您好,欢迎访问三七文档
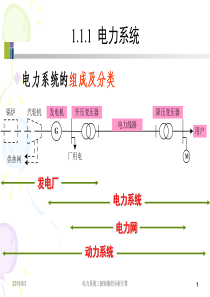
清洗段功能描述清洗段介绍1号张紧辊1号喷洗段1号刷机2号喷洗段2号刷机电解清洗段3号刷机漂洗段烘干机2号张紧辊转向辊1喷洗段在喷洗段,热的碱液以一定的压力喷射到带钢上。热碱液能够去除带钢表面的油脂,润滑油和脂肪物。其它的杂质和散落的碎片通过高压喷洗机械的冲洗掉。这些冲洗掉的杂质在磁性过滤链系统中被过滤掉。碱液是由脱盐水,NaOH和脱脂剂在循环槽中按比例混合而成。当需要的时候,还可以添加一些消泡剂。循环泵通过一个蒸汽式热交换器将清洗液输送到喷头处或者再次将清洗液输送回循环槽中。从在线槽,清洗液流回到循环槽中:一个可行的流向就是引导到磁性链式过滤器那里。过滤后的清洗液将流回到循环槽中。所有这些回流都是靠重力完成的。废弃的清洗液将排放到污水坑。一个流量计将用来监控排放到污水坑的废液量。在清洗液循环泵中,转向阀是用来选择方向的阀门。在加热模式下,清洗液将通过热交换器再次循环回到循环槽中。一旦达到工作温度,程序开始模式开始工作,清洗液将输送到在线槽体中的喷头处。所有独立的泵的手阀都由接近开关监控其打开状态。如果运行泵的打开状态丢失,这个泵将被停止运行。打开和关闭任何一个手阀是由操作工来决定的。泵的压力管路通过流量计来监控其最小流量。当没有流量和低流量的时候将自动关闭正在运行的泵。清洗液的浓度由一个在线电导率仪连续测量。偶尔,操作工也要放出一部分清洗液来进行实验分析,来确定清洗液或者脱脂剂是否失效。定期的,废弃的清洗液将排放到污水坑。计量泵将被测量并记录来监控其性能。优先补充是漂洗段的漂洗液。否则,将使用脱盐水。热交换器安装在循环泵的压力管路上。清洗段在一定的温度下能够获得较好的脱脂效果。刷机循环系统刷洗泵将循环漂洗液(脱脂液稀释后的温的液体)从循环槽21-CT01(22-CT01)输送到刷机的喷头上。回流是靠重力,要么经过1#链式磁性过滤器要么直接回流到循环槽。路径选择是靠邻近开关所监控的手阀控制的。喷洗-漂洗液的温度和化学成分都已经在喷洗段中描述过了。喷洗段和刷洗循环系统共用一个循环槽。液位控制是用来控制泵运行和泵的保护的。在泵的入水口处的手阀是由接近开关控制的,用来监控其打开状态。如果一个正在工作的泵的“打开状态”信号消失了,那么那个泵将自动停止工作。打开和关闭手动阀是由操作工决定的。泵的压力管路通过流量计来监控其最小流量。当没有流量或流量很小时,将自动停止正在运行的泵。磁性链式过滤系统从刷机中流出来的漂洗液,里面包含了从带钢上喷洗下来的所有剩余的油脂和脏物。这样的液体在回到循环槽之前,将被输送到一个磁性链式过滤系统,用来过滤和除去淤泥。操作工通过打开或关闭手阀,来选择过滤路径和不过滤路径。手阀由接近开关控制。脱脂剂制备系统在82-CT01制备罐中装的是苛性钠。被装好的罐由叉车运走。脱脂剂容易结晶,因此脱脂剂在罐中要加热然后被输送到循环中,如果脱脂剂没有需求的话还可以循环回罐中。如果有需求,脱脂剂将作为添加剂,被输送到需要额外消耗的地方。可能消耗脱脂剂的循环罐有21-CT01,22-CT01和28-CT01。在存储罐中的液位由液位计来监控,当需要输送新的脱脂剂的时候,液位仪将自动向操作台HMI发出报警。温度的控制基本上要避免脱脂剂结晶。泵的压力管路通过流量计来监控其最小流量。低流量警报将自动停止正在运行的泵。脱脂剂的制备过程容易产生过多的泡沫,这些泡沫将会被手动或自动控制的消泡剂来消除。消泡剂存储在本地的由液位开关控制的一个大存储罐中。带钢干燥机带钢的干燥是将湿带钢通过空气干燥器的吹干来实现的。1号风机从周围的大气中吸入气体,气体穿过可手动调整的叶片,然后把它吹入干燥机的循环空气中。2号风机将湿空气送到排放系统。带温度控制的热水热交换器,用来加热空气和保持热空气所需要的温度以达到最佳的带钢干燥效果。废气排放系统在工艺段产生的废气,根据环境保护要求及防止污染的规程,经过去雾器的过滤可以安全的排放到大气中。所有的污染物质都被过滤掉并且留在去雾器中。干净的空气被排放到大气中,液雾中的所有的污染介质被送到污水坑中。