您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 1[1].夹具设计流程讲解
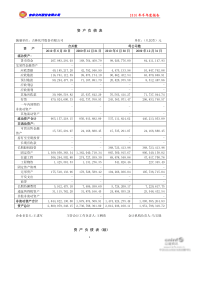
装焊部培训教程—设计流程制作:黄洪军2011-4-6讲解内容:1.设计夹具前需明确的事项(附:夹具各组成部分设计要求)2.焊枪的选择3.夹具方案设计4.常用单元设计时注意事项5.BASE基板设计及注意事项6.夹具3D设计后需检查的内容7.出2D图标准及注意事项8.出精度检查及注意事项9.气路图、电控图需准备的资料。气动元件学习10.如果时间允许简单设计一套夹具(资料准备)1.设计夹具前需明确的事项整体要求:左右对称以左边为设计基准,设计完成后对称到右边模拟对照;夹具平均作业高度应为800mm~850mm;焊装夹具设计时应考虑汽车覆盖件的外表面,门盖可视部位的焊点应有防止出现焊点压痕的保护措施,保护板的材料选用CuCr1Zr(铬锆铜),其有效板厚10~12mm,而且应该为活动机构;对刚性较差的大型零件应考虑工件抬起机构,举升机构支撑块材料为聚氨脂(邵氏硬度60—80);升降行程在100mm以下时,可以采用分体式举升机构;在100mm以上时,采用一体式举升机构,上升端、下降端碰到限位器都应停止。对不便于施焊的焊点应设计焊钳导向机构,保证焊接点的准确位置,焊钳导向块的材料选用MC尼龙。侧围门洞处、门盖区门洞处以及侧围流水槽处的焊接应该采取保护措施或焊钳导向机构,保证焊钳不与外板件相碰,并且尽量保证流水槽处焊点有较少的压痕;附:夹具各组成部分设计要求1.设计夹具前需明确的事项表面件的导向杆要求有塑料套,避免外表面件磕碰;夹具设计中需要增加磁铁的地方,磁铁需选用耐强磁性的,且必须充分考虑对相应工件的吸附力,原则上磁铁直径不小于Ф10mm,磁铁外侧应嵌入铜套;所有夹具都必须紧固件都必须在设计中装到位。型板厚度:地板及地板梁工位中采用19mm,四门两盖及侧围工位采用16mm,气体保护焊用19mm,设计时每个型块须能单独调整。连接方式:型块间连接一般采用两钉(M8)两销(∮8),空间不允许的情况下可以采用两销一钉。调整垫片:调整垫片采用19x65mm、19x50mm,厚度3mm(1+1+0.5+0.3+0.2),非标垫片出图加工数量为设计所需数量的两倍附:夹具各组成部分设计要求1.设计夹具前需明确的事项定位销:定位销直径比冲压件孔直径小0.2mm,伸出冲压件长度为5-7mm,定位销与连接板的固定方式应采用螺母锁紧,除非焊接空间不够不可采用顶丝锁紧;定位销沿轴线垂直方向两向可调;定位销尺寸参考米思米设计,受力较大的定位销销座可用对角打两钉(M10)两销(∮10)的方式连接;活动定位销必须有导杆、导套,导套长度大于导杆直径的2.5倍,工作状态时,悬臂长度不大于导套内导杆长度的1.5倍;采用螺母孔定位时定位销直径尺寸规定如下:M4—3.14mm,M5—4.03mm,M6—4.81mm,M8—6.54mm,M10—8.27mm,M12—10mm,公司标准制定中上述为暂定。螺柱焊套筒:轴线需垂直于螺柱所在的钣件平面,套筒设计时离开钣件3mm;对于钢性较差的钣件,在夹具设计时,植钉处需追加相应的钣件支撑(支撑如在螺钉正下方的,支撑块的材料需选用铬锆铜),以保证植钉的焊接质量。附:夹具各组成部分设计要求1.设计夹具前需明确的事项BASE设计:大型底板槽钢交错米字型布置,开口向外,中间加强筋用槽钢间距不宜大于800mm,焊接接头处贴20mm厚板,在调整螺栓处增加起吊板作为支撑,调整螺栓间距不大于800mm(按照中间加强筋布置),槽钢BASE为焊接结构件。焊接后要进行退火去应力处理。表面要做防锈处理。并且在BASE面内刻线。附:夹具各组成部分设计要求1.设计夹具前需明确的事项基准孔:基准孔孔径要求为ø10H7,并要加盖板保护,基准孔空间分布要合理(一组至少要三个,孔间距要大于BASE板长、宽的3/4以上,对于大型夹具要考虑适当增加检测基准孔的组数)气缸选型要求:在夹具设计时,需满足各压紧点的压紧力不小于30kgf,夹紧缸50以下缸径的一般不采用,其它气缸40以下缸径的一般不采用;在夹具设计时,气缸的行程选择必须在理论压紧点后还预留有5mm以上的运动行程,长行程的气缸需留10mm以上的行程。