您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 酒店餐饮 > 20万吨啤酒厂设计说明书
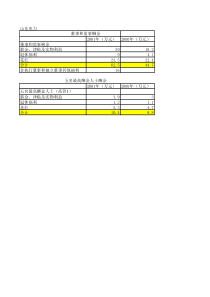
长江师范学院生命科学与技术学院学院发酵工厂设计概论课程设计说明书项目名称:年产20万吨啤酒生产项目设计参加人:王斐(200809021116)班级组别:08.02设计时间:2010.10.27成绩:说明书目录第一章总论第一节设计依据和范围第二节设计原则第三节建设规模和产品方案第四节项目进度建议第五节主要原辅料供应情况第六节厂址概述第七节公用工程和辅助工程第二章总平面布置及运输第一节总平面布置第二节工厂运输第三章劳动定员第四章车间工艺第一节工艺流程及相关工艺参数第二节物料衡算第三节车间设备选型配套明细表第五章项目经济分析第一节产品成本与售价第二节经济效益第三节投资回收期第一章总论绪论啤酒是以麦芽为主要原料,添加酒花,经酵母发酵酿制而成的,是一种含二氧化碳、起泡、低酒精度的饮料酒。由于其含醇量低,清凉爽口,深受世界各国的喜爱,成为世界性的饮料酒。啤酒的原料是大麦。大麦是世界上种植最早的谷物之一,几乎世界上所有地区都可种植,它的产量在谷物排名上,在小麦、玉米、稻谷之下,居第四位,而且大麦不是人类主要的粮食,习惯上作饲料。酿酒后的麦糟中,蛋白质含量得到相对富集,更适宜于做饲料,于是,用大麦制啤酒得到发展。中国近代啤酒是从欧洲传入的,据考证在1900年俄罗斯技师在哈尔滨建立了第一家啤酒作坊。第一家现代化啤酒厂是1903年在青岛由德国酿造师建立的英德啤酒厂。1915年在北京由中国人出资建立了双合盛啤酒厂。从1905年到1949年的40多年中,中国只有在青岛、北京、哈尔滨、上海、烟台、广州等地建立了不到10年工厂,年产啤酒近一万吨,从1949年到1993年,我们用43年的时间,发展成为世界啤酒第二生产大国,这样的发展速度举世瞩目。我国啤酒工业的未来主要有以下几方面的变化:产量的发展;规模的扩大;技术经济指标还有差距,要不断的提高;原料的发展;啤酒品种向多样化发展;高浓度酿造技术;非热消毒的纯生啤酒酿造;人才的培养等。随着世界的发展,啤酒的生产技术逐步成为重点。当今,纯生啤酒的生产技术,膜过滤技术,微生物检测和控制技术,糖浆辅料的使用逐步发展起来。相信不久的将来,中国的啤酒业将以崭新的面貌跻身于世界啤酒先进领域。第一节设计依据和范围本设计依据“生物工程工厂设计概论”和其他相关资料设计范围如下:1.啤酒生产工艺流程的选择、设计及论证。2.全厂物料衡算,水、汽、冷衡算。3.糖化工段设备及重点设备的选型及设计。4.发酵工段设备选型及技术论证。5.附属设备的选型。设计绘图内容:1.总平面设计图1张2.设备工艺流程图一张3.生产车间设备布置图一张第二节设计原则本设计在确定工艺流程和选择设备时,在工艺上力求其合理性和先进性,在设备上尽量采用先进的生产设备,做到技术上先进,生产过程机械化、自动化,减轻繁重的体力劳动,提高劳动生产率。尽量采用已成熟的生产技术和设备,使建厂后即能顺利投产,并能达到设计能力。经济上合理,因地制宜,管理方便,合理降低能耗,保护环境。生产出能满足人们口味的优质啤酒,达到投资少,见效快的效果。第三节建设规模和产品方案1.建设规模工厂根据重庆及周边地区已存在的品牌啤酒和城市的消费能力及群体的消费嗜好。把年产量定为20万吨淡啤是合理的。2.产品方案产品品种:10度淡色啤酒产品产量:年产二十万吨产品产期:11,12月为生产淡季。其它月份为旺季。淡季每天糖化8次,旺季每天糖化16次。3.工艺选择保证产品符合国家标准;尽量采用成熟的,先进的技术和设备;选择生产方法主要依据原料来源,种类和性质。第四节项目进度建议第五节主要原辅料供应情况酿造啤酒的主要原料是大麦,水,酵母,酒花及辅料。大麦是啤酒生产的重要原料,先将起制成麦芽,再用于酿酒。它不仅淀粉含量高而且还为糖化时提供了各种丰富的酶系和含氮物质,这为后发酵过程提供了良好的物质基础。水是啤酒含量最多的成分,在酿造的过程中,水中的各种离子的作用是不可低估的,在一定程度上影响酵母的生产和啤酒的质量。