您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > QFSN-300-2型发电机安装说明书(静止励磁)
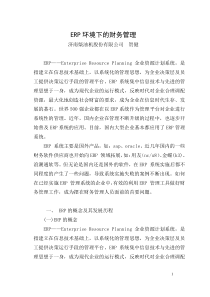
QFSN-300-2型汽轮发电机安装说明书OEA.412.318(采用静止励磁系统)共17页第1页会签1安装概述1.1汽轮发电机组的安装范围包括主机和辅机两大部分。本说明书详细论述主机部分的安装,辅机部分的安装详见辅机安装说明书。1.2本型发电机在安装、检查、试验时应按制造厂提供的有关图纸及技术文件进行。1.3安装过程中每项检查、试验的结果都必须有详细的正式记录,至少一式三份,一份自存、一份交用户、一份交制造厂代表。1.4承担安装的施工单位,安装前必须熟悉制造厂及设计单位的有关文件和图纸,针对每道工序的安装技术要求,制定相应的技术措施和安全措施,确保安装质量的可靠和人身、设备的安全。1.5本说明书中未说明部分,可参照国家标准和行业标准的有关规定进行。1.6本说明书中提供的尺寸、数据及其附图中的尺寸、结构如与随机供给的设计图纸有差异时,以随机设计图纸为准。2发电机定子的就位2.1定子就位前的准备2.1.1铲平并清除基础顶部所有松散或多余的混凝土,清除厚度应在30—90mm范围内。2.1.2必须把伸出基础表面的套管割掉,使之与基础平齐。2.1.3找好机组的纵、横轴线,检查座板螺孔、电缆孔、通风孔等分布的正确性。2.1.4检查纵、横向键的预埋块、尺寸、相对位置、突出高度、牢固性。2.1.5用溶剂清洗机座底脚、座板、纵、横向键、单张垫片等。2.2定子的起吊与就位2.2.1将带垫片的座板在近似于基础的最终位置上就位。就位时要考虑到发电机定子沿轴向的预移量。2.2.2阶差垫片的布置应严格按发电机底脚垫片的阶差布置图(见附图8)。在将座板及垫片连接到机座底脚下面之前,要将每组垫片平均增加适量的厚度(2张0.20mm垫片),以做最终找正时调节余量。2.2.3将座板连接到机座底脚之前,务必将所有千斤顶丝下的支柱放入到座板孔内。将出线盒置于发电机地坑励端,并使之便于起吊。2.2.4必需用专用吊攀起吊和移动定子(严禁吊挂和推拉其它部位)。日期签字版次处数文件号签字日期版次处数文件号签字日期标02QFSN-300-2型汽轮发电机安装说明书OEA.412.318(采用静止励磁系统)共17页第2页会签起吊定子的措施及起重设备,由施工单位负责。必须保证安全可靠,必要时先进行模拟试验。2.2.5用千斤顶及吊攀操作,使发电机定子就位。用联接螺拴将带垫片和顶丝支柱的座板把合到发电机的底脚上,把合力矩约为9000Nm。2.2.6确保座板的准确位置,以便在使用顶丝抬高发电机定子时,千斤顶丝的支柱不致接触座板。千斤顶丝的安装见附图1。2.2.7使发电机定子重量移到顶丝上,并使各顶丝上的载荷均匀。2.2.8定子就位后,在穿入转子前应完成下列工作:(1)用大功率吸尘器清理定子内部,确保无杂物遗留。(2)用电桥或万用表测量定子各测温元件的直流电阻值。(3)用250V兆欧表或万用表测量定子各测温元件的绝缘电阻,其对地绝缘电阻应不低于1MΩ。(4)检查定子机座各结合面的平面度和光洁度,清除其毛刺和凸起部分。(5)检查定子绝缘引水管是否有碰瘪现象及机械损伤,若发现损伤须用备品更换。(6)检查定子绕组的绝缘。在发电机出口引线与外部引线断开时,每相对地(其它两相接地)的绝缘电阻在用2500V兆欧表测量时,其值应不低于200MΩ。(7)安装氢气冷却器罩和氢气冷却器:a将冷却器罩用吊车吊起就位,把合前将HDJ892密封胶预填于密封槽内,然后均匀把紧所有螺栓。b用专用工具再次注入HDJ892密封胶于密封槽内。注入方法:选一个注胶孔开始缓慢注入,在相邻孔流出即可。依次注入,直到全部注满为止。c进行氢气冷却器的严密性试验。进行水压为0.6MPa(表压)的试验,30min压力无变化,或0.4MPa(表压)的气密试验,6h不得泄漏。d组装氢器冷却器。将密封垫套在冷却器法兰结合面处,密封垫两面均匀涂一层750—2密封胶,然后将冷却器吊起插入冷却器罩,把紧所有结合面螺栓。