滑料槽呈两边高中间低的弧形状,料槽深10mm。刀片3装在刀轴上,共有50把,分成10组,每组5把,每把刀的直径为200mm,刀片间的距离可在3~5mm之间调节,刀片组由刀片间套隔开,距离为20mm。标准的蘑菇定向切片机为OT6D14A型,其生产能力达l000kg/h。适用菇盖直径在26~30mm之间。刀片直径155mm,厚度lmm,电动机功率1.1kW,转速1400rpm,外形尺寸(长×宽×高)2400×850×1450mm.三、菠萝切片机1.用途及结构菠萝切片机如图所示用于机对已去皮、通心(或未通心)、切端的菠萝果筒或其他类似的柔软物料进行切片。具有切片外形规则、厚薄均匀、切割面光滑、机器结构简单、调整方便、易于清洗和生产率高的特点。结构包括进料输送带、刀头箱、控制及传动系统等。进料输送带用普通的橡胶带,其传动系统如图所示。电动机1通过蜗轮减速器2和链传动3驱动输送带5。带的线速度比刀头箱中送料螺旋推动菠萝果筒的速度快10%左右,保证直线连续送料和使果筒与送料螺旋之间保持一定的正向推力,使果筒顺利地从输送带过渡到送料螺旋中去。若切片厚度需改变时,输送带的速度也应改变,可通过调换链轮来达到。输送带传动系统1-电动机2-蜗轮减速器3、4-链传动5-输送带2.工作原理刀头箱结构如图一所示,主要由进料套筒、导向套筒、左右送料螺旋、切刀、出料套筒及传动系统等组成。一、刀头箱结构图二、刀头箱传动示意图果筒从进料输送带送至导向套筒后,由送料螺旋紧夹住并往前推送。送料螺旋的螺距与切片厚度相同,导向套筒的内径等于菠萝果筒的外径,切片时可给予侧面支承。送料螺旋每旋转一周,果筒就前进一个螺距,这个螺距可略大于片厚,高速旋转的刀片旋转一周便切下一圆片菠萝。切好的菠萝圆片整齐连续地由出料套筒排出。刀头箱的传动系统示意图如图二所示,电动机通过皮带传动装置直接驱动一对过桥齿轮,把动力传至送料螺旋轴,带动螺旋旋转,而切刀和螺旋同步旋转,保证切刀在果筒上的切割线与果筒上螺旋“印痕”重合。四、果蔬切丁切条机1.CUJ型切碎机2.日本ECA型切菜机(一)复合切割机1.用途主要用于瓜果、蔬菜(如哈密瓜、菠萝、萝卜、马铃薯等)切成方块和条状。2.结构及要作原理复合切割机的主要部件包括回转料斗、定刀、横切刀和圆盘刀排等。其外形如图右所示,工作原理如图左所示。1.用途该机适用于将瓜果(如苹果、黄瓜等)、块根类蔬菜(切成片状)。2.结构及要作过程切片机主要由圆锥形机壳、回转叶轮和安装在机壳四周内壁的刀片组成,其外形如图左所示,工作原理如图右所示。原料经圆锥形喂料斗进入机内。叶轮以262rpm的转速带动物料回转。物料受到的离心力可以达到其自身重量的7倍以上,离心力使物料紧压在切碎机的内壁表面上,并受到安装在叶轮上的叶片的挤压,使物料沿圆锥形机壳的内壁表面移动。内壁表面的定刀就将其切成厚度均匀的薄片,调整刀片的间隙,即可获得所需要的切片厚度。被切物料的直径小于l00mm。定刀厚度一般为0.5~3mm。更换不同形状的定刀片,即可切出平片、波纹片、V形丝和椭圆形丝。彩色图为立式切片机外形图。(二)离心式切片机(三)其它切片(碎)机五.鱼类解体技术装备鱼在加工成食品之前,除了必须进行分级和洗涤去鳞等处理,还必须进行解体,有时在冻结贮藏之前亦要进行解体,主要有去头、切鳍、去尾、剖腹、去内脏、切段块、切鱼片等。(一)鱼类解体机的类型由于鱼的非同类性和不一致性,再加上制品品种繁多,所以鱼类解体机类型很多,其分类方法也很多,按其用途可分为单机和联合机。单机是进行单一工序加工,其结构简单,通用性好,大部分机器可对不同种类和不同尺寸的鱼体进行加工,这类机器如切鱼头机、切段块机。