您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > UG编程加工学习资料.ppt
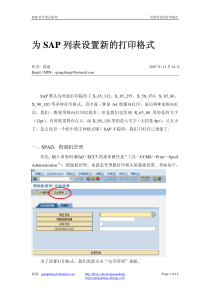
UG编程加工广东科龙模具有限公司目录编程基础–概述–CAM用户界面•菜单•工具条–加工流程–加工环境•CAM进程配置•CAM设置–操作导航器•4个“视图”•操作与参数组的关系•3种状态符号•MB3的使用–参数组•程序顺序组•加工刀具组•加工几何组•加工方法组–UG完全的刀具移动路径–操作类型•钻孔–钻中心孔–钻深孔•平面加工–面加工–平面加工•穴型加工–穴型加工–等高加工•固定轴加工–区域加工–清根–筋槽加工–几何类型•加工几何•毛坯几何•检查几何•修剪几何•切削区域–常用选项•转角控制•避让几何•进给速率•机床控制•刀具路径的显示孔加工–概述–操作步骤–循环类型•循环组的数量•循环参数–钻孔深度–步进量–几何体•孔的位置–钻孔位置的选择、增加、移去–刀具路径的优化–凸台的避让•钻孔的最高面•钻孔的底面面加工–概述–操作步骤–几何体•加工体•加工面•检查体•检查边界–切削方法•单向移动——ZIG•双向往复移动——ZIG_ZAG•刀具路径跟随最大的加工几何边界——FollowPeriphery•刀具路径跟随所有的加工几何边界——FollowPart•轮廓铣——Profile–切削步距•等距离•刀具直径的百分比•变步距–进刀/退刀方法•水平距离•垂直距离•进刀/退刀的方法–自动进刀/退刀–矢量方向进刀–刀具轴方向进刀•自动进刀/退刀方法的参数–区域切削–轮廓切削•横越移动方法–安全平面–前一个切削层平面–毛坯平面–分层加工–切削参数•与切削方法相对应的参数•切削精度•切削余量平面加工–概述–操作步骤–几何体•加工几何–边界选择方式–边界材料–边界平面高度–刀具位置–用户边界数据–用户边界成员数据•毛坯几何•检查几何•修剪几何•最大加工深度–切削方法•单向移动——ZIG•双向往复移动——ZIG_ZAG•刀具路径跟随最大的加工几何边界——FollowPeriphery•刀具路径跟随所有的加工几何边界——FollowPart•轮廓铣——Profile–切削步距•等距离•刀具直径的百分比•变步距–进刀/退刀方法•水平距离•垂直距离•进刀/退刀的方法–自动进刀/退刀–矢量方向进刀–刀具轴方向进刀•自动进刀/退刀方法的参数–区域切削–轮廓切削•横越移动方法–安全平面–前一个切削层平面–毛坯平面–分层加工方法•用户定义切削深度•仅加工底面和岛屿顶面–控制几何•预钻孔点•区域开始切削点–切削参数•与切削方法相对应的参数•切削精度•切削余量穴型加工–概述–操作步骤–几何体•加工几何•毛坯几何–毛坯几何的应用•检查几何–切削层•概述•深度切削范围的修改、增加–切削参数•容错加工•深度余量的设定等高精加工–概述–操作步骤–几何体•切削区域•修剪边界–陡峭参数•陡峭度•最小切削长度•缝合距离–切削参数•移去边缘跟踪路径•使用刀具夹头计算刀具路径固定轴轮廓加工–概述–基本原理–操作步骤–驱动方法•区域加工•边界驱动•螺旋驱动•曲面驱动•清根•径向切削驱动•线/点驱动–切削参数•精度公差•加工余量•分层加工•刀具干涉检查几何的处理方法•移去边缘跟踪路径–非切削参数•下刀方法•进刀方法•退刀方法•提刀方法•横越移动方法测评、后处理、实操–实例讲评–刀具路径后处理•如何后处理•程序单的制作•后处理器的结构•后处理器的建立–实操•机床面板的操作•工件的安装•加工坐标系的确定•NC程序的输送一、编程基础第一天•加工流程加工模块模型加工环境操作导航器Initialize参数组程序组刀具组加工几何组加工方法组创建操作产生刀具路径后处理刀具路径检查、模拟NC程序数控机床车间资料(程序单)——工件的装夹、加工坐标系的位置、执行顺序、刀具数据等UG/PostPostprocessVerifyToolpath工件名定模镶件工件安装:说明:工件坐标系如图所示编程人李先生上机时间2004/4/22am11:30下机时间2004/4/23pm16:20程序目录D:\NC\序号程序名(.NC)刀具参数是否换刀最大加工深度说明1AX-1Φ10(平)是Z=-15.0mm粗加工,已留余量0.7mm2AX-2Φ10(平)否Z=-15.0mm半加工,已留余量0.25mm3AX-3Φ8(R4)是Z=-15.0mm精加工4AX-4Φ5(R2.5)是Z=-15.0mm清根5AX-5Φ3(R1.5)是Z=-15.0mm清根6填单日期:2004/4/22NC程序单•加工环境Configuration确定Setup的类型。