您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > HKB8-19空分冷箱安装技术条件资料
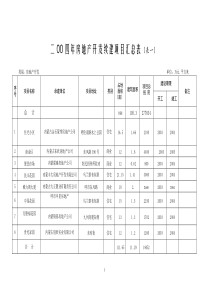
四川空分设备(集团)有限责任公司企业标准HKB8-19-2011空分冷箱安装技术条件2011-12-1发布2011-12-01实施四川空分设备(集团)有限责任公司发布HKⅠHKB8-19-2011前言本标准是为规范空分冷箱的安装而制定的。本标准由工程部负责起草。本标准起草人:本标准审校人:本标准批准人:2空分冷箱安装技术条件1适用范围1.1本标准规定了四川空分设备(集团)有限责任公司(简称川空)设计、制造的空分冷箱的安装技术要求。1.2本标准适用于川空设计、制造的切换式流程、分子筛净化吸附式流程、规整填料精馏塔及全精馏无氢制氩流程、氧气(氮气)内压缩流程和液体空分设备流程的空分冷箱现场安装。1.3本标准不适用空分冷箱以外的设备、机器、管路的安装,这些设备、机器、管路的安装,应按各相应的安装标准或技术文件进行。1.4产品图样和技术文件对产品安装有特殊要求时,应按相应的产品图样和技术文件规定执行。安装单位可根据本标准要求拟订安装细则。2规范性引用文件TSGR0004-2008固定式压力容器安全技术监察规程TSGD0001-2009压力管道安全技术监察规程——工业管道GB150-1998钢制压力容器JB/T4734-2002铝制焊接容器规定JB/T5902-2001空气分离设备用氧气管道技术条件JB/T6895-2006铝制空气分离设备安装焊接技术规范JB/T6896-2007空气分离设备表面清洁度GB16912-2008深度冷冻法生产氧气及相关气体安全技术规程GB50274-1998制冷设备、空气分离设备安装工程施工及验收规范GB50235-1997工业金属管道工程施工及验收规范GB50236-1998现场设备、工业管道焊接工程施工及验收规范JB/T4730-2005承压设备无损检测HGJ20202-2000脱脂工程施工及验收规范JC/T1020-2007低温装置绝热用膨胀珍珠岩3冷箱基础3.1空分冷箱基础,除具有足够强度和防止沉陷倾斜等要求外,尚需特别考虑它所承载的设备是处于低温下工作的特点。3.2冷箱基础所承载的负荷主要由冷箱、平台梯子、阀门、管道、塔器、容器、珠光砂、液体介质等构成。3.3冷箱基础表面温度,在正常运行时为-30℃~-90℃。3.4冷箱基础由基础本体、隔水板、隔冷层和面层所组成。(见图1)图1HKB8-19-2011隔水板面层隔冷层基础本体33.4.1基础本体系采用具有防水和抗冻性能的混凝土。其抗渗标号不小于B12,抗冻标号不小于MP75,并经设备总重量1.5倍的力预压以防止基础偏斜,预压停留时间为7天。3.4.2隔水板应是焊接成整张的0.5mm紫铜板或2.0~3.0mm不锈钢板或4~6mm碳钢板。3.4.3隔冷层为膨胀珍珠岩混凝土。其厚度不小于300mm,抗压强度不小于7.5Mpa,导热系数不大于0.23W/m.K。3.4.4面层为约50mm厚的细砂混凝土(须掺入5%防水剂),其抗渗标号不小于B12,抗冻标号不小于MP75。注:抗渗标号B12,表示混凝土试块能在1.176MPa的水压下不出现渗水现象。抗冻标号MP75表示混凝土试块经75次冻融循环后,强度降低值小于25%。3.5基础竣工后其表面应符合下列要求:3.5.1表面不应有裂纹等缺陷;3.5.2表面应清洁,不允许夹带木板,油毡等易燃物。3.5.3表面平面度5/1000。3.5.4表面水平度5/1000,全长不超过15mm。3.6基础合格后,按容器平面布置划好容器安装中心线,并标出管口方位。4冷箱内单体设备(容器、阀门)压力试验和气密性试验4.1容器安装就位前的试验4.1.1在出厂前,容器内的每个通道已充氮封气(其压力按设计技术文件的要求),就位前应用1.5级压力表测试氮封压力。两个以上通道的容器应分别在测试一个通道的压力后将密封氮气放净。30分钟后再测试另一个通道的压力。4.1.2容器检测密封氮有疑问或无密封氮时,必须进行压力试验。