您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 常用塑料注塑工艺参数
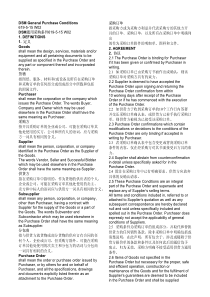
第三节常用塑料注塑工艺参数一、热塑性塑料注塑特性1、塑料材料的聚集态(1)结晶型塑料(2)无定型塑料2、热稳定性(1)热敏性塑料(2)非热敏性塑料3、表观粘度的温度敏感性(1)表观粘度对温度敏感的塑料(2)表观粘度对温度不敏感的塑料4、吸湿性与高温水解敏感性二、PS塑料注塑工艺特性与工艺参数的设定1、PS为无定型塑料,熔融温度范围较宽,热稳定性较好;2、热变形温度为70~100℃,粘流温度为150~204℃,300℃以上出现分解;3、PS熔体的粘度对温度的敏感性和对剪切速率的敏感性都适中,流动性好,易成型;4、PS树脂的吸水率很低,一般为0.01~0.03%,成型前可不干燥,[必要时,可在70~80℃的循环热风中干燥2~3h]。5、注塑时的料筒温度控制在180~215℃范围内,喷嘴温度比料筒最高温度低10~20℃。6、注射压力一般控制在60~150MPa。大浇口、形状简单及厚壁制品,注射压力可选低些,约60~80MPa。7、易形成内应力并引起开裂,残余应力问题较为突出。为减小内应力,加工时往往需要较高的料温、模温,以使熔体缓慢冷却,取向的分子得到松弛。也可选择流动性高的品级,或添加流动性助剂;8、典型牌号加工参数(奇美公司PG-33)透明塑料的应力检验PG-33加工参数三、HIPS塑料注塑工艺特性与工艺参数的设定1、HIPS为苯乙烯单体与聚丁二烯橡胶的接枝共聚共混物,故其基本加工特性与PS相似,但由于不饱和橡胶的存在,高温稳定性不及PS,而对内应力的敏感性比PS小得多。2、橡胶胶粒影响熔体的流动性,与PS相比熔体流动性稍差,因此,加工时的注射压力要比PS高。3、HIPS中可以掺入PS使用。随着PS掺入量的增加,熔体流动性变好,制品的刚性、表面光洁度提高,但脆性也加大。4、典型HIPS--奇美公司的POLYREX®,如PH-88(高冲击级)的主要加工参数四、ABS塑料注塑工艺特性与工艺参数的设定1、其结构中有极性基团,所以易吸湿。加工前通常要进行干燥,以消除制品上因水份而产生的银纹及气泡等缺陷。干燥条件为:在80~90℃的循环热风干燥器中干燥2~4h。2、熔体粘度适中,熔体的粘度对成型温度和注射压力都比较敏感。提高料筒温度和注射压力,熔体粘度都能明显下降,流动性增加,有利充模。3、一般成型成型加工温度在190~230℃。高温热稳定性不及聚苯乙烯,熔体温度一般不要超过250℃。4、注射压力的选取与制品的壁厚、设备的类型及树脂的品级等有关。对薄壁长流程、小浇口的制品或耐热级、阻燃级树脂,要选取较高的注射压力,为100~140MPa;对厚壁、大浇口的制品,注射压力可低些,为70~100MPa。5、在生产中,除充模有困难时采用较高的注射速率外,一般情况下宜采用中、低的注射速率。6、典型牌号LG化学公司,ABS121H,ABSTR-558,ABSHF380加工参数HT-121加工参数HF-380加工参数TR-558加工参数五、聚丙烯(PP)塑料注塑工艺特性与工艺参数的设定1、PP为非极性的结晶塑料,吸水率很低,约为0.03~0.04%,注塑时一般不需进行干燥(必要时,可在80~100℃下干燥1~2h即可);2、PP的熔点为165~170℃,最大结晶速率温度为120~130℃;成型温度范围较宽,为205~315℃。料筒温度控制在210~280℃,喷嘴温度可比料筒最高温度低10~30℃。当制品壁厚大或树脂的MFR高时,料筒温度可降低至200~230℃。3、PP高温加工中虽不存在水解问题,但过高的温度或过长的受热时间,会引起分子链断裂而使分子量明显降低,性能变劣。4、由于其结晶性,成型收缩率比较大。对注射成型制品,在箱孔、加强筋、附近及壁厚较大的部位,容易产生缩孔、凹痕。