1#喷洗段转向辊和沉没辊齿轮电机所驱动的转向辊是用来引导带钢穿过垂直的喷洗槽。转向辊是与线上速度同步的。a)本地控制面板的本地模式本地-远程选择开关必须本地控制。每一个辊在本地控制面板上都可以独立控制,非互锁的,点动正转或反转。操作工必须始终看到所点动的辊子。b)自动模式所有互锁启动,本地-远程选择开关在远程模式。挤干辊-传动挤干辊安装在第1个转向辊上面。辊子由齿轮电机驱动与线速同步。1号转向辊就像一个底辊。挤干辊是用来将带钢表面清洗液挤掉。挤干辊也最大限度的减少了在线槽体中液体的损失。a)本地控制面板的本地模式本地-远程选择开关必须在本地。每一个辊在本地控制面板上都可以独立控制,点动正转或反转。当选择了成组点动时,在所选点动组后的所有辊子也一起点动。b)自动模式所有互锁启动,本地-远程选择开关在远程模式。-顶辊始终保持在生产线运行模式。-所有辊子传动都打开并与带钢速度保持同步。-操作时需要一个平滑的速度-转矩曲线。-辊子的驱动是在不影响带钢的速度的情况下传递带钢穿过清洗段。-在线运行模式下,所有辊子都按着带钢运行方向旋转。挤干辊-调整挤干辊的上辊是由气压缸独立操作的。上辊有三个位置:投入—松开—缩回。上辊必须压下才能启动生产线。一旦生产线运行起来,挤干辊在松开和缩回状态时不能将生产线停下,但是会警告操作者。a)本地控制面板的本地模式本地-远程选择开关必须本地控制。每一个辊在本地控制面板上都可以独立控制投入或缩回,它们是非互锁的。操作工必须始终看到所点动的辊子。b)自动模式所有互锁启动,本地-远程选择开关在远程模式。当焊缝经过的时候,挤干辊将处于松开状态(焊缝检测/跟踪)。当生产线停止时,有一个时间延迟(Δt≌0~30S),顶辊打开。在一个长时间延迟后(Δt≌0~30min),顶辊会自动打开。注意:1号挤干辊只有在生产线后退时使用。液位监控-工艺槽槽体的最低液位由一个液位极限开关所控制。如果是低液位(<min),生产线将停止。启动生产线时的液位要>min。1#喷洗段的循环系统循环泵循环泵输送清洗液,通过一个气体热交换器,到达喷头或者再次将清洗液输送回循环槽中。从在线槽体,清洗液流回循环槽中。回流是靠重力。泵的压力管路将使用低流量和低压力监控。低压警报将自动停止运行的泵。a)本地模式本地-远程选择开关必须在本地模式。泵在本地控制是独立的,非互锁的,点动。本地控制面板上的测试按钮可以实现点动模式。b)自动模式所有的互锁都启动,本地-远程选择开关在远程模式。泵由工艺(PLC)自动控制进行ON/OFF切换。备注:一个泵总是在备用。如果正在运行的泵出现了故障,那么备用泵将自动开启使用。出现故障的泵即使在故障解决了也不会重新自动运行。流量和压力的监控泵的压力管路将使用流量开关和压力开关监控其最小流量。最小流量(<L)并且低压的时候将自动停止正在运行的泵并且向操作工报警。液位控制-循环槽液位控制是保持在槽体中运行所需要的液位高度。槽体中的液位是实时测量的、控制和在HMI上显示的。低低液位信号将自动打开脱盐水阀,向槽体中添加脱盐水。低液位信号将自动打开相关阀门从25-CT01添加漂洗液和从22-CT01排放出来。液位控制还用于泵的运行控制和泵的保护。温度控制目的是为了保持清洗液的温度在最佳清洗带钢的温度范围内。热交换器安装在循环泵的压力管路上。当实际温度值上升到高于设定值X度时,将会有高温警报。过热警报将会自动关闭热水控制阀。当实际温度值下降到低于设定值Z度时,将会有低温警报。a)手动模式阀门在操作台HMI手动控制。所有的互锁都启用。b)自动模式阀门由工艺自动化(PLC)控制。实际温度将跟随设定温度。所有的互锁都启用。电导率控制目的是为了保持清洗液的浓度在带钢最佳清洗的选择范围内。电导率测试仪安装在循环泵压力管路的旁路上。在一段已知的时间内打开脱脂剂阀门,低信号将自动添加预先定量的脱脂剂。操作工将定期对清洗液进行实验分析来更新参数。排放阀失去功效的清洗液将被输送到污水坑中。a)手动模式阀门由操作台HMI手动控制开-关。所有的互锁都启用。b)自动模式阀门由工艺自动化(PLC)自动控制开-关。