您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > CATL纯铝极柱&连接片振镜焊接
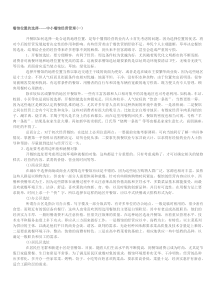
2020/2/8CATLConfidentialCATL电池极柱连接片振镜焊接试验大族激光-6kw光纤激光器振镜焊接1234试验目的试验设备与条件试验参数与结果试验结果分析目录content试验目的2020/2/8CATLConfidentialPage3通过试验,激光焊接纯铝连接片(上层1.5mm,下层3mm),获得满足以下条件的优化工艺参数:在较低的激光功率下焊接(=4kw);通过调整振镜轨迹参数,获得焊缝深宽比接近1的焊缝;下层工件熔深在1.4-1.7之间,两层工件间焊缝结合面宽度在1.4-1.7之间;焊缝外观光滑平整。试验设备2020/2/8CATLConfidentialPage4激光器:IPG-YLS-6000光纤芯径:150um振镜:HANSLASER大功率振镜头(CF150460,与BlackBird振镜头同样光学配置)控制系统:HANSLASERScanWeldingSoftware试验参数与结果2020/2/8CATLConfidentialPage5功率离焦量线宽步长二层熔深结合面宽度外观13.600.80.40.841.77OK23.6-310.60.621.2OK33.6-61.20.800OK43.8010.80.911.51飞溅、咬边53.8-31.20.40.651.24OK63.8-60.80.60.861.34OK7401.20.60.91.65OK84-30.80.81.151.61OK94-610.41.121.42OK103.8-310.60.741.34OK114-61.20.80.571.08OK124-30.80.41.191.49OK13400.60.41.321.61焊缝不平整14400.80.41.41.92OK154-30.80.41.161.48OK164-60.80.40.971.48OK17420.80.41.291.5咬边183.620.80.41.081.5OK193.8210.80.911.5OK20421.20.61.041.54OK213.620.80.41.011.38焊缝不平整22421.20.61.051.75OK233.640.80.40.81.29OK243.8410.80.841.46OK25441.20.60.941.49焊缝不平整螺旋线型轨迹线宽步长试验参数与结果:(焊接速度80mm/s,保护气体:氩气)试验参数与结果2020/2/8CATLConfidentialPage6焊缝外观试验参数与结果2020/2/8CATLConfidentialPage7焊缝外观试验参数与结果2020/2/8CATLConfidentialPage8焊缝外观试验参数与结果2020/2/8CATLConfidentialPage9焊缝截面:12563478试验参数与结果2020/2/8CATLConfidentialPage10焊缝截面:910131411121516试验参数与结果2020/2/8CATLConfidentialPage11焊缝截面:1718212219202324试验参数与结果2020/2/8CATLConfidentialPage12焊缝截面25试验结果分析2020/2/8CATLConfidentialPage13序号功率离焦量线宽步长二层熔深结合面宽度外观13.600.80.40.841.77OK23.6-310.60.621.2OK33.6-61.20.800OK43.8010.80.911.51飞溅、咬边53.8-31.20.40.651.24OK63.8-60.80.60.861.34OK7401.20.60.91.65孔、飞溅84-30.80.81.151.61OK94-610.41.121.42OK103.8-310.60.741.34OK114-61.20.80.571.08OK124-30.80.41.191.49OK13400.60.41.321.61飞溅、凸起14400.80.41.41.92OK154-30.80.41.161.48OK164-60.80.40.971.48OK17420.80.41.291.5咬边、凸起183.620.80.41.081.5OK193.8210.80.911.5OK20421.20.61.041.54OK213.620.80.41.011.38OK22421.20.61.051.75OK233.640.80.40.81.29凸起243.8410.80.841.46OK25441.20.60.941.49焊缝不平整试验参数与结果:(焊接速度80mm/s,保护气体:氩气)试验结果分析2020/2/8CATLConfidentialPage14工艺参数对外观的影响:均值响应表水平功率离焦量线宽步长10.200000.000001.000000.3000020.166670.000000.222220.3333330.363640.600000.166670.1666740.250000.3333350.66667Delta0.19690.666670.833330.16667排秩3214视外观缺陷值为1,外观OK值为0,主效应分析结果可见:线宽对外观缺陷影响最大,其次为焦点位置。