酒花对啤酒的质量非常重要,它不仅赋予啤酒特殊的苦味,同时也影响啤酒的苦味与香气。对啤酒发酵而言酵母的作用是至关重要的,它直接影响着啤酒的口味和特点。使用辅料是为了提供廉价的浸出物或糖类,这样会减少麦芽的使用量,降低啤酒生产的成本。。主要的辅料有大米、玉米、小麦、大麦、糖和淀粉糖浆。第六节厂址概述厂址选择的正确与否,不仅关系到建厂过程中能否以最省的投资费用按质、按量、按期完成工厂设计中所提出的各项指标,而且对投产后的长期生产、技术管理和发展远景都有着很大的影响,并同国家地区的工业布局和城市规划有着密切的关系。经过对多个地点方位及其所处的自然环境状况,进行勘测调查、对比分析,厂址选在重庆市涪陵李渡镇马鞍村。重庆市涪陵李渡镇马鞍村,位于长江畔上,有丰富的水源,为其提供了优质的水源,旁边更有铁路和高速公路,交通运输不成问题。大量的粮食作物的耕种,又为其提供了方便的原料来源。重庆是全国有名的三大火炉之一,加之重庆人都有喝夜啤的习惯,啤酒销路很广,建一个年产二万吨啤酒厂有着得天独厚的优越性。第七节公用工程和辅助工程一.给排水工程给水工程一般包括下列三部分:取水----水源选择,取水泵房设备选择与布置设计。水处理----根据水质处理的质量要求,涉及水处理工艺流程,选择设备和主要构筑物,并合理布置。输配水----包括调节构筑物,泵房,室外管网。二.排水工程:包括水管网,污水处理和利用两部分。第六节公用工程和辅助工程给排水工程设计依据1、工厂年生产啤酒20万吨,以生产每吨啤酒消耗7吨水量计算,工厂每年消耗水量140万吨。给排水工程都必须至少大于处理140万吨水的能力。2、啤酒生产用水必须达到饮用水标准。发酵所用水要经过灭菌处理为无菌水。排水符合国家污水排放标准:GB3838—1988地面水环境标准;GB8703—1988地面水环境标准。3、工厂生产区和其他区域建筑卫生设施达到卫生防疫标准同时防火等级为工业建筑一级。给水工程1.给水范围与质量标准(1)生产用水质量标准A、工艺用水:达到饮用水标准,硬度较低,偏酸性,微生物含量少。B、冷去用水:水温15℃,硬度低。水中无有机物和其他固体杂质。C、洗涤用水:达到饮用水标准,微生物含量少。D、消防用水:河水。(2)生活用水及质量标准达到饮用水标准(3)、消防用水:河水。2.给水量的确定(1)生产用水的确定根据啤酒工厂设计工艺生产啤酒每吨用水量至少为7吨。(2)生活用水标准A、车间职工:糖化车间,糊化车间:每人每班饮用水量为35L,其他车间为25L。B、淋浴用水:每人每次用水为40L.C、盥洗用水:每人5L。(3)消防用水量消防用水流量40L/s。3.生产用水水压进车间水压为:0.25MPa。4.水源采用深层地下水和自来水。5.给水处理生活用水处理:澄清、过滤、消毒;糖化锅用水:澄清、过滤、软化、灭菌;糊化锅用水:澄清、过滤、软化、灭菌;发酵罐用水:澄清、过滤、灭菌。6.配水工程二级水泵房,水泵流量:40L/s。7.排水工程各生产车间排出的生产污水,冷却废水,卫生间污水和生活区污水由排水管网汇集于污水处理站,处理达到排放标准后排放。雨水由厂区明暗沟排出。三供电工程供电工程符合国家一级负荷要求。采用区域供电和厂区独立供电系统,区域供电电压35kv。四、供热工程根据物料衡算:糖化一次总耗热量Q总Q总=Q1+Q2+Q3+Q4+Q5+Q6=547823290KJq=273911645KJ/h选取:WNS0.3-0.4(0.7)-YQWNS型长城牌燃油燃气蒸汽、热水锅炉4台。五、供冷工程200000t/a啤酒厂发酵车间的耗冷量衡算得:总耗冷Q=49644085.6kJ/h选取离心式制冷机:115~1600USRt,404KW~5626KW第二章总平面布置及运输第一节总平面布置本设计贯彻了国家的各项方针,政策,在符合防火,卫生规范的前提下,尽可能节约用地,不占,少占农田;减少劳动强度,节约建筑材料等。1.平面紧凑:按照设计任务书和选择厂址报告进行设计,按不同的规模和类别结合周围环境,布置紧凑,节约用地。2.