联合机是用以进行多个工序加工,其结构较复杂,通用性差,大多只能适用于某一种鱼的加工,少数能适应若干种鱼的加工,联合机的自动化程度高,生产效率高。(二)鱼类解体技术装备主要工作机构和装置鱼类解体技术装备与分级机、洗涤去鳞技术装备相比较结构复杂,工作机构类型多,为便于掌握,现将各种解体机上常用的工作机构和装置归纳在一起,逐一介绍和分析、切鱼头装置。1.切鱼头方式设计和选用切鱼头装置,首先应正确选择切割位置和形式,以提高出肉率和生产效率,常见的切割位置和形式有以下五种。2.刀具形式切割方式须通过各种刀具形式来实现,每一种切割位置和形式可通过不同的刀具形式实现,常见的刀具形式有下述几种。a.单园盘刀直切和斜切单园盘刀直切是最简单的刀具形式,其特点是采用单园盘刀进行切割,园盘刀刀轴位于鱼体上方,刀的旋转面与鱼体的输送方向平行,而与鱼的头尾轴垂直(图所示)。工作时,鱼体侧卧于作直线移动的鱼夹上。鱼夹的移动方向(或园盘刀的旋转方向)应使刀具所产生的切割力将鱼压向鱼夹的支承面上,以保证切头过程的顺利进行。夹具通常由两块组成,一块是支承头部的鱼头夹,另一块是支承躯干部和尾部的鱼体夹,鱼头夹和鱼体夹分别安装于输送链上。单园盘刀斜切与直切形式的不同在于园盘刀的旋转面与鱼的头尾轴成一定的倾斜角度。有些鱼类解体机其去内脏的方法是借助于鱼的食管而将内脏带出,这就要求切割鱼头时不能将食管切断,采用两对上下装置的园盘刀进行切割鱼头可以较好解决这一问题。第一对园盘刀的刀盘安装在同一垂直面上(图左所示),两园形刀刃不重叠也不相互接触,二者相距约6~17毫米。切割时,圆盘刀只将鱼体的绝大部分肌肉和表皮切断,而留下食管、脊椎骨、小部分肌肉和表皮未被切断。b.上下园盘刀直切第二对圆盘刀是一种具有若干个均布有缺口的圆盘刀,圆盘刀刀盘面不在同一垂直面上(图中),其刀刃重叠,但不相互接触,其重叠量为2~3毫米左右,两刀刃面之间的间距约为0.6~1毫米,重叠度和间距大小应根据鱼的种类和大小调节适当。采用这样安装形式的刀具就能进一步将第一对圆盘刀切割后所留下的部分切断,而保留下韧性较好的食管,以便在去内脏工序中借助于食管将内脏从腹腔内带出来。c.铡刀式直切项式工作原理与上下圆盘刀相似。刀具由上下铡刀片组成,每片铡刀由两个刀刃构成,前一个是斜刀刃,其前段是直线刀刃,后段是带有缺口的刀刃,后一个是直刀刃(图示)。两铡刀片的刀刃处于同一垂直面上,在两刀片相对着运动到最近位置时,其刀刃相互不接触也不重叠。但是上铡刀片上用螺钉固装着一把付刀,当两主刀片相对着运动到最近点时。两刀刀刃与下刀片的直刀刃重叠而不相互接触,二者之间有一定间距。这样刀具形式能够达到留下食管而不切断的目的。d.异形刀双斜切异形刀的形状是空间曲面(图示),曲面由三个园锥面和一个圆环面组成。用于上下双斜切鱼头,其截面形状与所切鱼头的切割线形状相似,切割部分由两个刀尖和四个斜刀刃构成。最大圆锥面和最小园锥面上各有一个斜刀刃,圆环面和中间圆锥面交接处有一个V形双斜刀刃,两个斜刀刃分别形成两个刀尖。这种形式的刀刃可减少切割阻力,并防止切割过程中鱼体移位,减少切割位置的偏差。3.切割装置如图左所示,由机架,鱼体托板、鱼头托板、导向板和异形刀构成。工作过程当鱼由输送链输送鱼体至托板和鱼头托板上时,不断回转的托板,将鱼体托起直至与异形刀的刀尖接触时,刀尖首先戳入鱼体。减少切割过程中鱼体位移,托板继续回转,异形刀以斜刀刃对鱼体进行切割,鱼头被切断后,鱼体顺着导向板滑出机外。上下圆盘刀双斜切是由两把倾斜安装的圆盘刀组成(图右所示)。