5、成型过程中模内冷却不充分引起的结晶不足,易造成后结晶,引起后收缩变形。6、冷却不均匀易造成结晶差异及不均匀的收缩,并且不均匀的密度变化(体积变化)和不均匀的温度变化还会诱发热残余应力。7、加入成核剂后,可大大加快结晶速度,降低温度对球晶大小的影响,减小厚壁制品由于冷却不均匀造成的结构不均匀性。由于结晶度增加,且结晶均匀,减轻了后结晶作用及成型制品的后收缩变形。六、聚乙烯(PE)塑料注塑工艺特性与工艺参数的设定1、吸湿性小(0.01%),成型前可不干燥;必要时,可在70~80℃下,干燥1~2h。2、熔点:HDPE,约为130~137℃;LDPE,约108℃~115℃;分解温度在300℃以上。LDPE的料筒温度可控制在140~180℃,HDPE则控制在180~220℃。3、熔体流动性好,粘度低,粘度的剪切敏感性强(尤其是LDPE),加工时可采用较低的注射压力,一般为60~80MPa;4、PE的注射速率选择中速或慢速,而不宜采用高速注射,因为在高速注射过程中,PE存在熔体破裂倾向。5、加工时的模温的选择与PE的密度有关,通常,LDPE的模温为35~60℃,HDPE为50~80℃。6、成型收缩率较大(1.5~3.5%),在制品壁厚不均匀处,加强筋处易产生瘪痕,不均匀的冷却极易造成翘曲变形。七、RPVC注塑工艺特性与工艺参数的设定1、RPVC是典型的热敏性塑料。经过稳定化的RPVC即使在不太高的温度下如180℃,如果时间很长(如40min以上)仍会导致RPVC严重分解。所以要严格控制成型温度和物料在料筒中的停留时间。RPVC的成型温度范围在160~200℃之间。通常为160~190℃,最高不超过200℃;料筒温度分布通常采用阶梯式设置;喷嘴温度应比料筒末端温度低10~20℃。2、对要求不高的制品,成型前原料可不干燥;但原料中水分含量较高时也要进行干燥。干燥方法通常是在热风循环烘箱中,在90~100℃的温度下干燥1~2.5h。3、RPVC的流动性通常较差,注塑时通常采用较高的注射压力和较低的注射速率。注射压力在90MPa以上,保压压力大多在60~80MPa;注射速率太高还会产生较多的摩擦热而使塑料烧焦、产生变色等问题。因此,成型RPVC时,可采用中等或较低的注射速率。4、模具温度一般在40℃以下,最高不超过60℃;5、螺杆转速一般为20~50r/min;螺杆转速过快会导致温升过大,导致物料分解。6、RPVC注塑中的注意问题:选用螺杆式注塑机,不能选用柱塞注塑机;要做好设备的防腐工作;所有与PVC塑料接触的部分,不充许对塑化熔体产生任何粘附或滞留;设备的温度控制系统应指标准确,反应灵敏;螺杆长径比可小些,螺杆头部呈尖头;螺杆的压缩比为2~2.5,螺杆的三段长度可分别设置为40%、40%和20%;选用孔径的通用喷嘴,并配有加热控温装置;掌握好清洗料筒的技术;注意温升程序,并在料筒升温过程中,应密切注意温升情况。料筒内的物料是否过热,可通过主流道料的表面是否有棕色条纹来判断。如果主流道的料有棕色条纹,则说明料筒内的塑料已过热,应立即采取措施,对料筒进行清洗,切不可继续操作;停机时,应先将料筒内的料全部排完,并用PS或PE等塑料及时清洗料筒,或加入专用的PVC停车料将料筒原来的RPVC基本过清方可停机。停机后立即在模具的型腔与流道表面等处涂油防锈。八、POM注塑工艺特性与工艺参数的设定1、POM也是典型的热敏性塑料,240℃下会严重分解。在210℃下,停留时间不能超过20min;即使在190℃下,停留时间最好也不能超过1h。因此注塑时,在保证物料流动性的前提下,应尽量选用较低的成型温度和较短的受热时间。2、POM具有明显的熔点,均聚POM为175℃、共聚POM为165℃。成型时,料筒温度的分布:前段190~200℃,中段180~190℃,后段150~180℃,喷嘴温度为170~180℃。对于薄壁制品,料筒温度可适当提高些,但不能超过210℃。3、POM吸湿性小,加工前树脂可不干燥。必要时,可在90~100℃下,干燥2~4h。4、POM的熔体粘度对剪切速率敏感。