布置合理:建筑物、构筑物的布置符合工艺流程要求,生产线略短,避免交错;叉和往返运输,合理组织人流物流;动力设施接近负荷中心,缩短管线,减少损耗;根据生产性质不同,动力供应,货运周转,卫生防火等分区布置;车间与食品卫生有影响的综合车间,废品仓库、煤堆、大量烟尘或有害气体排出车间间隔一定的距离,主车间应设在锅炉房的风位;并把有大量烟尘排出的车间布置在厂区边缘及常年主导风向的下侧;第二节工厂运输1.厂内运输任务通过各种运输机械工具,完成场内仓库与车间,堆物与车间,车间与车间之间的货物分流。2.道路布置的形式本设计采用道路不兜环,各有分散终点的终端式布置。这种道路布置的特点是在终点端设置回车厂,以便车辆掉头。3.道路规格路面采用沙石沥青浇注铺设,采用明沟排水,保持环境卫生。道路纵横贯通,其宽度以主干道,次干道,人行道和消防车道而异。主干道宽6~9米,其他主干道为4~6米宽。第三章劳动定员本场面向全国招收员工,周边优先,有工作经验的优先,大概招收800~1000人。第四章车间工艺第一节工艺流程及相关工艺参数1.工艺流程酒花↘酵母↘原料粉碎糖化过滤煮沸冷却发酵滤酒验瓶杀菌贴标喷码装箱入库2.工艺参数原料配比:麦芽:大米=75:25原料利用率:98.5%麦芽水分:6%;大米水分:13%无水麦芽浸出率75%;无水大米浸出率:92%啤酒损失率(对热麦汁):冷却损失:7.5%;发酵损失:1.6%;过滤损失:1.5%:装瓶损失:2%;总损失:12.6%第二节物料衡算100kg混合原料可生产10°淡色成品啤酒624.22L,故可得以下结果:(1)生产100L10°淡色啤酒需耗混合原料量为:(100/624.22)×100=16.02(kg)(2)麦芽耗用量为:16.02×70%=11.21(kg)(3)大米耗用量为:16.02-11.21=4.81(kg)(4)酒花耗用量:对浅色啤酒,热麦汁中加入的酒花量为0.2%,故为:(100/624.22)×735.8×0.2%=0.24(kg)(5)热麦汁量为:(16.02/100)×705.93=113.09(L)(6)冷麦汁量为:(16.02/100)×656.52=105.18(L)(7)湿糖化糟量设热电厂出的湿麦芽糟水分含量为80%,则湿麦芽糟量为:[(1-0.06)(100-78)/(100-80)]×11.21=11.59(kg)而湿大米糟量为:[(1-0.12)(100-90)/(100-80)]×4.81=2.12(kg)故湿糖化糟量为:11.59+2.12=13.71(kg)(8)酒花糟量设麦汁煮沸过程干酒花浸出率为40%,且酒花糟水分含量为80%,则酒花糟量为:[(100-40)/(100-80)]×0.24=0.72(kg)表2啤酒厂酿造车间物料衡算表物料名称单位对100kg混合原料100L10°度淡色啤酒糖化一次定额量100000t/a啤酒生产混合原料Kg10016.028794.46430166×107大麦Kg7011.216153.93120216×107大米Kg304.812640.5360.950×107酒花Kg1.500.24131.75240744×105热麦汁L705.93113.0962082.78422.35×107冷麦汁L656.52105.1857738.88920.786×107湿糖化糟Kg72.3511.596362.5382.29×107湿酒花糟Kg4.500.72395.25714.23×105发酵液L643.39103.0756582.12620.37×107过滤酒L636.95102.0456016.68920.166×107成品啤酒L624.22100.0054896.79419.762×107备注:10度淡色啤酒的密度为1012kg/m3第三节车间设备选型配套明细1.斗式提升机2台,大米1台、麦芽1台。每次投料量G大米=887㎏2.自衡振动筛大米筛选处理能力300㎏/h麦芽筛选处理能力850㎏/h3
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 真是好烦
真是好烦
本文标题:20万吨啤酒厂设计说明书
链接地址:https://www.777doc.com/doc-344079 .html