所有的互锁都启用。加热-喷洗切换回路转换阀是用于清洗液循环泵选择路径的阀门。在加热的模式下,清洗液将仅仅在热交换器中反复循环并且流回循环槽中。一旦达到运行所需要的温度,工艺-启动模式会启动,将清洗液输送到在线槽中的喷头。a)手动模式由操作台HMI手动控制阀门的开-关。所有的互锁都开启。b)自动模式由工艺自动化(PLC)自动控制阀门的开-关。所有互锁都开启。-从加热回路到喷洗回路的切换。首先,打开喷洗阀门*05YVL并且确保打开。其次,关闭加热回路阀门*04YVL。NB:两个阀门在很短时间内保持同时开启状态。-从喷洗回路到加热回路的切换。首先,打开加热回路阀门*04YVL并且确保打开。其次,关闭喷洗阀门*05YVL。备注:绝对不可以让一个运行的泵的两个阀门都关闭。两个阀门可以保持短时间的同时开启状态。喷洗回路阀门失效关闭(通电使其打开)。加热回路阀门失效打开(通电使其关闭)。加热回路阀门默认是打开的。退化清洗剂的流量控制在循环槽中的清洗液经过一段时间会失效。排放到污水坑的废弃的清洗液的量由流量计测量。流量测量是由“排放阀-开启”信号所触发的。排放阀保持开启状态,直到实际测量的流量等于设定值。实际的流量将被记录和显示在HMI上。流量计将被重置,准备好下次循环。流量控制功能图温度控制功能图电导率控制功能图1#刷机与刷机工作槽一体的刷辊组,是用来机械的清洗带钢表面的。刷辊组由一个刷辊和一个对辊组成,对辊在带钢的另一侧。这四个刷辊组是这样分配的,第一个刷辊在带钢的下面,第二个刷辊在带钢的上面,第三个刷辊在带钢的下面,第四个刷辊在带钢的上面。刷辊由气动控制,由气动抱闸。通过齿轮电机,抱闸可以控制刷洗的效果。刷辊刷辊机械的从带钢上清除污渍。刷辊的转速是恒速(1000rpm)。刷辊的转动方向与带钢的运行的方向相反。在刷辊通过气动快速压下接触带钢之前,刷辊的速度要达到1000rpm。当生产线在停止状态时,刷辊通过快速提升打开。刷辊大约还要旋转30秒,这样在刷毛上的湿液就可以甩干了(旋转时间可以由HMI的主操作工在10秒~90秒之间定义)。然后,传动电机关闭。刷辊与带钢的接触压力通过电机带动丝杠来调节。输入电流的值就表示接触压力的大小(刷辊压入深度)。为了达到带钢清洗的最佳效果,刷辊在带钢上的接触压力(“压入深度”)可以通过一个电机带动的丝杠提升机构来调节。输入的电流反映了刷辊与带钢的压力。接触压力越大刷辊传动的输入电流越高。达到最佳清洗效果的电流值的估算,需要在调试期间确定。由于刷辊的磨损,与带钢接触的压力不可避免的将会减少,同时,输入电流也会相应的减少。通过丝杠提升系统来调整刷辊,同时电流也是持续控制的。在调整和缩回阶段,丝杠提升系统不动(电流控制器关闭)因为调整和缩回由刷辊快速升降完成。在不同的操作条件(例如:线速度变换)下,电流输入不是一个固定的值。因此刷辊传动的电流输入不是固定的。测定的输入电流的大小由PLC取时间上的平均值。控制器将把这个平均数作为实际值来工作,否则控制器就不可能稳定刷辊。对辊对辊是确保带钢在刷洗机内一直在规定的轧制线上,并且当调整1,2,3,4刷辊的时候,总是有一个固定的点(防止损伤带钢)。对辊的轧制线调整是通过手轮驱动的心轴齿轮提升机构来实现的。对辊是在不任何影响带钢速度的情况下,传送带钢通过工艺段。在运行模式下,对辊传动打开并与带钢速度同步,与带钢运行的方向相同。运行时要求有一个平滑的速度转矩特征曲线。对辊的传动通常时打开的(即使刷辊缩回时),并与带钢速度同步。辊的直径可以在HMI上设定从280mm到300mm。挤干辊-传动挤干辊装置包括一个可调的顶辊和一个底辊。底辊和顶辊由齿轮电机传动并保持与线速度同步。挤干辊装置安装在刷洗段的后面。挤干辊是用来将带钢上剩余的清洗液挤出。挤干辊也将清洗液的损失降到最
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 chodenji
chodenji
本文标题:清洗段功能描述
链接地址:https://www.777doc.com/doc-3460852 .html