在弧焊工位,在焊接区附近的气缸要采用耐焊渣型气缸或进行适当防护;人工工位的气缸需进行必要的焊钳撞击相应的防护。滑台设计不允许单根滑轨,每个滑台至少有两根滑轨四个滑块,两根滑轨都要两边定位,一边用圆柱销定位,一边用偏心销锁紧,主滑轨上滑块与底板要求精确定位,辅滑轨上的滑块与底板螺钉连接。滑轨要设计防尘罩,并且检查上油方法是否合理。附:夹具各组成部分设计要求1.设计夹具前需明确的事项紧固件:采用国标内六角螺栓及米思米定位销机加工面不加弹垫,非机加工面需加弹垫•材料规定及表面处理•定位销材料40Cr,镀锌(或者铬);•下型块材料45,发黑处理;•上型块材料Q235-A,发黑处理;•其余销类、轴类零件材料45,发黑处理;•关键部位如钩销采用合金钢,镀铬;•其余零件优先选用Q235-A。•公差要求•支撑板0/-0.1;•压臂0.1/0;•上型块、下型块+0.1/-0.1附:夹具各组成部分设计要求1.设计夹具前需明确的事项•明确设计任务书中的节拍,确认此序焊接是否满足甲方技术•协议中节拍的要求。一般生产节拍可按下式计算:T节拍=全年工作日x每日班次x每班工时xK1xK2/年纲领式中,K1为工时利用率,一般取0.9;K2为设备利用率,一般取0.8-0.9。例:节拍:双班8万,250天,320台/天,约3Min/台•明确夹具控制方式(气动,电控,手动)•明确外购件厂家标准件形式。(仔细阅读技术协议,一般技术协议中都会明确指出:焊装夹具应采用SMC/CKD气动元件、气阀,气路采用双层气快夹采用GOODHAND或嘉刚品牌,快夹采用GOODHAND或嘉刚品牌)•明确焊枪厂家,选出合适的焊枪(一般平面点用C型枪,立面点用X型枪,喉深喉宽较大的位置尽量选择X型枪)2.焊枪的选择•明确焊枪厂家,选出合适的焊枪(一般平面点用C型枪,立面点用X型枪,喉深喉宽较大的位置尽量选择X型枪)焊枪选择时注意进枪打点及打点后退枪方便,焊枪打点时电极必须与板件垂直。2.焊枪的选择•以浙南焊枪C25-2923为例说明,焊枪的参数及应用的方法。2.焊枪的选择•焊枪的喉深和喉宽的选择方法:为了进枪方便:汽缸的辅助行程L+50mm(L为夹具体开口范围尺寸)2.焊枪的选择•焊枪的两个工作状态图。辅助行程一般是在进枪、退枪时用,工作行程是在打点时用。汽缸辅助行程尺寸:100mm汽缸工作行程尺寸:20mm3.夹具方案设计•整理数据。(熟悉设计工序的的板件数量及放件的顺序)•在板件焊点处放焊枪(注:焊枪要与板件垂直)。•放置定位销及定位支撑夹紧,完善单元结构。•根据仕样书确定单元结构合理性,一般板件定位是两个销子定位(一圆一菱)、一圆销加导向面、完全形定位。•出3D的设计图,注:为了方便设计一般都建立3D标准件库及3D外购件。提高设计效率。•设计BASE板,完成总装配图。•静态干涉检查:检查单元间干涉情况,单元与焊枪干涉情况、取放件是否方便•动态干涉检查:单元间动作过程中是否有干涉,单元动作是否和板件干涉3.夹具方案设计•整理板件(确定放件顺序,按顺序掉入总图,明确板件的厚度及返料厚方向)一般车厂会在数据中都会指明板件料厚及返料厚方向,也有些车厂给板件列表,在表中指明料厚及返料厚方向。请大家注意:板件料后一定要确认清楚,否则会给零件加工及三坐标测量带来很多的问题。3.夹具方案设计•确定操作者的操作位置、选焊枪、插焊枪,检查操作者是否操作方便,如果不便是加旋转机构,还是增加操作人员。•插焊枪(在板件焊点位置处垂直于板件放置焊枪,注意:小板件一定要保证焊枪垂直板件以及焊枪位置的准确性)以此工位分析,此套夹具焊枪打点在两侧,如果是一个操作者就需要在一侧打完点后,再走到另一侧打点焊接。增加旋转机构可以解决人打点的效率。如果操作空间不允许或夹具旋转操作不便。那就最好增加一名操作者以方便焊接打点的效率。3.夹具方案设计•确定基板BASE高度位置:根据板件、焊枪以及仕样书中单元结构形式确定基板高度的初步位置。•按仕样书做各个单元的3D结构,以FM05为例设计单元3.