当功率密度过大,焊缝温度过高,易产生飞溅,造成焊缝凸起、咬边、飞溅孔等缺陷。线宽应该控制在0.8-1.2试验结果分析2020/2/8CATLConfidentialPage15工艺参数对下层工件焊缝熔深的影响:由主效应图可以观察到,线宽和功率对熔深影响最大。在焦点附近,熔深变化不大。均值响应表水平功率离焦量线宽步长10.66100.70401.32001.061020.81830.86701.05890.850831.08001.07400.85670.730041.07250.684250.8600Delta0.4190.37000.63580.3310排秩2314试验结果分析2020/2/8CATLConfidentialPage16工艺参数对结合面宽度的影响:由主效应图可以观察到,离焦量和线宽对结合面宽度的影响较大步长和线宽应该选择小值,利于加大结合面宽度;功率应该尽可能大均值响应表水平功率离焦量线宽步长11.1401.0641.6101.51621.3981.3751.5371.44431.5351.6921.4051.19341.5211.18451.413Delta0.3950.6280.4260.322排秩3124试验结果分析2020/2/8CATLConfidentialPage17螺旋线参数、焦点位置对焊缝形貌的影响:功率离焦量线宽步长下层熔深结合面熔宽233.640.80.40.81.29183.620.80.41.081.513.600.80.40.841.77均值0.901.52243.8410.80.841.46193.8210.80.911.543.8010.80.911.51均值0.891.4925441.20.60.941.4920421.20.61.041.5425401.20.60.91.65均值0.961.56对比左侧表格可见,通过调整线宽和步长,在不同功率下(3.6kw、3.8kw、4.0kw),可得到的焊缝熔深、熔宽几乎相同的焊缝(熔深0.9左右,熔宽1.5左右)在3.8kw,4kw功率下,焦点0-4范围内,熔深熔宽变化不大。试验结果分析2020/2/8CATLConfidentialPage18不同焦点位置的焊缝变化:功率离焦量线宽步长二层熔深结合面宽度17420.80.41.291.514400.80.41.41.92154-30.80.41.161.48164-60.80.40.971.481.291.41.160.971.51.921.481.4820-3-6熔深&熔宽变化二层熔深结合面宽度试验结果分析2020/2/8CATLConfidentialPage19优选参数:试验中,第8、14、15号参数最为接近焊缝要求,结合面宽度均能符合要求,但熔深稍浅。根据之前的分析,可获得优选参数:激光功率4kw或更大离焦量:-2mm左右线宽:0.8mm步长:0.4mm或更小序号功率离焦量线宽步长二层熔深结合面宽度深宽比外观13.600.80.40.841.770.47OK23.6-310.60.621.20.52OK33.6-61.20.800-OK43.8010.80.911.510.60飞溅、咬边53.8-31.20.40.651.240.52OK63.8-60.80.60.861.340.64OK7401.20.60.91.650.55孔、飞溅84-30.80.81.151.610.71OK94-610.41.121.420.79OK103.8-310.60.741.340.55OK114-61.20.80.571.080.53OK124-30.80.41.191.490.80OK13400.60.41.321.610.82飞溅、凸起14400.80.41.41.920.73OK154-30.80.41.161.480.78OK164-60.80.40.971.480.66OK17420.80.41.291.50.86咬边、凸起183.620.80.41.081.50.72OK193.8210.80.911.50.61OK20421.20.61.041.540.68OK213.620.80.41.011.380.73OK22421.20.61.051.750.60OK233.640.80.40.81.290.62凸起243.8410.80.841.460.58OK25441.20.60.941.490.63焊缝不平整感谢聆听E-mail:liuh109139@hanslase.com——大族激光精密焊接事业部刘昊、胡勇、李博、李淼2016-1-29
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 zhangzyfs
zhangzyfs
本文标题:CATL纯铝极柱&连接片振镜焊接
链接地址:https://www.777doc.com/doc-3565159 .html