您好,欢迎访问三七文档
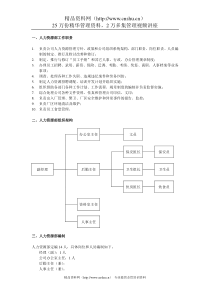
2020/1/30第三节砂型(芯)铸造砂型铸造的工艺过程零件图铸造工艺图铸型型芯芯盒芯砂型砂模型熔化合箱落砂、清理检验铸件浇注冷却凝固2020/1/30砂箱刮砂板底板砂舂通气针起模针皮老虎镘刀镘勺提勾浇口棒2020/1/30一.手工造型按模样特征分整模造型分模造型活块造型刮板造型假箱造型挖砂造型2020/1/30一.手工造型按砂箱特征分两箱造型三箱造型脱箱造型地坑造型2020/1/30一、手工造型1、整模造型特点是:模样是整体的,铸型的型腔一般只在下箱。整模造型因操作简便,无砂箱错位现象,适用于外形轮廓上有一个平面可作分型面的简单铸件,如齿轮坯、轴承、皮带、轮罩等。下图为整模造型过程。2020/1/30图2-11整模造型轴承零件模样带浇口的铸件a)模样置于砂箱中填砂造下型b)用平头砂舂锤平用刮板刮去余砂c)翻转下型,修光平面,撒分型砂d)放浇口棒,造上型扎通气孔e)开箱,起模f)挖外浇口开内浇口修型,合箱,待浇注2020/1/302、分模造型特点是:铸件的最大截面不在端部而在中部,因而木模沿最大截面分成两半。操作较简便,适用于形状较复杂的铸件,特别是广泛用于有孔或带有型芯的铸件,如套筒、水管、阀体、箱体、曲轴、立柱等。后图为水管铸件的分模造型过程。2020/1/30分模造型轴套零件模样带浇口的铸件a)造下砂型b)翻转下砂型后,造上砂型,放浇口棒及出气口棒c)开箱,起模,开浇口d)下型芯,合箱2020/1/303、挖砂造型当铸件最大截面在中部,模样又不便分成两半(如分模后模样太薄或分面是曲面)时,只能将模样做成整模,造型时挖掉防碍起模的砂子。(a)(b)(c)(d)2020/1/30挖砂造型操作麻烦,生产率低,要求操作技术水平高,仅适用于单件小批量生产。对于分型面为阶梯面或曲面的铸件,当生产数量较多时,可用成形底板代替平面底板,并将模样放置在成形底板上造型,可省去挖砂操作。成形底板可根据生产数量的不同,分别用金属、木材制作;如果件数不多,可用粘土较多的型砂春紧制成砂质成形底板,称为假箱,如下图所示。2020/1/304⑷活块造型将模样上妨碍起模的部分,如凸台、肋、耳等,做成活动的,称为活块。活块用销式燕尾与模样的主体连接,在起模时须先取出模样主体,然后取出活块。见下图2020/1/30活块造型模样主体活块a)造下箱b)造上箱c)起出模样主体d)起活块e)合箱2020/1/305、刮板造型用与铸件截面相适应的刮板代替实体模样造型的方法。刮板造型,可以降低模样成本,缩短生产准备时间,但要求操作技能高,铸件尺寸精度低,生产率低,故只适用于中小批生产尺寸较大的回转体铸件,如皮带轮、齿轮等。2020/1/30图2-17刮板造型带轮刮板刮板木桩下砂型上砂型a)刮制下型b)刮制上型c)合箱2020/1/30图示件属大尺寸、回转体,可采用刮板-地坑造型。此一幅:刮板-地坑造型图2020/1/30二、机器造型用机器代替手工进行造型(芯),称机器造型(芯).造型过程包括:填砂、紧实、起模、下芯、合箱以及铸型、砂箱的运输等工艺环节。大部分造型机主要是实现型砂的紧实和起模工序的机械化,至于合箱、铸型和砂箱的运输则由辅助机械来完成。不同的紧砂方法和起模方式的组合,组成了不同的造型机。2020/1/30按不同的紧砂方法和起模方式的组合,组成了不同的造型机。造型机的种类很多,按紧砂方法不同可分:震压式造型机;微震压式造型机;高压式造型机;射压式造型机;气冲式造型机。2020/1/30多通过震击和压实紧实型砂,绝大部分都是边震边压。震击压实都采用气动,为高频率低振幅的微振形式,铸型硬度均匀.为减轻振动,设有缓冲机构,缓冲机构有气垫式和弹簧式两种。所有机器都带有起模结构,起模比较平稳。这种造型机的特点是:机构简单、操作方便、投资较小,适用于各种材质小件的造型。1.震压式造型机这类造型机主要由震击机构、压实机构、起模机构和控制系统组成。2020/1/302020/1/302.