4.1.3在保证期内具有合格证,且包装完好,在安装前,可不再单独进行压力和气密性试验。4.1.4在保证期外,具有合格证,且包装完好,在安装前须进行气密性试验。4.1.5没有合格证,或发现设备有损伤,或须在现场作局部更改的容器。在安装前须单独进行压力和气密性试验。4.1.6严禁用氧气作试压气体。4.2阀门安装前的检验与调整4.2.1在保证期内,具有合格证,且密封面完好无损者,在安装前原则上可不再单独进行压力和气密性试验。4.2.2在保证期内,具有合格证,其密封面有锈蚀、损伤等缺陷,经处理后,须进行气密性试验。4.2.3在保证期外,具有合格证,且密封面完好无损者,在安装前须单独进行气密性试验。4.2.4没有合格证,或发现阀门有损伤等异常现象,在安装前须单独进行压力和气密性试验。4.2.5凡需现场脱脂、解体检查的阀门在安装前须单独进行气密性试验。4.2.6自动阀密封面可作工作压力的气密性试验,在0.6MPa压力下,停3分钟,泄漏量小于0.1升/分,经五次放开仍应符合要求。检验合格后,再把自动阀放入液氮中浸泡15分钟,阀瓣开关应灵活无卡住现象。如有泄露超标应作研磨处理。4.2.7安全阀按成套厂提供的安全阀整定值汇总表的要求,逐只作起跳试验,达到要求后可以铅封,凡安全阀前有截止阀的,其阀须保持全开,并加铅封。4.2.8气动薄膜调节阀在安装前需作下列几项检查:4.2.8.1分别按气动和手动方式进行泄漏量检查。泄漏量按制造厂有关标准规定。4.2.8.2按规定的气源压力作定位器动作试验,并须符合要求。4.2.8.3填料函、法兰密封面作泄露检查,要求不漏。44.2.8.4气动调节蝶阀,其泄漏量按图样要求。4.3试验用介质4.3.1强度试验用水应为清洁的生活用水。对不宜用水作介质或结构复杂的容器(精馏塔、板翅式换热器、冷凝蒸发器、吸附器、过滤器等),可用气压试验。4.3.2气密性试验为干燥无油洁净的空气或氮气。使用氮气时,应特别注意安全,防止窒息。4.4试验压力应符合设计技术文件中的规定,无规定时按表1规定。表1试验类别试验压力试验时间强度试验气压试验1.15P10分钟水压试验1.25P10分钟气密性试验1.0P1小时不漏注:P为设计压力。5清洗和脱脂5.1所有的容器、阀门和管道及其管道附件,在安装前必须是清洁、干燥和不沾油污的。5.2凡已有制造厂作过脱脂处理,又未被污染,在安装时,可不必再脱脂。若被油脂污染,则应再作脱脂处理。5.3铝制件(容器、阀门、管路)的脱脂,严禁使用四氯化碳(CCl4)溶剂,推荐用四氯乙烯或三氯乙烯溶剂。溶剂必须无油、无脂,不允许使用已经分解了的溶液。有机溶液不适用于带有橡胶、塑料或有涂层的组合件,有机溶剂有毒、易燃,使用时要注意安全。除上述脱脂溶液外,尚可用其他方法如碱洗,碱液浓度过高引起金属锈蚀,特别是铝镁合金等材料。用于铝镁合金制件的碱液,其PH≤10,清洗温度为70~80℃,碱液清洗后应用清水冲洗制件直至无残留碱性,然后再进行干燥。管道脱脂后,宜在24小时内进行施焊,并严防二次污染。脱脂干净与否,可用此紫外线灯直观定性检查,或用其他方法进行检查。5.4冷箱外部的碳钢氧管道,阀门等与氧气接触的一切部件,安装使用前必须进行严格的除锈、脱脂,可用喷砂(只能用石英砂)、酸洗除锈法或其他高效非可燃洗涤剂,除锈、脱脂后的管道应立即钝化或充干燥氮气。5.5氧气管道在安装使用前,应将管道内的残留物用无油干燥空气或氮气吹刷干净,直至无铁锈、尘埃及其它脏物为止。吹刷速度应大于20m/s。5.6严禁用氧气吹刷管道。5.7凡与氧气接触的零件表面及运转中的残油,其油脂的残油量不得超过125mg/㎡。5.8管道的脱脂应符合HGJ20202-2000《脱脂工程施工及验收规范》的相关规定。6冷箱的安装6.1冷箱基础框架分为框架型和非框架型两种。框架型的框架顶面的水平度不应超过1/1000,框架各型钢应成垂直放置。非框架型的冷箱各底板应保持在同一水平面,其水平度同样不应超过1/1000。6.2在安装冷箱板时相邻两面可在地面上预拼装成整片或角型。每片对角线长度误差及四边垂直误差按表2规定。