您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 《连铸工艺与设备》讲稿1
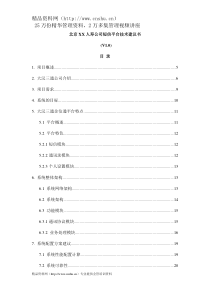
连铸工艺与设备讲稿1《连铸工艺与设备》讲稿安徽工业大学材料科学与工程学院第1讲0绪论1连续铸钢技术发展的概况连续铸钢简称连铸。早在19世纪中期美国人塞勒斯(1840年)、赖尼(1843年)和英国人贝塞麦(1846年)就曾提出过连续浇注液体金属的初步设想,并用于低熔点有色金属的浇铸;但类似现代连铸设备的建议是由美国人亚瑟(1886年)相德国人戴伦(1887年)提出来的。在他们的建议中包括有水冷的上下敞口的结晶器、二次冷却段、引锭杆、夹辊和铸坯切割装置等设备,当时是用于铜和铝等有色金属的浇铸。此后又经过许多先驱者不懈地研究试验,于1933年德国人容汉斯建成一台结晶器可以振动的立式连铸机。并用其浇铸黄铜获得成功,后又用于铝合金的工业生产。结晶器振动的实现,不仅可以提高烧注速度,而且使钢液的连铸生产成为可能,因此容汉斯成为现代连铸技术的奠基人。在工业规模上实现钢的连续浇铸困难很多,与有色金属相比,钢的熔点高、导热系数小、热容大、凝固速度慢等。要解决的这些难题,都集中在结晶器技术的试验研究上。容汉斯的结晶器振动方式是结晶器下降时与拉坯速度同步,铸坯与结晶器壁间无相对运动;而英国人哈里德则提出了“负滑脱”概念。在哈里德的负滑脱振动方式中,结晶器下振速度比拉坯速度快,铸坯与结晶器壁间产生了相对运动,真正有效地防止了铸坯与结晶器壁的粘连,钢连续浇铸的关键性技术得到突破。因而在20世纪50年代连续铸钢步入了工业生产阶段。世界上第1台工业性生产连铸机于1951年在前苏联“红十月”冶金厂建成,是1台立式双流板坯半连续铸钢设备,用于浇铸不锈钢,其断面为180mm×800mm。1952年第1台立弯式连铸机在英国巴路厂投产。主要用于浇铸碳素钢和低台金钢,是50mm×50mm~100mm×100mm的小方坯。同年在奥地利卡芬堡钢厂建成1台双流连铸机,它是多钢种、多断面、特殊钢连铸机的典型代表。1954年在加拿大阿特拉斯钢厂投产第1台方坯和板坯兼用连铸饥,可以双流浇铸150mm×150mm的方坯,也可以单流浇铸168mm×620mm的板坯,主要生产不锈钢。进入20世纪60年代,弧形连铸机的问世,使连铸技术出现了一次飞跃。世界第一台弧形连铸机于1964年4月在奥地利百录厂诞生。同年6月由我国自行设计制造的第1台方坯和板坯兼用弧形连铸机在重钢三厂投入生产。此后不久,在前联邦德国又上马了1台宽板弧形连铸机,并开发应用了浸入式水口和保护渣技术。同年英国谢尔顿厂率先实现全连铸生产,共有4台连铸机11流,主要生产低合金钢和低碳钢,浇注断面为140mm×140mm和432mm×632mm的铸坯。也开发应用了浸入式水口和保护渣技术。1967年由美钢联工程咨询公司设计并在格里厂投产1台采用直结晶器、带液心弯曲的弧形连铸机。同一年在胡金根厂相继投产了2台超低头板坯连铸机,浇注断面为(150~250)mm×(1800~2500)mm的铸坯,该铸机至今仍在运行。由于氧气顶吹转炉炼钢法的普及,更需要与连续铸钢相匹配,以适应快节奏生产;因而又一批弧形连铸机建成投入生产。到20世纪60年代末,世界连铸机总数己遗200多台,设连铸工艺与设备讲稿2备能力近5000万t。20世纪70年代,世界范围的两次能源危机促进了连铸技术的大发展,提高了连铸机的生产能力,从而改善了铸坯的质量,扩大了品种。到1980年,连铸坯的产量已经逾2亿t,相当于1970年的8倍。进入20世纪80年代以后,连铸技术日趋成熟,如出现了盛钢桶精炼、电磁搅拌、小方坯多级结晶器、钢液钙处理、结晶器液面检测和漏钢预报、粒状保护渣的使用和自动加入、中间罐冶金、结晶器在线调宽等一系列技术;连铸坯的热送和直接轧制及其相伴随无缺陷铸坯生产技术;近终型薄板薄带连铸机的开发;异型坯连铸机建成投产等,都说明这铸技术的飞速发展和深入普及。