(8)进行定子单独气密试验(试验按JB/T6227—92《氢冷电机密封性检验方法和评价》)。3出线盒及引出线的安装日期签字版次处数文件号签字日期版次处数文件号签字日期标02QFSN-300-2型汽轮发电机安装说明书OEA.412.318(采用静止励磁系统)共17页第3页会签3.1用四个手动葫芦将出线盒沿导向螺杆拉向定子机座,把合前预填HDJ892密封填料于接合面密封槽内,然后把紧所有螺栓。3.2进行瓷套端子水路的气密试验。试验压力为0.4MPa(表压),稳定后历时4h无渗漏。3.3安装瓷套端子(参见附图2)。3.3.1斜端瓷套端子的安装步骤:(1)把吊架装到瓷套端子上(注意瓷套端子的方位)。用吊架上的中心孔以及机座上通过吊绳的孔,把瓷套端子升到恰当的高度,然后安装控制柄。(2)把密封垫套在瓷套端子上,在密封垫两面均匀涂一层750—2密封胶。用手动葫芦牵引瓷套端子到出线盒法兰处,然后按图纸规定的力矩把紧所有螺栓。3.3.2垂直瓷套端子的安装步骤:(1)首先安装导向螺杆,然后将瓷套端子引上导向螺杆(注意瓷套端子的方位),把托盘装到导向螺杆上,螺杆下部带上螺母,使瓷套端子坐到托盘上。(2)将密封垫套在瓷套端子法兰上,密封垫两面要均匀涂一层750—2密封胶。利用吊绳将托盘和瓷套端子提升,把紧所有接合面法兰螺拴。3.4安装主引线及柔性联接线。绝缘引水管、中性点母线板的安装应随之完成。3.5进行定子绕组水路的严密性试验,此项试验必须在主引线及柔性联接线安装后进行。3.5.1进行定子绕组水路的严密性试验,在定子绕组水路通入清洁无机械杂质的空气或氮气,缓慢升压至0.3Mpa,待稳压后历时8h。如有渗漏用卤素检漏法找出漏点,并加以消除。3.5.2卤素检漏法:先向定子绕组水路通入25g氟利昂,再通入清洁的空气或氮气升压至0.3Mpa,然后用检漏仪在定子两端巡回检漏。3.6定子绕组水路的严密性试验合格后,进行主引线及柔性联接线的绝缘包扎工作,具体要求按图纸02A2231规定进行。4轴承的安装4.1轴承的初安装4.1.1定子单独气密试验结束后,拆下两端上半端盖,将下半端盖油室清理干净。日期签字版次处数文件号签字日期版次处数文件号签字日期标02QFSN-300-2型汽轮发电机安装说明书OEA.412.318(采用静止励磁系统)共17页第4页会签4.1.2研刮和检查端盖和轴承套垫块接触情况,以及轴瓦下半球面(外球面)与轴承套上的垫块(内球面)接触情况。要求每平方厘米接触1—2点的面积不低于80%,且均匀分布。4.1.3检查轴承巴氏合金应无夹渣、气孔、凹坑、裂纹或脱胎缺陷。4.1.4检查轴承座垫块固定是否牢固,以及绝缘情况。用1000V兆欧表检查,其绝缘电阻值应不低于10MΩ。4.1.5检查轴承测温元件的绝缘情况。用250V兆欧表检查,其绝缘电阻值应不低于1MΩ。4.1.6上述检查和调整完结后,依次将轴承座、下半轴瓦、上半轴瓦进行预组装。4.2轴承的最终组装4.2.1轴承的初安装检查合格后,将轴承全部从下半端盖上拆出,准备穿转子。4.2.2待转子穿入定子后,既开始安装轴承套、下半轴瓦,将转子负荷落到下半轴瓦上,替换出转子支撑工具。4.2.3开始安装轴封装置(详见轴封的安装部分)。4.2.4将测瓦温的铜热电阻温度计装好。4.2.5用专用工具安装上半轴瓦。4.2.6把紧水平螺栓后,上、下半轴承水平合缝面用0.05mm塞尺检查应塞不进。4.2.7检查轴与轴瓦的顶部间隙,应符合附表的要求。4.2.8安装上半端盖,把合前应将HDJ892密封填料预填于接合面密封槽内。4.2.9将轴承顶块把合到上半端盖上。检查轴承顶块与上半轴瓦外球面的间隙,其值应符合附表的要求。4.2.10安装外挡油板及外挡油盖,其与轴的间隙应符合附表的要求。5转子安装5.1概述转子安装做为汽轮发电机的重要工序,应按照以下程序进行,以便在转子穿入定子前将所应进行的各项检查项目进行完毕,避免返工。5.2转子穿入定子前的检查5.2.1转子气密试验(1)转子穿入定子前必须进行转子气密试验。