您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 塑钢门窗生产工艺操作规程
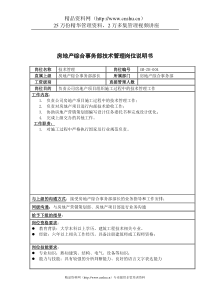
筑龙网塑料门窗工艺操作规程编制:主管:批准:实施日期:xxxxxxxxxxxx门窗厂(制造)筑龙网序号项目分类检验项目技术要求检测器具及方法备注断面尺寸、配合尺寸允差GB8814规定附表1关键型材质量破坏性试验检测专用设备附表1~42“三性能”检测C3级送法定部门检测根据工程需要长度允差≤1500±0.5>1500±1.0(mm)钢卷尺测量3项目型材切割角度允差±15′万能角度尺关键工序增强型钢壁厚≥1.2mm卡尺测量增强型钢防锈处理目测观察工艺要求4增强型钢安装:固定点≥3个/根,螺钉间距≤300mm距型材端头≤100mm钢直尺、目测观察工艺要求5五金配件安装位置正确,数量齐全牢固,安装螺钉不准有滑扣现象,应与增强型钢牢固连接。螺丝刀、手试、目测工艺要求平开窗:平铰链0~80;滑撑30~806扇的启闭力(N)推拉窗0~100拉力计检测工艺要求7相邻构件同一平面高低差≤0.4.5*(mm)深度尺测量(焊接)关键工序+2.5mm平开门窗b-0mm+1.5mm8框扇搭接宽度(b≥8)允差推拉门窗b-2.5mm塞尺测量工艺要求9密封条安装牢固、接口严密不脱槽目测观察工艺要求10主要项目压条安装牢固均刀、转角处间隙≤1mm同一边1根塞尺目测工艺要求≤900±1.5;≤1500±2.011外形高宽差(mm)≤2000±2.5;>2000±3.0钢卷尺测量工艺要求12对角线尺寸允差d=d1-d2≤2.5(mm)φ20园柱、钢卷尺GB1200313框扇相邻构件装配间隙≤0.45*(mm)+2.014平开窗框扇铰链部位配合间隙允差C-1.0塞尺测量工艺要求15一段项目产品外观质量型材无明显色差、无开焊断裂气泡等,划伤累计长度不大于1000(mm)擦伤累计面积不大于400(mm2)观察,钢卷尺测量、计算工艺要求说明:带“*”项目为企业控制提高项目。编制:审批:主管:批准日期:实施日期:xxxxxxxxxxxx门窗厂筑龙网塑料门窗(制造)工艺操作规程一、制造要求:1、凡门、窗组装除生产必备设备外,应必须备有主要检测设备,如(角强度试验仪,落锤冲击试验机、低温冷冻箱、电热鼓风箱)。2、凡进厂塑料异型材,应符合GB8814《门窗框用硬聚氯乙烯型材》的规定,并有供货单位检测报告和产品质量保证。批量型材进厂,必须进行抽检合格后(并作好抽验报告)才能入库使用。抽检不合格的产品不准投产使用。3、进厂塑料异型材,应堆放在环境干燥的室内,不得堆放在露天雨淋。4、门窗加工组装质量要求。塑料窗成品质量,应符合JG/T3018《PVC塑料窗》的规定。塑料门成品质量,应符合JG/T3017《PVC塑料门》的规定。5、型材框架和手推小车等专用工位器具,所有金属面,必须采用各种非金属材料进行包扎或衬垫,以不使型材、构件,成品表面擦伤。6、型材堆放应有专用框架,堆放高度≤1000毫米,或采用捆扎包装整齐堆放,不宜散放以免变形。7、为使构件表面清洁,不受各种污泥的沾染,除指定性的工作需戴手套外,其余工作一律不准戴手套。8、凡机床操作者,必须经过技术培训,考试合格后才能上机操作。9、构件加工过程中从下料开始,锯下构件必须整齐堆放在专用小车上转入下一道加工工序。xxxxxxxxxxxx门窗厂筑龙网构件划线(放样)1、按工程图样计算门、窗所需构件,型材规格,下料长度应放焊接余量6毫米。(两端焊接余量)。2、按工程图样及技术要求和工艺卡片的规定要求进行加工。所装的五金配件应根据五金配件图集或五金装配图上的规定,在构件上划出各种装配尺寸线,线条应清晰准确,(未注公差尺寸、外形、中心线和各种园孔中心距等),均不得超过误差±0.5毫米。划线应采用铅笔,笔芯粗细为0.5毫米,不得用其他代替。