自20世纪50年代连续铸纲开始步入工业生产到60年代末,世界钢产量的连铸比仅为5.6%;70年代末上升为25.8%,10年中连铸比每年平均增长2个百分点;80年代连铸比每年平均增长3.65个百分点;到1997年连铸比为80.5%。其增长情况如图1所示。工业发达国家的连铸比已超过90%,日本的连铸比增长速度尤为突出。1996年一些发达国家连铸比的统计:日本为96.4%;欧共体(12国)为94.3%,德国为95.8%,法国为94.6%,美国的连铸比是93.2%。目前连铸技术的开发与应用己成为衡量一个国家钢铁工业发展水平的标志。2我国连续铸钢技术发展概况我国是连续铸钢技术发展较早的国家之一,早在20世纪50年代就已开始研究和工业试验工作。1957年当时上海钢铁公司中心试验室的吴大柯先生主持设计并建成第1台立式工业试验连铸机,浇铸75mm×180mm的小断面铸坯。由徐宝升教授主持设计的第l台双流立式连铸机于1958年在重钢三厂建成投产。接着由黑色冶金设计院设计的1台单流立式小方坯连铸机于1960年在唐山钢厂建成投产。后仍然是由徐宝升教授主持设计的第l台方坯和板坯兼用弧形连铸机于1964年6月24日在重钢三厂诞生投产,其圆弧半径为6m,浇铸板坯的最大宽度为1700mm,这是世界上最早的生产用弧形连铸机之一;鉴于这一成就,1994年徐宝升教授在《世界连铸发展史》一书中被列为对世界连铸技术发展做出突出贡献的13位先驱者之一。此后,由上海钢研所吴大柯先生主持设计的l台4流弧形连铸机于l965年在上钢三厂问世投产;该连铸机的圆弧半径为4.56m,浇铸断面为270mm×145mm。这也是世界最早一批弧形这铸机之一,以后一批连铸机相继问世投产。70年代我国成功地应用了浸入式水口和保护渣技术。到1978年我国自行设计制造的连铸机近20台,实际生产量约112万t,连铸比仅3.4%。当时世界连铸机总数为400台左右,连铸比在20.8%。改革开放以来,为了学习国外先进的技术和经验,加速我国这铸技术的发展,从70年代末一些企业引进了一批连铸技术和设备。例如1978年和1979年武钢二炼钢厂从前联邦德国引进单流板坯弧形连铸机3台;在消化国外技术基础上,围绕设备、操作、品种开发、管图0-1世界钢产量、连铸坯产量及连铸比的增长1-世界粗钢产量;2-世界钢产量连铸比;3-世界连铸坯料产量连铸工艺与设备讲稿3理等方面进行了大量的开发与完善工作,于l985年实现了全连铸生产,产量突破了设计能力。首钢二炼钢厂在l987年和1988年相继从瑞士康卡斯特引进投产了2台8流弧形小方坯连铸机,1993年产量已超过设计能力;并在消化引进技术的基础上,自行设计制造又投产了7台8流弧形小方坯连铸机,成为国内拥有连铸机机数和流数最多的生产厂家。l988年和l989年上钢三厂和太钢分别从奥地利引进浇铸不锈钢的板坯连铸机。1989年和1990年宝钢和鞍钢分别从日本引进了双流大型板坯连铸机。1996年10月武钢三炼钢厂投产1台从西班牙引进的高度现代化双流板坯连铸机。这些连铸技术设备的引进都促进了我国连铸技术的发展。据统计,到1995年底我国运转和在建的连铸机已有300多台,其中自行设计制造的占80%,由国外引进的只有70台左右。目前我国在异型坯、大圆坯和大方还连铸机的设计制造方面仍有些困难;不过,我国在高效连铸技术小方坯领域已跻身世界先进行列。2004年,我国连续铸钢发展势头强劲,全国连铸比约达96.03%,比2003年提高0.63个百分点。其中中国钢协70家会员企业共产连铸坯2.25亿t,比2003年增长25.73%,连铸比97.00%,比2003年提高1.69个百分点;147个非会员企业共产连铸坯4000万t,比2003年增长25.61%,连铸比99.01%,比2003年提高0.25个百分点;全行业连铸比为97.34%,比2003年提高1.21个百分点。从国外引进的近终形薄板坯连铸连轧生产线,已在珠江、邯郸、包头等地起动实施,于1998年建成投产。马钢H型钢连铸机和H型钢轧钢机工程现在已经投产。采用国产技术的第1台高效板坯连铸机也已在攀钢投产。今后我国冶金企业将继续坚持不懈地推进以全连铸为方向,以连铸为中心的炼钢生产的组合优化,淘汰落后的工艺设备,开发高附加值的品种,提高质量,加大节能降耗的力度和环保技术的改造,提高炼钢与轧钢热衔接协调匹配。