用专用盖板封好进气日期签字版次处数文件号签字日期版次处数文件号签字日期标02QFSN-300-2型汽轮发电机安装说明书OEA.412.318(采用静止励磁系统)共17页第5页会签端中心孔(励端),然后通入清洁干燥的压缩空气,缓慢升压至0.4MPa(表压),稳定后历时6h,其压降不应超过0.04MPa。(2)为了检查导电螺钉处的微小漏气,应使被检查的螺钉竖直向上,然后在其周围倒入无水乙醇检查,或用卤素检查,然后消除漏点。(3)转子气密试验过程中,严禁使用任何导电液体及腐蚀性液体进行检漏。5.2.2测量转子绕组的冷态直流电阻,同时记录室温。5.2.3在380V电压下,测量转子绕组的静态交流阻抗值(在机组的启动过程中,还应测量不同转速下的转子绕组的动态交流阻抗值)。5.2.4测量转子绕组的绝缘电阻值。测量步骤:(1)首先用500V兆欧表进行初步检查,并将测得值与制造厂产品合格证之值进行比较。(2)当所测得值与合格证之值比较无明显降低时,可用2500V兆欧表进行正式测定其绝缘电阻值。5.2.5进行转子绕组的通风孔的检查试验(详见《JB/T6227—92汽轮发电机直接冷却转子通风道检验方法及限值》)。5.2.6协商是否进行转子绕组的介电强度试验。5.2.7将转子槽楔通风孔的“塞堵物”(用于保护及试验)全部拆除,并严格保证没有遗漏(切记!!!)。5.3穿转子前的准备5.3.1将汽端和励端下半内端盖把合到定子机座上(不装导风环)。将励端的外端盖下半用工具悬挂在定子机座上,其中心下降550mm。把汽端外端盖下半把合到定子机座上。均不装轴承座。5.3.2在把合外端盖前,应预填HDJ892密封填料于接合面密封槽内。5.3.3用大功率吸尘器仔细清理定子内部及转子表面的灰尘和杂物。检查绝缘引水管有无损伤和弯折现象。5.3.4通过机座两端下部的人孔,将定位筋支撑螺栓旋紧。此螺栓在定子两端共8个。穿转子前须将此8个螺栓旋紧并用螺帽锁死。穿完转子后,将此螺栓旋松,同样用螺帽锁死。每次装拆转子都必须重复同样的步骤,也即在装拆转子时,转子在定子铁芯上滑动过程中,该螺栓必须处于旋紧状态,以免弹性定位筋变形。5.4穿转子的方法及其程序5.4.1穿转子工具及穿转子过程参见附图3及附图4。日期签字版次处数文件号签字日期版次处数文件号签字日期标02QFSN-300-2型汽轮发电机安装说明书OEA.412.318(采用静止励磁系统)共17页第6页会签5.4.2将转子本体槽楔保护工具包绕在转子本体中间位置,将轴颈滑块把合到汽端轴颈上,将小车把合到励端指定部位上。5.4.3将滑板及铁芯保护工具铺到定子铁芯上,滑板及轴颈滑块要用石腊涂拭。5.4.4吊起转子并呈水平状态,将转子插入到图4位置Ⅰ时,将轴颈滑块落在滑板上,使转子向汽端滑动。5.4.5将转子两个本体滑块前后联接在一起,中间间距为100mm。在前后两端系上涤玻绳,以备滑入和抽出时牵引。当转子本体进入定子铁芯内腔如图4位置Ⅱ时,垫入联接后的两个本体滑块并将其前端牵引涤玻绳固定在汽端联轴器上,使本体滑块同转子同步滑动,后端牵引绳留在励端定子外,以备抽出时用。转子继续向前滑动。5.4.6当转子滑动到如图4位置Ⅲ时,即汽端联轴器露出定子210mm时停止滑动。吊起转子汽端,将轴颈滑块转到上方。然后从联轴器上解下本体滑块的牵引绳,并从励端将本体滑块抽出。然后继续向前移动转子。5.4.7当转子滑动到如图4位置Ⅳ时,在汽端下半端盖上装上转子支撑工具,拆下轴颈滑块,将转子汽端用转子支撑工具支撑住,吊起转子励端,拆下小车,抽出定子铁芯保护工具,升起并把合励端下半端盖,用转子支撑工具支撑住转子。5.4.8抽转子按相反程序进行。5.4.9装抽转子时应注意,严禁将护环、集电环、风扇座环、槽楔等要害部位做为受力点。5.4.10装两端风扇叶。风扇叶要对号入座并注意风扇叶的方向,按图纸规定力矩把紧固定螺母,并锁好止动垫片。5.4.11安装轴承座及下半轴瓦(详见轴承安装部分)。将转子轴颈落到轴瓦上,拆下转子支撑工具。6轴密封装置的安装6.1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 vovil
vovil
本文标题:QFSN-300-2型发电机安装说明书(静止励磁)
链接地址:https://www.777doc.com/doc-3748189 .html