表2mm尺寸允许公差≥1000~2000±3>2000~4000±4>4000~8000±5>8000~12000±65>12000~16000±7>16000~20000±8>20000±96.3基础框架与骨架型钢间可用薄钢板衬垫来调整箱板上端面水平。所衬垫的钢板,其宽度应与相应的型钢尺寸相同。6.4骨架间的安装螺母与螺栓应点焊牢。骨架间的型钢内侧为间断焊,间距200mm,焊缝长100mm。其外侧为连续密封焊(图2)。整个冷箱外的连续焊必须保证冷箱的气密性要求。图26.5下部冷箱板安装完毕,并再次校正无误后,即可进行基础框架灌浆。在灌浆时,混凝土要用振动器搅动,使所有的空穴填满混凝土(见图3)图36.6无基础框架的冷箱,安装前,在保证冷箱底板在同一水平面的水平度不大于1/1000时,对冷箱底板进行二次灌浆,当二次灌浆层完全干燥后,方可进行冷箱安装,安装方法与6.3条相同。6.7对二次灌浆一般要求6.7.1灌浆一般宜采用细碎石混凝土(或水泥砂浆)其标号至少应比基础的混凝土标号高一级。6.7.2灌浆前应使框架底面或底板底面保持清洁,油污、泥土等杂物必须除去。6.7.3灌浆层应紧密沾合在基础面上,灌浆前应清除地脚螺栓孔中的垃圾,基础面上需粘住6灌浆层之处应凿成麻面,有油污的混凝土应予凿除,并用水全面刷洗洁净,凹穴处不得留有积水。6.7.4灌浆时应捣固密实,捣固时不得撞动框架或底板、垫铁或地脚螺栓,防止影响安装精度。6.7.5框架外缘的灌浆层应平整美观,高度应高于框架或底板底面。灌浆层应有坡度,防止油、水的流入和密封气的泄出(见图4)图46.8冷箱安装垂直度偏差≤1.5/1000,且冷箱总高垂直偏差不得大于20mm,或按图样要求。7容器的安装7.1安装前的准备7.1.1所有铝制塔器的闷板(或封头)及接管的闷盖(或闷板)的切割必须在地面进行。切割前,应将氮封螺母轻轻旋开,泄放氮封压力,确保取出塔内的切屑圆板和接管内的切屑挡板,妥善存放闷板内所带的降液管、板条或衬圈等零件,安装时,按图纸技术要求说明正确安装所携带的零件。已切开闷板的塔,如果不能连续进行塔体对接的,应在清楚干净铝屑后用干燥、清洁白布或塑料布按两层包扎好各接管口和塔端口,严禁管口敞开,使潮湿空气和雨水进入。7.1.2塔器复合时,现场使用的脚手架,必须安全牢固,脚手架平面距离塔体复合焊缝的高度以1400mm左右为宜。7.1.3主冷(下塔组合)上锥体的封盖切割时严禁铝屑掉进板式芯体内部或筒体内,若不慎调入,需用类似吸尘器的机器将其吸出,保证主冷的安全,锥体切口处的平面度不大于2mm。7.1.4检查塔器内的管道、零件等有无损伤、变形和松动。7.1.5用机械方法清理焊接区,按图纸要求加工好焊接坡口,做好复合塔器焊接前准备。7.1.6吊装容器时,应采取保护措施如索具外套橡皮管,索具间用支撑撑开(见图5),以防止因吊装使容器损伤及变形。容器就位后,容器及管口内应清洁无油脂等污物。7图57.1.7焊工应为按JB/T4734-2002的规定经考试合格者。7.1.8焊接不得在雨(雪)天或相对湿度80%以上的环境下进行。环境温度低于-5℃时冷箱内应有取暖措施。7.2在吊装容器时,必须按图纸要求起吊,并应采用保护措施,防止损伤设备。避免在大风、雨天等恶劣天气起吊。7.3下塔(已与冷凝器复合)吊装就位后,用铅垂线在塔四周检查其垂直度。若不垂直,可在其支架底板下面垫垫铁。其尺寸应与支架底板面宽度相近。垂直度允差不大于0.5/1000且不大于10mm(指下塔精馏塔板有效段,不包括主冷凝蒸发器)。垂直度找准后,垫铁应与下塔支架面焊牢以免垫铁移动。7.4上塔与主冷凝器复合的安装7.4.1上塔与主冷凝器复合采用承插焊;对上塔底部降液管,按图纸装配完毕后,清除主冷内所有残留物后,再封闭主冷人孔。7.4.2组对定位焊及正式焊接均采用两人同时双面角焊。7.4.3组对定位焊必须保证塔体垂直,上塔垂直度允差0.5/1000且不大于1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 wc8860188
wc8860188
本文标题:HKB8-19空分冷箱安装技术条件资料
链接地址:https://www.777doc.com/doc-3630576 .html