Configuration确定车间资料、后处理、CLS文件的输出格式。Configuration也确定所用库的文件,包括刀具、机床、切削方法、加工材料、刀具材料、进给率和转速等文件库。CAMSetup确定当选择Initial后何种操作类型可用,也确定生成的程序、刀具、几何、加工方法的类型,确定第一次进入CAM时什么将自动产生。•操作导航器•4个View•操作与参数组的关系操作导航器(OperationNavigator),简称ONT,是一个图形用户界面,用来管理当前Part文档的操作及刀具路径。•3种状态符号•MB3的用法•参数组与参数组、操作的关系•继承参数•查询与改变参数的“继承关系”•四个“视图”程序顺序“视图”刀具“视图”加工几何体“视图”加工方法“视图”选择不同的观察“视图”,操作导航器上的显示内容会作相应的变化•3种状态符号表示此操作已产生了刀具路径并且已经后处理(UG/PostPostProcess)或输出了CLS文档格式(OutputCLSF),此后再没有被编辑。表示此操作从未产生刀具路径或此操作虽有刀具路径但被编辑后没有作相应更新。在ONT中,使用MB3,Objects—UpdateList显示信息窗口,看一看,改变了什么而导致此状态。信息窗口提示“NeedtoGenerate”,表示需重新产生刀具路径以更新此状态。表示此操作的刀具路径从未被后处理或输出CLS文档。在ONT中,使用MB3,Objects—UpdateList显示信息窗口,看一看,改变了什么而导致此状态。信息窗口提示“NeedtoPost”,表示需重新后处理以更新此状态。——Complete——Regenerate——Repost•MB3的使用•参数组程序组刀具组加工几何组加工方法组•参数组的作用•为什么要建立参数组•如何建立参数组•UG标准的刀具移动操作类型适用范围适用工艺DrillDrilling深度较浅的孔孔的粗钻、精钻Peck_Drilling深孔Mill-PlanarFace_Milling底面为平面、侧壁为垂直面的模型平面的粗加工或精加工平面Planar_Mill粗加工、精加工Mill-ContourCavity-Mill任意形状的模型多用于粗加工,有时也用于“陡峭”模型的半精加工和精加工Zlevel_Profile_Steep与Z轴成较小夹角的“陡峭”模型半精加工、精加工Fixed-Contour任意形状的模型半精加工、精加工•操作类型•边界与几何体类型•Part•Blank•Check•Trim•CutAreaDrillFace_MillingPlanar_MillFixed_Contour&Zlevel_Profile_SteepCavity_Mill——加工几何边界。用来指定刀具所要加工的几何形状。•Part——毛坯边界。通常与Part边界一起共同定义刀具的切削量•Blank——检查边界。用来指定要保护的几何形状以防止刀具进入切削。•Check——修剪边界。用来裁剪部分刀具路径,以限制切削区域•Trim——切削区域。用来在Part几何体上进一步定义要加工的曲面PartGeometryCutArea•CutArea•常用选项•Corner12•Fillets——在指定角度范围内的凹角插入圆弧以驱动刀具移动。•Slowdowns——在指定角度范围内的凹角减速,使刀具移动平稳。•CircularFeedrateCompensation——保持刀具边刃的进给率而不是刀具中心的进给率,使得切屑载荷均匀分布,防止刀具切入或偏离工件。控制刀具绕尖角移动的方式和参数,可有效防止过切,多应用于高速加工。•voidance用来指定、激活刀具路径中的非切削移动参数。