您好,欢迎访问三七文档
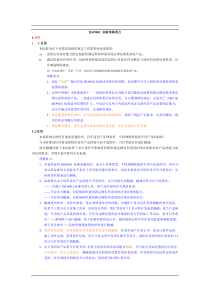
丰力公司设备部硫化维修班2009年工作总结王华坤2009年是不平凡的一年,全球经济动荡起伏,金融风暴趋演趋烈,伟大祖国迎来60大寿,华南公司面对了年初的出口低迷、9月份美国政府“轮胎特保案”的实施等困难。虽然有种种苦难,但是在公司领导的决策下,在部门领导的带领下,我们硫化维修班组员工团结一致,从抓事故胎率入手,推行执行力,认真开展班组各项工作。下面我将介绍我们各项工作的完成情况:一、指标完成情况1、硫化班组在部门内的排名次序设备部总共有10个班,硫化班组在08年部门成立以来都是排名垫底,从09年以来,排名开始摆脱最后一名的尴尬局面,并开始走出后三位,这是班组各项工作提升的一个反映。90100110考核得分0246810排名考核得分96.4498.6898.5399.1899.598.0599.8598.6898.6198.8397.29排名948369287891月2月3月4月5月6月7月8月9月10月11月12月2、设备停机率0123停机率(%)指标故障停机率计划停机率总停机率指标222222222222故障停机率0.480.490.630.650.540.510.690.690.620.49计划停机率0.000.730.340.370.260.300.490.530.670.34总停机率0.481.220.971.020.800.811.171.221.290.831月2月3月4月5月6月7月8月9月10月11月12月设备停机率全年都较稳定,一直都在考核指标之下,从下半年开始,结合部门TPS工作的开展,加大计划检修力度,从8月份开始计划维修约占总停机率的50%,设备得到计划检修,稳定性上升。3、故障频次和平均故障修复时间98255266323395380322348134234606457565765495961680200400600故障频次020406080平均故障修复时间(分钟)故障频次平均修复时间故障频次13498234255266323395380322348平均修复时间596068645756615765491月2月3月4月5月6月7月8月9月10月11月12月从上表中可以看出,设备故障频次没有随着设备的增加而增加,这得益于设备的计划维护、各专项工作的开展。(年初硫化机有63台,到10月份有104台)4、泄漏点123272221433012345678910111213泄漏点数泄漏点1232722214331月2月3月4月5月6月7月8月9月10月11月12月整个硫化车间泄漏点以万计,所以泄漏点的管理是一个难点,我们实行几级管理:由机台承包人每天自检,每周四由班长对机台全查汇总后列入泄漏管理专项工作,指定专人负责及定时完成,部门每月查出的泄漏点由机台承包人及所在班组负责执漏并进行扣罚。这一系列的措施使每个泄漏点都能找到责任人及整改人,这样整个硫化车间的泄漏点也都屈指可数了。当然,我们的终极目标是“零泄漏”——还需不断努力!5、修旧利废291113222011111224404643023062221602799038772471002948039820114710753700204060修复数量(个)020000400006000080000100000120000140000再生价值(元)修复数量29111322201111122440再生价值4643023062221602799038772471002948039820114710753701月2月3月4月5月6月7月8月9月10月11月12月截止到10月,硫化班组共修旧利废所产生的再生价值约46.5万元,我们主要是对水缸、阀门、气缸进行修理,一方面解决了备件问题,一方面降低维修成本,为公司节能降耗作出贡献。6、维修费用0100000200000300000400000单位:元班组指标五金仓领用维修实际使用二级库库存班组指标292802750749636.0962952.3886045.774455.671074.5272462.0571800.778704.23五金仓领用191390.7141910.398153.9447842.74110769.598509.56100774.4122085.5183330.199180.42维修实际使用83545.05151832.8208065.183320.32128610.689967.6590084.8124713.5196299.895808.99二级库库存330425.9320503.5210592.2175114.7157273.5165815.5176505.1173877.1160907.5164278.91月2月3月4月5月6月7月8月9月10月11月12月硫化班组的维修费用每月都超标,这主要是因为:1、改造项目多,如定型电磁阀改造、机械手单向阀改造、新增刹车打滑报警功能等;2、新增机台配件质量差,投入使用不到半年就需大量更换;3、易损件多,如胶囊密封件、金属软管等每月固定费用接近3万元;4、原先工作不到位。7、事故胎0.0000.0200.0400.060事故胎率(%)指标0.0480.0550.0550.0550.0550.0550.0550.0550.0550.0550.0550.055事故胎率0.0470.0540.0530.0540.0410.0480.0250.0350.0240.0330.0351月2月3月4月5月6月7月8月9月10月11月12月09年事故胎率控制的较好。