您好,欢迎访问三七文档
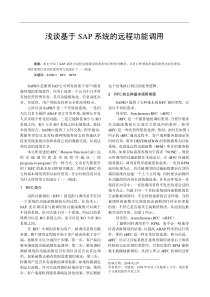
数控车车削刀具应用•数控车床是目前使用最广泛的数控机床之一。主要是加工轴类、盘类等回转体零件的。通过数控加工程序的运行,它能自动完成内外圆柱面、圆锥面、圆弧面或非圆弧曲线轮廓面、端面和螺纹等工序的切削加工,并能进行车槽、钻孔、镗孔、扩孔、铰孔等加工。而刀具是由机床、刀具和工件组成的切削加工工艺系统中最活跃的因素。一、刀具的应用数控车床上的各种加工方法外圆车刀内孔车刀螺纹车刀铰刀钻头丝锥钻削刀具二、数控车削刀具的分类1.刀具分类:外圆车刀、内孔车刀、螺纹车刀、切断切槽刀1)外圆车刀该95°主偏角车刀主要用于外圆及端面的半精加工及精加工,其刀片为菱形,通用性好.外圆车刀主偏角Kγ=95°外圆车刀主偏角Kγ=45°45°主偏角车刀主要用于外圆及端面车削.主要用于粗车,其刀片为四方形,所以可以转位八次,经济性好.外圆车刀主偏角Kγ=75°该75°主偏角车刀只能用于外圆粗车削,其刀片为四方形,所以可以转位八次,经济性好.该75°主偏角车刀只能用于外圆粗车削,该主偏角车刀为MCLNR车刀刀片的补充应用.外圆车刀主偏角Kγ=93°该93°主偏角车刀,其刀片为D形刀片,刀尖角为55°,刀尖强度相对较弱,所以该车刀主要用于仿形精加工.外圆车刀主偏角Kγ=90°该90°主偏角车刀只能用于外圆粗精车削,其刀片为三角形,切削刃较长,刀片可以转位六次,经济性好2)内孔车刀根据以下切削方式选择内孔车削刀具形式与主偏角:带修光刃的螺纹刀片3)螺纹车刀•可加工出包括牙顶在内的完整螺纹牙型•保证了正确的底径和顶径•在车削螺纹前,毛坯不需车削,车后不需去毛刺外螺纹车刀内螺纹车刀4)切断切槽刀•QZQ,QZSR,QZS,QT四大系列•最小切槽宽度1.1mm•最大切断直径60mm•左刀右刀任意选择三、数控车削用刀具的特点:(1)精度高:刀片刀杆精度高并采用微调刀杆提高刀具精度(2)可靠性好:结构可靠断屑稳定(3)换刀迅速:提高加工效率(4)刀片材料:硬质合金涂层材料(5)刀杆截形:方形圆形(与车床刀架系统有关)四、刀具切削部分的材料应具备的基本性能。•①硬度和耐磨性。刀具材料的硬度必须大于工件材料的硬度,一般情况下,要求其常温硬度在60HRC以上。通常,刀具材料的硬度越高,耐磨性也越好,刀具切削部分抗磨损的能力也就越强。耐磨性还取决于材料的化学成分、显微组织。刀具材料组织中硬质点的硬度越高,数量越多,晶粒越细,分布越均匀,则耐磨性越好。此外,刀具材料对工件材料的抗黏附能力越强,耐磨性也越好。•②强度和韧性。由于切削力、冲击和振动等作用,数控车床刀具材料必须具有足够的抗弯强度和冲击韧性,以避免刀具材料在切削过程中产生断裂和崩刃。•③耐热性与化学稳定性。耐热性是指刀具材料在高温下保持其硬度、耐磨性、强度和韧性的能力。耐热性越好,则允许的切削速度越高,同时抵抗切削刃塑性变形的能力也越强。•化学稳定性是指刀具材料在高温下不易和工件材料、周围介质发生化学反应的能力。化学稳定性越好,刀具的磨损越慢。•除此之外,刀具材料还应具有良好的工艺性和经济性。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 8825866
8825866
本文标题:数控车车削刀具应用
链接地址:https://www.777doc.com/doc-3703310 .html