夹具方案设计•按仕样设计单元的结构形式→选择夹具的旋转中心(旋转中心一般在板件边缘下25度位置选取为宜)→选择气缸的缸径及行程(缸径用于气缸力的调整,缸行程用于夹具打开距离的调整)夹紧力F=气缸力*M/L(注:夹紧力一般在30KG以上,地板梁一般在50KG以上)旋转中心一般在汽缸行程的1/2处,这样汽缸的摆动最小,打开最大。即H=1/2ST3.夹具方案设计•夹具打开距板件边缘30mm以上为宜。•按夹具仕样书把各个单元设计完成后,再检查单元之间,单元与焊枪之间的干涉情况,调整结构。3.夹具方案设计•气缸输出力表,一般气源在5个大气压下•40气缸输出62Kg•50气缸输出98Kg•63气缸输出156Kg•80气缸输出251Kg•100气缸输出393Kg•125气缸输出615Kg•140气缸输出770Kg•160气缸输出1005Kg•180气缸输出1272Kg•200气缸输出1571Kg•250气缸输出2454Kg•300气缸输出3534Kg样本查询位置:双作用气缸输出力表在SMC样本的XI页查询4.常用单元设计时注意事项(1)单支撑结构设计要点:合理设计结构,尽量使设计成本最小化,如果支撑数量少可以设计成40方管连接的结构,控制成本。4.常用单元设计时注意事项(2)气动支撑夹紧结构设计要点:合理选择旋转点的位置,保证气缸打开后零件能顺利取出。空压紧、钣件斜度较大时需加限位挡块约30mm零件夹紧块约30mm4.常用单元设计时注意事项(3)车型切换用结构设计要点:车型切换用单元:基于成本上考虑:优先选用左侧转轴结构形式,其次选用右侧滑轨结构。4.常用单元设计时注意事项(4)手动支撑夹紧结构设计要点:手动单元夹头部分需要和夹钳现场配焊,设计时注意上打销的调整以及是否制作工艺连接孔。4.常用单元设计时注意事项(5)连杆式(双回转轴)夹紧结构:设计要点:可以增加打开角度,即夹紧块与零件之间距离加大,提高作业性,但连杆根部回转轴负荷大、易松动,因此尽量不使用这种结构。铰链合件为双回转点,气缸缸体需用支架固定在连接板上注意:汽缸头销孔中心选择在H-LINK上面转轴下方2MM处。并且需满足ML/24.常用单元设计时注意事项(6)伸缩式定位销机构设计要点:此结构适用于板件定位孔与取件方向有角度。作用是能够实现取件。4.常用单元设计时注意事项(7)自锁机构设计要点:此结构适用突然气源停止供气,机构不稳定,损坏工件。此结构也适用于承载重负荷结构锁死,锁死后气缸不受结构冲击力,延长气缸的使用寿命。4.常用单元设计时注意事项(8)手动上打销结构设计要点:此结构适用于板件定位孔倾斜、或下面板件无工艺孔,所采取的工件定位方式。注意点:需安装限位结构、旋转中心与板件孔位于一条直线上,这样才能够顺利脱销。4.常用单元设计时注意事项(9)二级夹紧机构设计要点:此结构适用于一级夹紧无法实现,或打开高度过高的情况。注意点:一级夹紧力适当加大,防止二级夹紧时结构不稳定,一级夹紧旋转轴用带轴承的铰链。此结构应用外观板件的支撑,中间支撑为Q235A,两面支撑为聚氨酯材料。防止外板件划伤。4.常用单元设计时注意事项(10)滑动机构设计要点:此结构多用于车身总装配,及多车种切换。注意点:滑轨滑块都需要定位,并且考虑滑块加油口能够注油,单根滑轨结构不建议使用。4.常用单元设计时注意事项(11)回转机构设计要点:此结构多用于小夹具四周都有焊点的夹具,转动夹具节省人员行走的时间。注意点:滑轨滑块都需要定位,并且考虑滑块加油口能够注油,单根滑轨结构不建议使用。。4.常用单元设计时注意事项(12)举升机构举升机构通常有一体式、分体式两种。一体式举升机构零件支撑动作同步性好,但占用空间大,影响焊装操作性,当举升行程较大时使用;分体式举升机构的各个独立举升单元动作很难同步,仅在举升行程≤100mm时使用。4.常用单元设计时注意事项(1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 youyangcf
youyangcf
本文标题:1[1].夹具设计流程讲解
链接地址:https://www.777doc.com/doc-3705485 .html