您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 钣喷培训系列-喷漆的基本流程
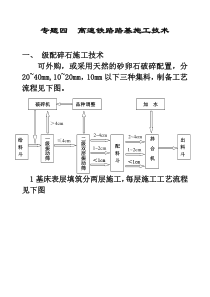
Welcometothe喷漆的基本流程主讲老师:0756-2127555MOBIL:1.汽车车身喷漆体系按涂层状况分为三涂层喷漆体系和二涂层涂装体系。2.汽车车身的典型喷漆流程轿车车身的喷漆流程:采用“漆前处理-电泳底漆-PVC焊缝密封及车底喷涂-中涂-面漆-喷蜡”三涂层喷漆工艺。载重卡车驾驶室及覆盖件工艺:采用“漆前处理-电泳底漆-PVC焊缝密封及车底喷涂-面漆-喷蜡”二涂层涂装工艺。大中型客车车身的涂装工艺:采用“漆前处理-喷底漆及注塑-刮腻子-喷底漆-喷中涂-喷面漆及彩条漆-喷防锈蜡及车底涂料”。3.车箱及其部件的涂装工艺轻卡及轿货车车箱与车身采用同工艺。卡车车箱采用“漆前处理-底漆-面漆”二涂层涂装工艺。第二节:汽车零部件的涂装工艺车架的涂装工艺车轮的涂装工艺底盘冲压件的涂装工艺一般采用“漆前处理-涂漆(电泳漆、粉末涂料涂料)”单涂层涂装工艺或采用“漆前处理-底漆-面漆”二涂层涂装工艺。发动机(包括变速箱、离合器)的涂装工艺①总成涂装工艺:清理表面-吹净-遮蔽-喷漆-烘干-冷却、检查、卸遮蔽。②先涂装后装配工艺:毛坯清洗、磷化-水份吹干-喷漆-烘干-冷却、检查-送下工序装配总成-执行总成涂装工艺。水箱、散热器、钢板弹簧的涂装工艺一般采用“漆前处理-涂漆”单涂层涂装工艺喷漆流程前施工准备粗磨车身检查铜工中磨除尘清洁刮涂原子灰打磨原子灰除尘清洁设备清洁整理准备喷中间漆YN1、施工前的准备,包括工具设备的准备2、车身检查,抹布抹干净,手摸、目测和直尺检查平整度,用细沙纸划出所需要刮涂原子灰的部位。不合格部位:平整度差、车身装饰件是否拆卸、锈是否打磨干净、介子眼是否填补3、粗磨旧漆膜打磨:砂纸:80-120打磨位置:旧漆膜切口向外延升10-20公分。达到手摸感觉粗造。4、中磨砂纸180-240,硬盘干磨头进行打磨,干磨头应与打磨面保持平衡,打磨位置:旧漆膜切口向外延升10-20公分。手摸感觉粗造。除尘清洁:用干磨头上的吸尘管,把打磨部位灰尘吸干净。用除油剂清洁打磨部位5、调灰原子灰与固化剂调配:100:2进行搅拌均匀6、一道灰刮涂7、干燥干燥时间根据温度,一般在10分钟左右8、粗磨砂纸80-120,硬盘干磨头进行打磨,干磨头应与打磨面保持平衡。打磨位置:旧漆膜切口,;打磨铜工修复的凸凹部位,达到平滑,手摸检查是否达到要求。9、调灰原子灰与固化剂调配:100:2进行搅拌均匀;10、二道刮涂原子灰刮涂原子灰:使用工具:灰板、灰刀刮涂方法:第一道:用力刮涂;第二道:向外延伸刮出驳口;注意:不要超过打磨部位。干燥时间:根据温度一般10分钟左右11、粗磨砂纸80-120,硬盘干磨头进行打磨,干磨头应与打磨面保持平衡。打磨位置:旧漆膜切口,;打磨铜工修复的凸凹部位,达到平滑,手摸检查是否达到要求。12、中磨再使用180-240砂纸进行中磨,注意超过原子灰刮涂区域10公分,有弧度地方用手磨板进行修整,达到原子灰的打磨区域平整光滑。13、细磨原子灰打磨原子灰:使用320砂纸进行细磨14、除尘清洁用干磨头上的吸尘管,把打磨部位灰尘吸干净。用除油剂清洁打磨部位。15、设备清洁整理设备清洁整理:1)、干磨头使用完毕后须吹尘、加油、平放。2)、使用完毕后吸风管要卷起归位。3、干磨机使用后应及时清洁外表,放置指定位置。