您好,欢迎访问三七文档
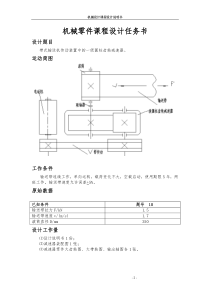
Page注塑工艺成型五要素1工程技术部:杨波Page•注塑成型五要素有那些?•压力(Mpa)•速度(%)•行程(mm)•时间(S)•温度(℃)2Page压力是用来克服流动阻力体现速度的注塑压力的设定值是填充阶段压力的限制值,实际压力看注塑机的显示《压力曲线图》(黄色的曲线为实际压力,图表从右向左看)曲线图的实际应用:当产品出现局部微量短射时(缺料),如何确定应增加压力,还是提高速度,或者压力速度都需提高?当实际压力还未达到设定值,实际速度已达到设定值时,应提高速度的设定值;当实际压力已达到设定值,实际速度还未达到设定值时,应提高压力的设定值;当实际压力已达到设定值,实际速度也达到设定值时,压力及速度的设定值都需提高。3注塑压力的设定:Page注射成型工艺界面4Page注塑压力曲线图5Page注射速度曲线6Page•转压点:•怎么确定转压点,一般来说转压点是指在零保压压力的情况下把产品打到95%满时,由注射到保压的切换点。对于薄壁产品:一般打到产品的98%,对于非平衡流道:一般为70%-80%,应视具体情况而定。并建议采用慢-快-慢多级注射。•当通过位置来设定转保压点时,设定的转保压时间需大于实际注射的时间3-5S。•转压点过高:产品充模不足,熔接痕,凹陷,尺寸偏小等转压点太低:飞边,脱模困难,尺寸偏大等•保压压力•怎么确定保压压力,优化的保压压力一般为最低保压压力和最高保压压力的中间值,一般是由低到高来设定保压压力。最低保压压力:在准确的转压点基础上,给予一定的保压压力,当产品刚出现充模不足时的保压最高保压压力:在准确的转压点基础上,给予一定的保压压力,当产品刚出现毛刺时的保压压力。(从最低和最高保压压力我们可以看到产品工艺波动的安全范围)一般来说:•PA保压压力=50%注射压力•POM保压压力=80%注射压力;对于尺寸要求高的产品可达到100%注射压力•PP/PE保压压力=30-50%注射压力7注塑保压设定Page背压•一.背压的形成•在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压.背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力,全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。•二.适当调校背压的好处:•1.能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性2.可将熔料内的气体“挤出”,减少制品表面的气纹、内部气泡、提高光泽均匀性3.减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象4.适当提升背压,可改善制品表面的缩水和产品周边的走胶情况5.能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性.•三、背压太低时,易出现下列问题•1.背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多2.会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大3.制品表面会出现缩水、气纹、冷料纹、光泽不匀等不良现象4.产品内部易出现气泡,产品周边及骨位易走不满胶•8Page背压•四、过高的背压,易出现下列问题•1.炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)•2.对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差•3.背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降•4.背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑•5.