我国连铸技术的各项指标,一定会全面地进入世界先进行列。图2为我国自1972年以来连铸比增长情况。3连铸机的机型及其特点连铸机的分类方式很多。按结晶器是否移动可以分为两类:图0-21972年以来我国连铸坯产量和连铸比的增长1-钢总产量;2-连铸比;3-连铸坯产量连铸工艺与设备讲稿41)固定式结晶器:包括固定振动结晶器的各种连铸机,如立式连铸机、立弯式连铸机、弧形连铸机、椭圆形连铸机、水平式连铸机等。这些机型已成为现代化连铸机的基本机型,如图3所示。2)同步运动式结晶器的各种连铸机,如图4所示。这种机型的结晶器与铸坯同步移动,铸坯与结晶器壁间无相对运动,因而也没有相对摩擦,能够达到较高的浇注速度,适合于生产接近成品钢材尺寸的小断面或薄断面的铸坯。如双辊式连铸机、双带式连铸机、单辊式连铸机、单带式连铸机,轮带式连铸机等。这些也是正在开发中的连铸机机型。另外,还可以按铸坯断面形状分为方坯连铸机、圆坯连铸机、板坯连铸机、异形坯连铸机、方/板坯兼用型连铸机等。按钢水的静压头可分为高头型、低头型和超低头型连铸机等。3.1立式连铸机立式连铸机是20世纪50年代至60年代初的主要机型。立式连铸机,从中间罐到切割装置等主要设备均布置在垂直中心线上,整个机身矗立在车间地平面以上。采用立式连铸机图0-3连铸机机型示意图1-立式连铸机;2-立弯式连铸机;3-直结晶器多点弯曲连铸机;4-直结晶器弧形连铸机;5-弧形连铸机;6-多半径弧形(椭圆形)连铸机;7-水平连铸机图0-4同步运动结晶器连铸机机型示意图1-双辊式连铸机;2-单辊式连铸机;3-双带式连铸机;3-单带式连铸机;5-轮带式连铸机连铸工艺与设备讲稿5浇铸时,由于钢液在垂直结晶器和二次冷却段冷却凝固,钢液中非金属夹杂物易于上浮,铸坯四面冷却均匀,铸坯在运行过程中不受弯曲矫直应力作用,产生裂纹的可能性小。铸坯质量好,适于优质钢、合金钢和对裂纹敏感钢种的浇铸。但这种连铸机设备高、投资费用大,且设备的维护与铸坯的运输较为麻烦。例如浇铸厚度为200mm的铸坯,连铸机高度需25~35m。由于连铸机高度增高,钢水静压力加大,铸坯的鼓肚变形较为突出,因而立式连铸机只适于浇铸小断面铸坯。3.2立弯式连铸机立弯式连铸机是连铸技术发展过程的过渡机型,如图0-3中2所示。立弯式连镕机是在立式连铸机基础上发展起来的,其上部与立式连铸机完全相同,不同的是待铸坯全部凝固后,用顶弯装置将铸坯顶弯90°,在水平方向切割出坯,它主要适用于小断面铸坯的浇铸。3.3弧形连铸机弧形连铸机是世界各国应用最多的一种机型。弧形连铸机的结晶器、二次冷却段夹辊、拉坯矫直机等设备均布置在同一半径的1/4圆周弧线上;铸坯在1/4圆周弧线内完全凝固,经水平切线处被一点矫直,而后切成定尺,从水平方向出坯。其结构示意图见图0-5a。弧形连铸机的机身高度基本上等于铸机的圆弧半径。所以弧形连铸机的高度比立弯式连铸机又降低了许多,仅为立式连铸机的1/3,因而基建投资费减少了。铸坯凝固过程中承受钢水静压力小,有利于提高铸坯质量;铸坯经弯曲矫直,易产生裂纹;此外,铸坯的内弧侧存在着夹杂物聚集。夹杂物分布不均匀,也影响铸坯质量。为减轻铸坯矫直时的变形应力,在弧形连铸机上采用多点矫直,如图05b所示。为了改善铸坯的质量,在弧形连铸机上采用直结晶器,在结晶器下口设2~3m垂直线段,带液心的铸坯经多点弯曲,或逐渐弯曲进入弧形段,然后再多点矫直。垂直段可使液相穴内夹杂物充分上浮,因而铸坯夹杂物的不均匀分布有所改善,偏析减轻。3.4椭圆形连铸机椭圆形连铸机的结晶器、二次冷却段夹辊、拉坯矫直机均布置在1/4椭圆圆弧线上,椭圆形圆弧是由多个半径的圆弧线所组成,其基本持点与全弧形连铸机相同。椭圆形连铸机又进一步降低了连铸机和厂房的高度。椭圆形连铸机又分为低头和超低头连铸机。低
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码









 abc5368395
abc5368395
本文标题:《连铸工艺与设备》讲稿1
链接地址:https://www.777doc.com/doc-3639721 .html