事故胎的控制是我们工作的重点,班组成立专门QC小组攻关事故胎,经一年的努力我们在5月份就超越我们的攻关目标0.048%,之后并一直稳定在较低事故率水平上!(考核指标为0.055%)8、其它指标完成情况综治、安全、计生等都按公司要求完成,没有违规现象。二、主要工作完成情况-事故胎的控制事故胎率是最能反映硫化设备状态的关健指标,硫化班组也以降低事故胎的发生率为工作的重点,开展设备维护保养工作:1、健全设备管理制度:A.制定个人巡检制度。根据硫化机的特点,实行员工承包巡检项目,责任到人的管理办法。每周四坚持班长、副班长亲自检查机台,并及时公布检查结果,进行考核,对检查中发现的问题进行督促落实。如在检查中发现不到位的情况实行扣分处理。每次检查后利用班前会总结,对不足的地方提出整改的意见。B、坚持对关键部位做好隐患预防的专项工作:例:今年6月27日当班员工疏忽大意造成42#左上水缸轴压弯的事故,事后在第二天召集全体员工开事故分析会。深挖原因,分析问题所在,并针对当事人进行教育和作出处理,使广大员工增强规范操作意识。对多发故障的机台进行有效的跟踪,尤其狠抓重复产生事故胎的机台。实行严密监控,并配有专人检查、严格把关,直至设备恢复到正常状态。①.每周对硫化机内压铜管排污冲洗。②.每月检查硫化机的关键部位:电机刹车、安全开关、切断阀膜片泄漏、铜管接头漏气、编码器返松等。C、故障的跟踪制度:D、对大的故障的个案采取三不放过的原则:A.定期要求员工每月参加一次学习心得交流,并张贴在宣传栏上供大家学习。同时肯定做得好的,指出有些员工存在的不足,为班组员工提供一个学习交流技术的平台,促进技术交流,共同提高维修技术。2、加强员工技能培训B.利用故障处理的实例、实物(或现场)进行讲解故障的根源,讲解处理故障的技术操作规范要求。使员工充分了解故障是如何发生,如何避免重复发生,如何正确维修。C.今年上半年陆续安装硫化机,特别是安装调试液压硫化机时是重要的学习机会。因此鼓励班组员工利用工余时间和休息日留下,到安装现场参加调试、学习和观摩,加快了员工的维修技能的提高。D、对常见和复杂的设备故障程序进行看板作业,如漏氮及涡气胎的处理,对故障处理的流程规定可使员工撑握准确、快捷的排除故障方法,提高工作效率。A、三明45”硫化机不少机台维修后仍然出现上环升降慢的情况,这种情况会导致涡气胎产生,原因是更换活塞密封后大力敲打才能进入缸内,且根据拆出的活塞针对其密封破损严重的情况进行分析,查到活塞直径过大,然后对活塞直径进行修正。效果明显!3、针对设备设计上的缺陷进行改造的项目:C、针对三明45”存胎器对中差进行了重新设计对中装置,为操作简单、可靠提供抓胎精度的保证。目前已安装改造完成。B、三明45”硫化机上水缸轴易折断的情况时有发生,容易造成烫伤胎胚或不能开模造成轮胎过硫。我们对三明硫化机上水缸增加了防撞缓冲装置,以减少因水缸轴断而引起的事故胎。D、根据三明45”硫化机机械手转出入连杆易折断造成烫伤胎胚的情况,制作了一批连杆和相关零配件,保证了维修的需求,减少了事故胎的发生。4、加强与生产技质部的合作事故胎的产生原因多种多样,有很多原因的产生并不明确,如涡气胎有可能由设备造成,亦有可能由生产操作不当或胶囊质量引起,还有可能是工艺参数设置不当。因此我们积极与生产和技质沟通,从公司利益出发,发挥联动作用,共同防治。通过上述措施的有效落实,09年因设备因素造成的事故胎率大幅下降(最低0.024%),硫化班组再也没有因事故胎率不达标给部门考核扣分,各项工作自然而然也上了一个台阶,如员工技能提高、责任心得到加强,班组的凝聚力也得到提高!三、管理亮点针对新员工多,对硫化设备不熟悉,学习氛围不浓的现状,要求所有员工每月上交一份学习心得,主题在月初布置下去,内容涉及制图,工件装配,程序安装,故障处理方法等,对上交上来的作业进行评分,并对结果张榜公布,对完成的较好在每日考核中进行奖分,对完成不好或没按时上交的进行扣分,每月的考评结果都进行存底,作为全年工作表现的参考因素之一,调整技术等级时可获加分或减分!经过将近一年的努力,员工的学习积极性明显上升,动手能力,解决故障能力等都有明显进步。这一做法也得到部门领导的认可,并在其它班组得到推广。四、存在不足1、工作效率不高,解决故障平均用时过长解决措施:☆坚持每周一次的集中培训,抓住技术薄弱点;☆纠正维修习惯,要求接单后能从故障现象上带齐工具及所需备件,避免来回找东西浪费时间;☆将日检、周检落到实处,早发现问题,将故障消灭于萌芽状态,用时自然也少了;☆利用班前班后会对员工进行危机教育。2、备品备件管理不清晰。解决措施:☆清库存,完善台帐;☆贴标签,做好出入库记录;☆查机台,做欠缺备件计划;☆做改造,尽量统一规格;☆分架承包整理,专人全面统筹。2010年工作设想公司为应对外部局势及自身发展需要提出“双十”的目标,结合硫化机的现状和公司的要求,我们在稳定今年事故胎率的基础上,将集中全力开展硫化机全自动生产的改造,力求将由现在每人开6台机提高到每人开10-12台机的人员配置情况,减轻员工操作强度,提高个人产值。这是一个非常艰巨的任务,可以说是华轮公司几辈人都没有实现的愿望,我们硫化维修班全体员工将在公司各级领导的支持下,迎难而上!谢谢各位!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 344390857
344390857
本文标题:(硫化总结)
链接地址:https://www.777doc.com/doc-3542097 .html