中间漆的喷涂流程施工前准备密封处理喷涂部位检查上道底灰工序调配中间漆开始喷涂填眼灰打磨中间漆打磨部位除尘清洁车身及环境清洁整理准备喷面漆YN1、施工前的准备检查钣金作业是否达标。车身所要维修部位清洁。找出需要涂抹原子灰部位。做好修补部位旁边的防护2、底材处理辨别修补部位材质(镀锌和铝材质须喷涂环氧底漆,塑料材质须喷涂塑料底漆),目的是增加涂抹时的附着力。先对漏金属部位除锈,使用80~120#砂纸对旧漆膜进行羽状面打磨。底材处理需要达到镜面平滑状态(用手触摸无沙粒感)。再用180~240#砂纸进行拉伸研磨。产生的灰尘尽量用吸尘器吸掉,不要用吹气枪。对需要涂抹原子灰的部位用除油剂进行清洁。3、刮涂原子灰(腻子)对原子灰要搅拌均匀,固化比例为100:2.第一道原子灰不要刮的太厚,要用力刮涂,主要是增加原子灰与底材的密着力。第二道原子灰需要对凹凸不平的部位进行填补。刮涂原子灰须在底材处理的拉伸研磨的范围内,否则原子灰粘不牢。等待原子灰干透后再进行研磨。4、粗磨以干磨机为例,使用80#干砂纸进行干磨。要求把干磨头贴住原子灰表面再开动,否则会碰损磨灰托盘,还会加深打磨深度。磨灰托盘须全面贴合原子灰表面,不能实力过大,否则会出现磨出来不平整。按照刮原子灰的最长方向进行打磨,按垂直、斜向的方式进行打磨(基本呈现“米”字形方式),不能超出原子灰范围。注意灰尘尽量用吸尘器吸掉,不要用气枪吹,避免飞到其他车辆。5、中打磨更换120~180#干磨砂纸,细磨原子灰打磨羽状边(打磨位置应超出原子灰刮涂范围与原漆表面的一个平滑过渡)在更换砂纸时要逐级渐进,每次跳级不能超过100#。边角或有弧度部位应手工打磨修整。注意灰尘尽量用吸尘器吸掉,不要用气枪吹,避免飞到其他车辆。6、中涂漆按4:1的比例调好中涂漆。喷涂方法应由外到内进行喷涂。闪干时间应为5分钟左右,否则容易产生起痱子或起泡等现象。喷涂时不要全面喷涂,需要留出一个驳口。使用干磨机时(用软盘),面漆为素色漆时,使用320~400#砂纸;面漆为银粉漆或珍珠漆时,使用400~500#砂纸。湿磨时,面漆为素色漆时,使用800#砂纸;面漆为银粉漆或珍珠漆时,使用1000#砂纸。打磨到无沙眼、无沙痕状态为宜。对所喷涂部位清理干净。注意灰尘尽量用吸尘器吸掉,不要用气枪吹,避免飞到其他车辆。7、面漆喷涂准备进烤房前应将车身全面清洗或吹尘干净。用短气枪对所要喷漆部位进行吹水、吹尘(特别注意缝隙部位)贴纸时注意边角的规范,须粘贴到位,并遮盖到位。对所喷涂部位进行除油清洁,操作时一手拿湿擦拭纸(有除油剂),一手拿干擦拭纸(无除油剂)。检查喷枪和干燥设备有无异常。将调好的涂料进行调配(比例一般为1:0.8),根据气候来进行稀释剂、固化剂的使用。8、银粉面漆喷涂喷涂手法:1.喷枪的压力:1.8~2.5KG。2.喷枪的距离:10~15公分3.喷枪的线路:直线型4.运行速度:凭经验5.喷枪的角度:垂直90度6.喷枪的重叠幅度:(1/2,2/3)中湿喷:喷幅的重叠幅度为1/2湿喷:喷幅的重叠幅度为2/3虚枪喷涂(飞漆):主要是用在银粉漆、珍珠漆颜色有差异时所使用的一种手法,要根据温度选择稀释剂。飞驳口(接口)技巧:喷面漆时注意在打磨区隔开5公分的过渡距离,然后用驳口水(稀释剂)过渡喷涂。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 多玩id100
多玩id100
本文标题:钣喷培训系列-喷漆的基本流程
链接地址:https://www.777doc.com/doc-3513070 .html