用于左右双斜切,鱼侧卧于鱼夹上,鱼夹在输送链作用下前移,当鱼通过倾斜安装的时,鱼头即被切除。为提高出肉率和切口质量,鱼体大小应基本一致,操作前按鱼的级别调整机器工作机构的相对位置,但这种方法要增设分级工序和技术装备技术装备。为简化生产工序,有的解体机采用自动定位机构来代替分级工序及其技术装备技术装备,这种机构能够根据鱼的大小,在一定范围内自动测量调整切割位置。4.鱼自动定位机构⑴工作原理根据同一种鱼的鱼头大小不同,其鱼体厚度亦不同这一特征。通过测量杆及两个四杆机构来调整定位板位置,再利用不断回转的圆刷将鱼推向定位板进行定位,因为定位板的位置是依鱼体厚度不同而变化,所以,能够依鱼体厚度不同,变更它与切割刀具之间的相对位置,达到鱼体大小不同其切割位置不同的目的。机构工作之前,应根据所加工鱼的大小范围预先调整配重,使测量杆的测量头的起始位置与鱼夹支承面的高度小于最小鱼的厚度,才能对最小的鱼的位置起调整作用。⑵工作过程当不断运行的输送链将鱼夹上的鱼送到测量杆下方时,鱼将测量头抬起,通过两套四杆机构,使连杆带着定位板向后移动,并依鱼体大小停留在一定位置上,由于等长摆杆的铰接点在连杆上的距离等于两摆杆固定支座间的距离,所以连杆作平行移动,使定位板在各个位置上保持正确位置,不至于歪斜,保证定位的准确性。应该指出,装有定位板的连杆其工作范围是在它的最低位置左侧(对于图来说)的任意位置上,在此范围内工作,才能使定位板适应鱼愈大,中心愈高的要求,提高定位准确性。对于种类的不同鱼和制品,去内脏的方式不同。对于鱼内脏较少的中小型鱼类,一般采用不剖腹去内脏。不剖腹去内脏有技术装备方法去内脏和非技术装备法去内脏。采用不剖鱼腹形式去内脏,其腹腔不易清除干净,常用于不含腹壁的制品加工,如调味鱼片等。大型鱼类,则采用剖腹去内脏。所谓剖腹去内脏就是在切鱼头以后,需要剖开鱼腹腔才进行去内脏工序,剖鱼腹去内脏通常采用技术装备方法进行,如采用刮具、转轮、尼龙刷、橡皮轮等工具清除内脏。剖鱼腹去内脏常用于加工含有腹壁的整鱼制品。生产中常见鱼类去内脏的方法和装置有下述几种。5.去鱼内脏装置①齿辊去内脏装置借助于食管将内脏从腹腔拉出,常与相应的切割刀具形式相配合,如与上下圆盘刀直切和铡刀式直切等形式配合,这两种切割刀具形式在切割鱼头后仍留下食管未切断,为去内脏装置创造前提条件。同铡刀式切割相配合的齿辊式去内脏装置如图所示。装置由两个锥形齿辊组成,两齿辊转向相反。工作时,铡刀式切头装置将鱼的头部切断而留下食管,食管随着鱼头的掉落从腹腔内被提出一段,不断移动的鱼体带着这段食管进入锥形齿辊之间,食管被齿辊轧住并往外拉取,进而将与之连接的内脏从腹腔拉出。②真空吸取法真空吸取法的简图如图所示。利用真空吸头将内脏从腹腔吸出,内脏沿着管道被送到自动卸料的真空桶内。然后,用水管冲洗腹腔,将残留在腹腔内的内脏清除干净,这种方法适用于内脏少的小型鱼类。6.切鱼片装置切鱼片是将去头、去内脏、刮开腹腔的鱼体加工成无骨鱼片的切割工序,切鱼片的方法和装置依鱼的种类和大小有三种切割装置:⑴两刀切鱼片装置装置①组成由输送带、V形导向板、弹性指状压杆、背导板、切片圆盘刀组成②输送夹紧鱼体由输送带承担,输送时保持鱼体正确位置和夹紧鱼体。输送带的截面是梯形,防
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 gameb
gameb
本文标题:第4节 物料加工技术装备
链接地址:https://www.777doc.com/doc-3379510 .html