3、构件划线时,如在同一根构件上加工不同的孔径时,应分别用不同的符号表示,便于加工时认辨。构件上的各种符号表示方法,按表1的规定。表1园孔螺孔长方孔铣切断线符号埋头孔注:a、在一批工程中,在标明以上符号时,第一个符号的内容(孔径大小等)应标明。换一批工程则重新标明。以下可不标明。b、所使用的划线专用工具必须保证准确的精度。c、在每根构件(样杆)上应写明工程代号、门、窗号、数量、左右对称等。栏杆上代号、数量等和各种符号可用红筑龙网铅笔写。d、按每个工程构件(栏杆)划线完毕后,按工程、窗号规格整齐堆放在专用小车上。e、凡划线的构件(简称样杆)。f、如样杆上有特殊要求时,应负责为下道工序进行校底工作,并附有工艺卡片。编制:主管:批准日期:批准:实施日期:xxxxxxxxxxxx门窗厂筑龙网塑料门窗(下料)关键工序质量控制点根据产品的特性,企业设立了关键工序质量控制点2个(a)下料控制(b)焊接控制,具体质量要求如下:1、在做好设备操作规程的前提下,按技术部门的下料单各品种规格的构件下料,下料构件必须是检验合格的型材,不合格的型材不准使用。2、下料时应进行首件自检,经自检尺寸无误后方可批量下料,同时在下料过程中应做好中检和尾检,抽检率不低于5%昀低不少于3件,并且做好构件的堆放工作。3、下料长度(45°斜面按长角计算)允许偏差:(a)构件长度在≤1500mm,±0.5mm;(b)构件长度在>1500mm,±1.0mm。4、角度偏差±15′5、操作者在下料过程中应注意节约,下料后的产品构件应按每个工程的规格,数量进行整齐堆放。6、检测工具:钢卷尺、钢直尺、万能角度尺。编制:主管:批准日期:批准:实施日期:xxxxxxxxxxxx门窗厂筑龙网锯“V”型槽(V形切割机)工艺规程1、按样杆V型槽中心线对准V形锯片中心,构件端部装置定位板固定,按不同型材规格校准V形糟的深度尺寸。然后将样杆锯好V形槽,进行自检调整到其分格中心尺寸,允许偏差±1毫米内,校准定位板固定后不得松动。才能批量锯切。2、凡锯好V形槽检查分格中心尺寸或V形槽深度尺寸,如超差不合格者不得放入半成品中,应补办下料手续。编制:主管:批准日期:批准:实施日期:xxxxxxxxxxxx门窗厂筑龙网铣切工序工艺规程(仿型铣、水槽铣)1、应有工艺卡片。划样间按工艺卡片要求,划出样杆。2、按样杆上的标记符号,根据划线尺寸钻铣各加工部位,其加工偏差不得超过图纸公差或质量标准要求。在构件钻、铣加工过程中应做好首件检验和随机抽检工作,质检不合格者不得放入半成品中,应报检验员处理。3、凡有加工专用靠模板和配件装置孔的,尽可能采用钻模,并由技术人员指导下正确使用。4、钻沉头孔应根据螺钉规格选用钻头。5、铣切平面不得有明显高低不平现象,并应清除毛刺及铣屑。6、铣切各种槽孔应采用靠模板铣切。凡有配合要求的槽孔应注意R直径铣刀,和配合尺寸公差要求。7、构件在加工过程中应注意,构件45°尖角处不得碰撞及油污沾染和尘土物接触。8、构件可按工程分批进行加工,应确保组装配套要求。9、钻床、铣床加工设备要按保养条例要求定期加油保养。每日下班前需将机床及周围环境打扫干净。编制:主管:批准日期:批准:实施日期:xxxxxxxxxxxx门窗厂筑龙网、窗框、中梃、扇框等构件,按产品图样和标准规定要求范围内必须装配加强筋。a、增强型钢与型材内腔间隙为≤3.5mm。b、每根型钢的固定螺钉不得少于3个,间距不得大于300mm,距型材端头间距不得大于100mm,固定后增强型钢不得松动。装配的加强筋规格应按设计图样规定要求进行装配。凡装配的加强筋表面必须进行防腐处理(表面防锈处理,镀膜厚度12μm)其厚度1.2mm。2、加强筋两端切断处应无毛刺。装配时如发现紧配合,需要敲打时应填上木块,切勿用钢锤直接敲打。3、构件装配加强筋后,应进行一次检查和校直,确保构件组装成形后的平整度。编制:主管:批准日期:批准:实施日期:xxxxxxxxxxxx门窗厂筑龙网配件、衬板装配工艺规程1、构件上按装配图要求凡需装配件的,应必须装上衬板,无衬板的不得进行组装。