微震压实造型机:它采用震击(频率150~500次/分,震幅25~80mm)-压实-微震(频率700~1000次/分,振幅5~10mm)来紧实造型。这种造型机噪音较小,型砂紧实度均匀,生产率高,适用于较复杂的中小铸件的成批大量生产。2020/1/302020/1/303.高压造型机:近年来发展起来的,它的最大特点是:采用压实压强大于0.7MPa的压实加微震紧实的造型方法。所以,加砂均匀,并有一定的预紧实作用。再加上压实作用,铸型强度高且均匀。(a)原始位置(b)压实位置1-压实活塞2-砂箱3-余砂框4-高压触头5-多触头箱体多触头高压造型原理图54321多触头高压造型由许多可单独动作的触头组成,可分为主动伸缩的主动式触头和浮动式触头。使用较多是弹簧复位浮动式多触头。2020/1/30多触头高压造型机的优点:砂型紧实度高而均匀,铸件尺寸精度高,表面粗糙度低。缺点:仍有噪声,设备结构复杂,价格贵,对工艺设备及设备维修、保养要求高。应用:仅用于大批量、精度要求高、较复杂的中、小型铸件的生产。2020/1/304.射压式造型机有两种机型,一种是垂直分型无箱造型机,另一种是水平分型脱箱造型机。优点:铸件尺寸精度很高;噪声低;垂直分型、不用砂箱,可节省运输设备和占地面积;生产效率高,易于实现自动化。因此,在中、小铸件的大量生产中已获广泛应用。缺点:机器结构比较复杂,下芯较困难。2020/1/302020/1/302.机器造型的工艺特点(1)用模板造型;(2)只适用两箱造型;(3)不适宜用挖砂和活块造型.2020/1/30三、机器造芯在成批大量生产中,一般型芯可用震击造芯机和普通射芯机等制造。由于树脂砂的应用,使得造芯机械化和自动化迅速发展到新阶段,出现了热芯盒、冷芯盒和壳芯机制芯等制芯方法。*型(芯)砂组成型砂及芯砂是制造铸型和型芯的造型材料,它主要由原砂、粘结剂、附加物和水混制而成。2020/1/30*水玻璃砂水玻璃砂是以水玻璃(硅酸钠Na2O·mSiO2的水溶液)为粘结剂配制成的化学硬化砂。它是除粘土砂外用得最广泛的一种型砂。水玻璃砂铸型或芯无需烘干、硬化速度快、生产周期短、易于机械化、劳动条件改善。*油砂和合脂砂油砂是以桐油、亚麻仁油等植物油为粘结剂配制成的型砂。2020/1/30合脂砂以合成脂肪酸残渣经煤油稀释而成的合脂作粘结剂。油砂或合脂砂制造结构复杂、要求高的型芯*树脂砂树脂砂是以树脂为粘结剂配制成的型砂。又分为热硬树脂砂、壳型树脂砂、覆模砂等。用树脂砂造型或制芯,铸件质量好、生产率高、节省能源和工时费用、工人劳动强度低、易于实现机械和自动化、适宜成批大量生产。2020/1/301.热芯盒射芯机制芯热芯盒制芯适用于呋喃树脂砂,采用射砂方式填砂和紧砂。优点:生产率高,型芯强度高、尺寸精确、表面光洁。缺点:加热硬化时有刺激性气体发出。2020/1/302.冷芯盒射芯机制芯冷芯盒制芯是指无须加热,砂芯在常温下在芯盒内硬化的方法。优点:在常温下硬化后取芯,砂芯尺寸精度很高,另外节约能源,生产率高。这种方法适用于精度要求高的复杂铸件砂芯,还可以用来组芯造芯造型,装配成精确的砂型,特别适用于铝合金复杂铸件的生产。缺点:硬化剂会发出有毒气体,需注意密封及通风。2020/1/303.壳芯机制芯壳芯机制芯主要用于酚醛树脂砂,采用吹砂方式填砂和紧实。优点:与热芯盒相比,壳芯强度更高;因其砂芯为中空,故树脂耗量小、通气性好;壳芯砂的流动性很好。这种方法常用于汽车缸体的缸筒,进、排气管和滤清器等复杂型芯上。缺点:酚醛树脂价格昂贵,固化时间长,生产率较热芯盒法低,制芯时也有臭味产生。2020/1/30常见铸件缺陷及特征2020/1/30第四节砂型铸件结构的工艺性为了能高效率、低成本地生产出合格铸件,不仅要采用优质合金、先进的铸造工艺及设备,而且应使铸件的结构符合铸造工艺的要求,易于铸出,即要注意铸件结构的工艺性。2020/1/30一、铸造工艺对铸件结构的要求2020/1/302020/1/302020/1/302020/1/30二、合金铸造性能对铸件结构的要求2020/1/302020/1/302020/1/302020/1/30第五节砂型铸造工艺方案的确定•砂型铸造方法方案的确定步骤是:-对零件结构进行铸造工艺性分析-选择造型、造芯方法-确定铸件的浇注位置及分型面-确定各种铸造工艺参数-画出铸造工艺图2020/1/30铸造工艺图—在零件图上用各种工艺符号及参数表示出铸造工艺方案的图形。