在啤塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致射嘴附近的发热圈烧坏•6.预塑机构和螺杆筒机械磨损增大•五、背压的调校•注塑背压的调校应视原料的性能、干燥情况、产品结构及质量状况而定,背压一般调校在3-20kg/cm3.当产品表面有少许气花、混色、缩水及产品尺寸、重量变化大时,可适当增加背压。当射嘴出现漏胶、流涎、熔料过热分解、产品变色及回料太慢时可考虑适当减低背压.••背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用9Page注塑机射出设定10注射位置注射压力注射速度保压压力保压速度保压时间保压切换方式产品的重量的调节:保压(多送点料)+背压(增加密度)Page高低压合模的设定方法11•高低压合模的调试方法:•1:低压压力设定•a在能合上模具的前提下低压压力应设定尽可能低,只要能可靠抵消合模之磨擦阻力(模板与导柱之磨擦阻力,动定模接触后导柱导套磨擦阻力,斜导柱滑块之磨擦阻力,还有动模板与支撑部件之磨擦阻力等等)即可•b要设置充分的低压保护行程(应大于产品的尺寸,有机械手时应大于机械手的夹具尺寸),太大的低压保护行程会影响低压保护压力与低压保护时间的准确设置,所以要设置合理合适•c要测算低压保护开始至结束的实际时间,把低压时间设置成略大于实际时间(余量0.1秒以下,以保证在有异物时及时停止合模动作信号输出),低压保护的原理就是在一定的低压时间内,电脑无法采样到高压信号,电脑则判定模腔内有异物,此时电脑原则上应停止合模信号输出,同时报警并输出开模信号。•2:高压压力设定•根据理论锁模力计算方法算出理论所需锁模力,根据理论锁模力的大小设定实际锁模力,实际高压压力一般略大于理论锁模力即可。•把高压行程位置先设定偏大,此时依经验逐步减小高压行程位置,直到无法起高压或注塑机曲臂无法伸直时再略微调大高压行程,使锁模力能够可靠实现即可。以下图为例:1.3位置不能起高压,1.7位置可以起高压,那么我们则在1.7的基础上再增0.1-0.3即可,设定小了合不上模异常报警多,设定大了保护系数降低。Page注塑机开合模界面12先通过经验或者尝试来判断高压位置点Page13•定义:在一定压力作用下,熔胶从喷嘴注射到模具中的速度•作用:•注射速度提高将使充模压力提高•提高注射速度可使流动长度增加,制品质量均匀•高速射出时粘度高,冷却快,适合长流程制品•低速时流动平衡,制品尺寸稳定•设定原则:•防止胀模及避免产生飞边•防止速度过快导致烧焦•保证制品品质的前提下尽量选择高速填充,以缩短成型周期注射速度过快易出现焦斑,飞边,内部气泡或造成熔体喷射注射速度太慢:易出现流动痕,熔接痕,并且造成表面粗糙,无光泽注射速度Page开合模具速度•定义:模具打开,闭合时的速度•作用:合理的开锁模具速度是保证机台及生产正常运行的必要条件•设定原则:•保证机台运行平稳,振动最小•所设定的开锁模速度应使得开锁模所需时间应尽量短•开锁模速度切换合理•最大的开锁模距离应由最大的开锁模速度来完成•遵循由慢-快-慢的原则14Page顶出前进后退速度•定义:开模后顶针顶出及后退之速度•作用:保证产品顺利脱模而又不致于产品变形,扭曲或被顶裂•设定原则:•前段顶出低压慢速10-20MM,防止产品变形或顶裂(有效的保护模具)•后顶出快速,但需保证顶出平稳15Page•行程要包括注塑/计量/松退/开合模/顶出计量行程是指螺杆前部储料室内的长度•当注塑成品95%状态时转保压,这是注射行程的切换;•当注塑程序终止后,螺杆处在料筒的最前段位置,预塑程序开始时螺杆开始旋转,螺杆在物料的反压力作用下后退,直到螺杆后退到实行的设定位置结束:•当计量结束后通常塑料会出现流延,此时通过设定松退行程实现抽胶可以解决流延现象;•开模行程取决于模具的大小,只要能够方便快速的取出产品,开模行程设定越小越好以缩短成型周期.