您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 车铣复合加工编程基础
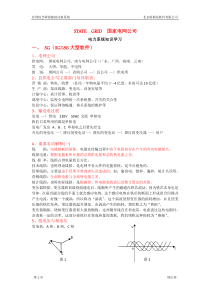
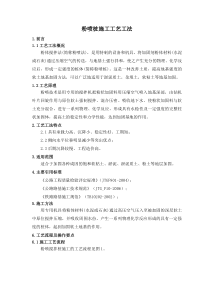
车铣复合加工编程基础【任务引入】设备——车削中心(MORISEIKIDT310)(视频)【相关理论】车削加工指令1.快速定位——G002.直线插补——G013.圆弧插补——G02/G034.延时——G045.单一循环(G90/G92/G94)6.复合循环(G70~G76)5.1G90——外圆切削循环格式:G90X(U)_Z(W)_F_X、Z为切削终点的绝对坐标值U、W为切削终点的增量坐标值F为进给速度5.2G94——端面切削循环格式:G94X(U)_Z(W)_F_X、Z为切削终点的绝对坐标值U、W为切削终点的增量坐标值F为进给速度6.1G71——外圆/内圆粗车循环G71U(△d)R(e);G71P(ns)Q(nf)U(△u)W(△w)F__S__T__;6.2G72——端面粗车循环G72W(△d)R(e);G72P(ns)Q(nf)U(△u)W(△w)F__S__T__;6.3G73——端面粗车循环G73U()W()R(e);G73P(ns)Q(nf)U(△u)W(△w)F__S__T__;6.4G70——精加工循环G70P()Q();6.5G74——端面切槽循环G74Re;G74X(U)__Z(W)P△iQ△kR△dFf;6.6G75——径向切槽循环G75Re;G75X(U)__Z(W)P△iQ△kR△dFf;6.7G76——螺纹复合循环【任务实施】如图所示工件,试编写加工程序。【课堂小结】1.掌握编程指令2.数控加工工艺合理安排
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 iamterry
iamterry
本文标题:车铣复合加工编程基础
链接地址:https://www.777doc.com/doc-3522738 .html