其中有:浇注位置、铸型分型面、芯(非“蕊”也)子的数量、形状、尺寸及固定方法、加工余量、浇注系统、起模斜度、冒口和冷铁的尺寸和布置等。铸造工艺图是指导模样设计、生产准备、铸型铸造和铸件检验的基本工艺文件。且由它绘制模样图和合箱图。2020/1/30浇注位置指浇注时铸型分型面所处的空间位置。一、浇注位置的确定2020/1/302020/1/30二、分型面的选择分型面是指铸型组元间的结合面,其主要作用是分开铸型,便于起模下芯。分型面位置合理与否直接影响铸件的尺寸精度、生产效率及成本。2020/1/302020/1/302020/1/302020/1/302020/1/30三、铸造工艺参数的选择1、机械加工余量和最小铸孔(1)机械加工余量铸件上预留的切削余量为保证铸件加工面的表面特征与尺寸精度要求,在设计铸造工艺时预先增加而在机加工时要切去的金属层厚度,称为铸件要求的机械加工余量。2020/1/3054(2).最小铸孔灰铁件,单件生产30~50mm,成批生产15~20mm,大量生产12~15mm不铸出。但不要求加工的孔、槽,无论大小均应铸出.2020/1/302、起模斜度为了在造型和造芯时便于从铸型中起模或从芯盒中取芯,在模型或芯盒的起模方向上应具有一定的斜度.起模斜度一般用角度或宽度a表示。摸样矮时取大值,高时取小值。金属模的起模斜度值比木模可小些。对于要加工的侧面应加上加工余量后再给定起模斜度。非加工的装配面上留斜度时最好用减小厚度法,以免因尺寸加大而使安装困难。2020/1/303、收缩率铸造收缩率模样尺寸比铸件放大的一个该合金的收缩量。如:灰铁为0.7~1%。铸钢为1.3~2%4、铸造圆角在设计和制造模型时,在相交壁的交角要做成圆弧过渡,目的是为了防止铸件交角处产生缩孔及由于应力集中而产生裂纹,以及防止在交角处产生粘砂等缺陷。%100件件模LLLK2020/1/30四、型芯设计型芯设计的内容主要包括型芯的数量及形状、型芯头结构、下芯顺序等,其中也要考虑型芯的加强(芯骨)和通气等问题。型芯头是型芯的重要组成部分,起定位和支撑型芯、排除型芯气体的作用。2020/1/30五、浇、冒口系统1.浇注系统1)浇注系统的组成及作用2)浇注系统的常见类型2020/1/302020/1/30六、铸造工艺图的绘制-分析铸件的质量要求和结构特点-选择造型方法-选择浇注位置和分型面-确定工艺参数-设计型芯-设计浇、冒口系统-绘制铸造工艺图2020/1/302020/1/30Ⅲ2020/1/302020/1/30第六节常用合金铸件生产铸铁是含碳量大于2.11%并含有较多硅、锰、硫、磷等元素的多元铁基合金。铸铁具有许多优良的性能及生产简便、成本低廉等优点,因而是应用最广泛的材料之一。2020/1/30例如,机床床身、内燃机的汽缸体、缸套、活塞环及轴瓦、曲轴等都可用铸铁制造.2020/1/304.蠕墨铸铁:其石墨呈蠕虫状。如图d。abcd根据铸铁中石墨形态的不同,灰口铸铁又可分为:1.普通灰铸铁:简称灰铸铁,其石墨呈片状。如图a.2.可锻铸铁:其石墨呈团絮状。如图b。3.球墨铸铁:其石墨呈球状。如图c。2020/1/30铸铁的分类与牌号表示方法2020/1/302020/1/30灰铸铁应用2020/1/302020/1/30可锻铸铁应用2020/1/30球墨铸铁应用2020/1/30蠕墨铸铁应用2020/1/30铸铁熔炼*冲天炉的构造冲天炉的大小是以每小时能熔炼出铁液的重量来表示,常用的为1.5~10t/h.*冲天炉炉料及作用金属料包
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 q137458048kai
q137458048kai
本文标题:第三节砂型铸造
链接地址:https://www.777doc.com/doc-3398514 .html