•顶出行程同样取决于模具的大小,只要能够方便快速的取出产品,顶出行程设定越小越好以缩短成型周期16动作行程Page射出行程•定义:注射过程中螺杆所处的位置变化(包含了计量行程在内)•作用:结合速度,压力控制塑胶流动状态•设定原则:•计量行程由成品充填量决定,通常在此值上加10-20MM缓冲量来决定最终设定•第一段行程通常以低压慢速充满热流道,料柄为原则设定•第二段行程通常以高压快速充满产品90%状态为原则设定•第三段行程通常以低压慢速以充满产品95%状态为原则设定•(设定原则:越简单越好,工艺波动小,产品尺寸相对较稳定)17Page开模行程•定义:公母模分开后公模所处的位置:•作用:保证脱模取件时各动作能顺利执行•设定原则:•各切换位置间距不得小于30MM•最大的距离应由最大的速度来完成完成•最大开模位置应由方便取件(包括机械手)且取件时不致于触碰到母模面为原则•最大开模位置应使得成型周期尽量短为依据18Page顶出后退行程•定义:顶针顶出,退回的极限位置•作用:用于限制顶针前进,后退的距离,确保制品顺利脱模以及顶针准确复位•对部分弹簧复位之模具,顶出行程兼有顶出限位保护之作用•设定原则:•顶出距离应遵循由小到大能顺利脱模的原则•无顶出限位柱之弹簧复位模具应保证顶出时弹簧不致于被压坏•顶针退回时不能让顶针高出公模面•有滑块之模具顶针一定要退到位,避免合模滑块与顶针干涉•顶出后退的行程一般也不会设定为0位,而是0.5-1.0mm,避免过度报警19Page注塑机顶针动作设定界面20Page21计量行程熔料背压松退行程开模行程合模低压保护设定高压合模位置储料、开合模行程Page•注射时间:•要领:射出时间刚好满足产品95%的状态时;设定原则以越小越好,缩短成型周期•保压时间:•保压时间的确定以浇口冷凝为依据通过产品称重来确定。•保压时间太长:重量超重,容易出现顶白,拉伤,飞边,脱模困难,尺寸偏大保压时间太短:重量不足,产品内部空洞,缩水,尺寸偏小•冷却时间:•要领:降低冷却时间,直到下列条件满足为止;•成品被顶出时不会出现顶白,拉伤,顶裂.•成品尺寸不会随冷却时间的降低而变小•模具的实际温度不会随冷却时间的降低而升高•注塑成型周期:•填充时间•保压时间•冷却时间(包含计量时间)•开合模脱模中子动作安装嵌件取件时间•计量时间就是:储料时间,冷却时间必须要大于储料时间(小于没有意义);冷却时间一般为总周期的1/2左右;22注塑时间设定Page品质统计界面23产品是否稳定:成型周期是否稳定;转保压的位置+保压的终点位置是否稳定来体现;Page•油温:•对于液压机而言是由于机器的不停运作液压油运动摩擦而产生的热能,它是由冷水来控制,在开机时要确认油温在45℃左右,若油温过高或过低均会影响压力的传递•熔体温度:(通过料筒稳定设定来调节:实际炮筒温度为料筒设定温度的±5℃)•怎么确定熔体温度通常熔体温度的确定取决于不同材料的性能,由材料供应商提供。(所用材料的熔体温度及模具温度见材料物性表)•料筒温度的设定熔体温度太高:材料分解(从而造成产品气泡,色差,焦斑,断裂等)熔体温度太低:材料塑化不均,熔体内含冷料(从而造成充模不足,冷料,产品断裂等)•模具温度:•为什么需要模温无论模具温度高低,它的作用始终是为了在稳定生产过程中使模具维持一定的温度,起冷却作用的。真正重要的模温是指模具型腔的温度,而不是模温机上显示的温度。通常,在稳定生产过程中型腔温度会达到一个稳定的动态平衡.(对于大模具在生产之前必须使模具充分加热,尤其是薄壁,且流长比很大的产品模具)•模具温度会影响熔体的流动性和冷却速度因为影响流动性,从而影响产品外观(表面质量,毛刺)和注塑压力;因为影响冷却速度,从而影响产品结晶度,进而影响产品收缩率和机械强度性能.•模温高:流动性好;结晶度高;收缩率大(从而造成尺寸偏小);变形;需要更长的冷却时间•模温低:流动性差(从而造成流动纹,熔接痕);结晶度低;收缩率小(从而造成尺寸偏大)24注塑机温度设定Page注塑机温度设定25实际温度值设定温度值温度设定保温设定模式选择设定时间保温设定:比如POM,PCA
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 forevershin
forevershin
本文标题:注塑成型五要素
链接地址:https://www.777doc.com/doc-3768981 .html