因此,要提高熔体流动性,不能单用提高温度,也要从提高注射速率和注射压力着手。大浇口、厚壁短流程、小面积的制品,注射压力为40~80MPa;一般制品为100MPa左右。小浇口、薄壁长流程、大面积的制品,注射压力较高,为120~140MPa。5、模具温度通常控制在80~100℃,对薄壁长流程及形状复杂的制品,模温可提高至120℃。6、高结晶度使成型收缩率较高(2~2.8%),壁厚部位易产生凹痕、缩瘪等缺陷。POM注塑中的注意事项:操作时严格控制成型工艺条件;严格控制POM的成型温度和物料在料筒内的停留时间;严格开车与停车操作;加工POM时,若料筒内存有加工温度超过POM的物料,要先用PE作为清洗料将料筒清洗干净,待温度降至POM的加工温度时,再用PE清洗一次料筒,方可投料进行成型操作;在成型过程中,如发现有严重的刺鼻甲醛味、制品上有黄棕色条纹时,表明物料已发生降解,此时应立即用对空注射的方法,将料筒内的物料排空,并用PE清洗料筒,待正常后再行加工;某些物料或添加剂(如PVC、含卤阻燃剂等),对POM有促进降解作用,必须严格分离,不允许相互混杂。注意控制模具温度与喷嘴温度,避免温度控制不当造成的物料凝固、防止产生熔接痕。聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃;2、热稳定性较好,并随分子量的增大而提高。但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。高温下水分对PC特别有害。在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。干燥效果的快速检验法,是在注塑机上采用“对空注射”。3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。4、由于粘度高,注射压力较高,一般控制在80~120MPa。对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。保压压力为80~100MPa。5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定1、常用品种及其熔点:品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610熔点:尼龙n系列:尼龙-6215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46295℃;尼龙-66255~265℃;尼龙-610215~223℃;尼龙-1010200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。2、熔点高,熔化范围窄(约10℃)。考虑到PA熔点高、热稳定性较差,故加工温度不宜太高,一般高于熔点30℃左右即可。3、吸湿性大,且酰胺基易于高温水解,引起分子量严重降低;(须严格干燥至含水量低于0.05%,尤其是回料使用时更应严格干燥,必要时可添加“增粘剂”。)4、熔体粘度低,表观粘度对温度敏感,由于熔体的冷却速率快,要防止塑料堵塞喷孔、流道、浇口等。为阻止熔体逆流,螺杆头应装有止逆环;另外,为防止喷嘴处熔体的“流涎”现象,应选用自锁式喷嘴。5、注射PA时不需高的注射压力,一般选取范围为70~100MPa,通常不超过120MPa。注射速率宜略快些,这样可防止因冷却速率快而造成波纹及充模不足等问题。6、模具温度一般控制在40~90℃。模具温度对制品的性能影响较大。7、酰胺基在高温下对氧敏感,容易发生氧
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 我是死人v
我是死人v
本文标题:常用塑料注塑工艺参数
链接地址:https://www.777doc.com/doc-3388208 .html