但Fix&VariableContour操作中的非切削移动参数由Non_cutting设置,而不使用Avoidance的选项。•FeedRates当指定了刀具材料、工件材料、切削方法和切削深度后,选择ResetfromTable键,将得到系统推荐的各种进给率值和主轴转速。•Machine•刀具路径的显示二、孔加工用来创建钻孔、扩孔、镗孔和攻丝等刀具路径。•Drilling•Peck_Drilling•操作步骤•创建或选择刀具•循环类型与参数——循环参数组、深度、进给速率、步进量•孔位置的选择•常用选项——避让选项、进给速率、机床控制命令•刀具路径的显示(可选)•刀具路径的产生与模拟•循环参数•CycleParameterSets使用不同的循环参数钻不同位置的孔。每个循环式钻孔可指定1—5个循环参数组,必须至少指定1个循环参数组。例如,在同一个刀具路径中,可以钻不同深度的孔,钻削各个孔时也可以使用不同的进给速率、停留时间和步进量。•确定深度的方法•步进量——指定循环式深孔钻削的步进增量,仅应用于StandardDrill,Deep&StandardDrill,BreakChip。•最小间隙距离三、平面加工第二天•Face_Milling•Planar_MillMill_Planar通常用于粗加工切去大部分材料,也用于精加工外型、清除转角残留余量。适用于底面(Floor)为平面且垂直于刀具轴、侧壁为垂直面的工件。•操作步骤•创建或选择刀具•选择几何边界•选择切削方法•选择步距•选择控制点•选择进刀/退刀方法及其参数•选择切削参数•确定分层加工方法及其参数•常用选项——避让选项、进给速率、机床控制命令•刀具路径的显示(可选)•刀具路径的产生与模拟•切削方法Zig-ZagZigZigwithContourFollowPeripheryFollowPartProfileMixed区域加工轮廓加工多用于型芯加工多用于复杂模型加工不同的切削方法,在Cutting有相应的参数选项•切削步距仅当使用切削方法为Profile时,才被激活。——两平行刀路之间的垂直距离称为步距•Scallop——由残留余量高度控制步距值•Variable——变步距。由接近边界的一侧算起,输入各步距值及其切削次数。•进刀/退刀方法•Horizontal当切削方法为Profile时,此值应大于加工前的实际残留余量值。——刀具开始沿边界进刀移动时,刀具边刃与边界的水平距离。•Vertical当精加工底面或侧壁时,此值应大于加工前的底面实际残留余量值。——当刀具开始以进刀速率移动时,刀具底刃与切削层的垂直距离。•AutomaticEngage/Retract区域加工时的进刀移动类型边界加工时的进刀移动类型•横越方法•Clearance——刀具提升到安全平面进行横向移动•Previous——刀具提升到前一个切削层加上垂直间隙距离(Vertical)的平面进行横向移动•BlankPlane——刀具提升到毛坯顶面加上垂直间隙距离(Vertical)的平面进行横向移动•Direct——刀具直线移动到下一个切削区域的进刀点•切削参数因应不同的切削方法,将作相应的变化•边界的编辑•边界类型•边界平面•边界的材料侧•用户边界数据•增加与移去边界边界•编辑成员用户数据•编辑边界成员•刀具定位•用户成员数据•边界的起点与结束点•边界类型与加工余量•控制点区域开始切削点位置区域切削时下刀点位置四、穴型加工第三天•Cavity_Mill•Zlevel_Profile_Steep穴型加工主要用于粗加工以切除大部分毛坯材料,几乎适用于加工任意形状的模型。•操作步骤•创建或选择刀具•选择几何体•选择切削方法•选择步距•选择控制点•确定分层加工方法及其参数•选择进刀/退刀方法及其参数•选
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![北京师范大学十一五发展规划纲要(草案)[1]](/doc-531622.png)
 flyinrain24
flyinrain24
本文标题:UG编程加工学习资料.ppt
链接地址:https://www.777doc.com/doc-3486319 .html