2、构件上装衬板时,其衬板上的螺孔应和构件上的装配孔同心一致。其允偏差中心距±0.3毫米。3、凡装配的衬板表面必须经过镀锌防锈处理。4、如配件装配孔要求在门、窗组装时配钻的,但其所需的衬板必须在构件上装配好。螺钉固定后衬板不得松动。5、衬板装配后应按图样或按样杆上数量、左右对称等数量必须正确。如数量不符,应向车间管理人员提出。编制:主管:批准日期:批准:实施日期:xxxxxxxxxxxx门窗厂筑龙网门、窗(焊接)成形工艺规程关键质量控制点1、按设备操作顺序、工艺操作要求正确操作设备。2、焊接前应按产品型材规格,调整靠模板和角度位置。3、按图样要求其门、窗规格、开启形式、档数、所需构件上下、左右、配套数量和构件上的配件装配衬板,推拉门窗构件上的毛刷条等。必须按产品设计核对后,才能进行组装焊接。4、按工艺规定要求,各种构件应在下料后一般在24小时内焊完。由于,我们按批量生产,多道工序加工在实际工作中都超过24小时,因此,在焊按过程中必须进行检查构件的焊接面上如有污尘,应清除污尘后才能焊接。清除污尘可用刀片铲刮。5、焊机操作标准参考工艺参数,见表1的规定。表1焊接温度℃焊接压力bay压紧压力bay焊接时间S冷却时间S250452131注:在实际操作时应按型材截面大小可调整各项参数。6、操作者应对第一件焊接后进行自检,如第一件各部尺寸符合质量标准要求。才能进行焊接。应每焊接10件需进行一次自检,检测各部尺寸是筑龙网规定要求。7、操作者在焊接过程中必须严格按照设备操作规程,不得任意更改设备操作顺序,如遇设备发现故障应立即停止操作,并报机修人员检修。8、窗框、窗梃、窗扇焊接后,两构件焊接平面不得有明显的高低差,其同一平面高低差不得大于0.45毫米。9、窗框、窗梃、窗扇其组装后检验各部位尺寸,根据GB/T12003-89标准高和宽,≤200mm允许偏差±2.0mm,>200mm允许偏差±2.5mm。对角线≤200mm允许偏差≤2.5mm,>200mm允许偏差≤3.5mm10、凡组装成形的窗框、窗扇经自检不合格的半成品不得放入合格的半成品产品内,必须另行堆放并报检验人员处理。11、检测工具:钢卷尺、深度尺、φ20圆柱棒编制:主管:批准日期:批准:实施日期:xxxxxxxxxxxx门窗厂筑龙网缝清理(清角机)工艺规程1、窗框、扇框清角前应按不同型材规格调换后角的铣刀。并用非产品窗框角经调试合格后,可进行正式生产。2、产品清角时,其窗框与台面高度一致平稳,操作时应轻拿轻放,以防窗、扇框的表面擦伤。其清角槽应保持45°其槽深度不得大于0.2毫米。3、焊缝清角机应定操作者负责保养,每班工作完毕后应按设备管理条例要求进行保养。清除周围环境。4、窗框与窗梃V形焊接后,其双面焊缝应由V形手动清角机或V形角清理机清除焊缝,其焊缝除槽宽约3毫米,深度不得超过0.2毫米,45°槽长度应一致形成V形槽。5、V形清角应在专用工作台上进行,其台面分格式上面装有尼龙棒以免窗框表面擦伤。编制:主管:批准日期:批准:实施日期:xxxxxxxxxxxx门窗厂筑龙网门窗玻璃嵌条、密封条(毛刷条)装配工艺规程1、凡推拉门、窗框构件上的毛刷条,必须在构件时装配,装配时应注意型材的T型槽规格是否符合,如不符合不得装配。2、平开门、窗框组装成形后,清除内角、内平面焊渣物后。按图要求装配玻璃嵌条和开启边框上的密封条。3、嵌条、密封条装配时,应注意各种型材装密封条的T型槽规格尺寸是否符合,如不符合不得装配。4、玻璃嵌条的装配,在装配时可采用滚压轮用工具。嵌条装配后不得随意脱落,装
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![[选好壶泡好茶]](/doc-315724.png)

 木里诺斯诗意
木里诺斯诗意
本文标题:塑钢门窗生产工艺操作规程
链接地址:https://www.777doc.com/doc-3473392 .html