您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > 基于PLC的台车呼叫控制系统的设计与实现
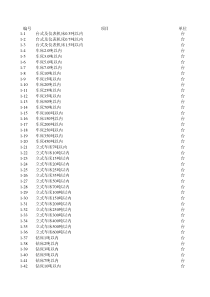
炎黄职业技术学院毕业设计I设计题目台车呼叫控制系统的设计学生姓名窦慧卿学号02030901040专业班级机电一体化(1)班指导老师刘泽法机电工程系2012月06日炎黄职业技术学院毕业设计II台车呼叫控制系统的设计学生:窦慧卿指导教师:刘泽法内容摘要:本设计是一个基于可编程控制器(PLC)西门子S7-200的台车呼叫控制系统,它能够指示台车的停车位和呼叫使能,是否可以呼叫及台车是否到位,能够实现电机正转,电机反转,可以紧急停车等功能。设计阐述了可编程控制器西门子S7-200的功能特点以及操作,提出了系统的总体设计方案。本系统具有价格低廉、高可靠性、高性能和智能化的特点。通过该系统的成功研制和应用,生产效率将大幅度提高,工人的劳动强度将大幅度降低,控制精度也将进一步提高。关键字:可编程序控制器台车电机炎黄职业技术学院毕业设计III目录前言.....................................................................11系统设计方案..........................................................11.1方案的总体框架...................................................11.1.1PLC硬件安排及软件规划.......................................11.2控制要求.........................................................21.3外围设备和I/O地址分配...........................................22可编程序控制器........................................................52.1可编程序控制器概述...............................................52.2可编程控制器的特点...............................................52.3可编程控制器的应用与发展.........................................72.3.1可编程序控制器的应用.........................................72.3.2可编程控制器的发展...........................................82.4PLC型号的选择...................................................82.5西门子S7-200PLC简介.............................................92.6PLC控制系统硬件设计思路........................................103软件设计.............................................................113.1系统流程图......................................................113.2系统梯形图......................................................134设计总结.............................................................20参考文献.................................................错误!未定义书签。炎黄职业技术学院毕业设计1台车呼叫控制系统的设计前言随着现代工业设备的自动化越来越多的工厂设备采用PLC,变频器,人机界面自动化器件来控制,因此自动化程度越来越高。电器控制技术是随着科学技术的不断发展,生产工艺不断提出新的要求而得到迅速发展的。在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担,要求整个工艺生产过程全盘自动化,这就离不开控制系统。控制系统是整个生产线的灵魂,对整个生产线起着指挥的作用。一旦控制系统出现故障,轻者影响生产线的继续进行,重者甚至发生人生安全事故,这样将给企业造成重大损失。台车①呼叫控制系统是基于PLC控制系统来设计的,控制系统的每一步动作都直接作用于台车的运行,其控制重点转向物资的控制和管理要求实时、协调和一体化,计算机之间、数据采集点之间、机械设备的控制器之间以及它们与计算机之间的通信可以及时地汇总信息。因此,台车性能的好坏与控制系统性能的好坏有着直接的关系。台车能否正常运行、工作效率的高低都与控制系统密不可分。它实现了全自动作业后,满足了人们速度、精度、高度、重量、重复存取和搬运等要求,使总体效益和生产的应变能力大大超过各部分独立效益的总和,自动化技术组建成为仓库自动化技术的核心,既可以节省开支,又减少了浪费,因此建立一个便捷、可行的台车呼叫控制系统是十分迫切和需要的。本产品PLC实现自动化开支,解决了劳动强度大、经济效益差的问题。1系统设计方案1.1方案的总体框架1.1.1PLC硬件安排及软件规划为了区别,工位依1~8编号并各设一个限位开关。每个工位设一呼车按钮,系统设启动按钮和停机按钮各1个,台车设正反转接触器各1个,每工位设呼车指示灯1个,但并联接于各个输出口上。系统布置图如图1.1.1-1所示[1]。①台车又叫送料车,是一种安装有脚轮的运送与储存物料的单元移动集装设备。它具有自动行走,液压自动定位脱模(可实现上,下,左,右移动)的优点。本设计主要是实现它的左右移动。炎黄职业技术学院毕业设计2图1.1.1-1系统布置图图1.1.1-2系统方框图整个系统由电源控制电路、按键呼叫控制电路、工作指示灯显示电路、台车控制电路、可编程控制器PLC五部分组成。由电源控制电路提供整个系统的能源,由可编程控制器PLC来读取按键的状态,再经过处理来控制工作指示灯和台车的运动状态。1.2控制要求一部电动运输车供8个加工点使用。台车的控制要求如下:PLC上电后,车停在某个工位,若无用车呼叫(下称呼车)时,则各工位的指示灯亮,表示各工位可以呼车。工作人员按本工位的呼车按钮呼车时,各工位的指示灯均灭,此时别的工位呼车无效。如停车工位呼车时,台车不动,呼车工位号大于停车位时,台车自动向高位行驶,当呼车位号小于停车位号时,台车自动向低位行驶,当台车到呼车工位时自动停车。停车时间为30s供呼车工位使用,其他工位不能呼车。从安全角度出发,停电再来电时,台车不会自行启动。为了区别,工位依1~8编号各设一个限位开关。1.3外围设备和I/O地址分配根据控制要求,系统的输入量有:启、停按钮信号,1号位-8号位的限位开关SQl—SQ8信号,1号位-8号位的呼叫开关SB1~SB8信号;系统的输出信号有:前进、后退控PLC按键呼叫控制电路电源控制电路工作指示灯显示电路台车控制电路炎黄职业技术学院毕业设计3制电机接触器驱动信号,呼叫指示灯信号。共需实际输入点数18个,输出点数2个。配置表如表1.3-1所示:表1.3-1系统I/O资源配置表序号元件名设备名作用1I0.0K1启动按钮开关2I0.1K2停止按钮开关3I2.0SB11号站呼叫按钮开关4I2.1SB22号站呼叫按钮开关5I2.2SB33号站呼叫按钮开关6I2.3SB44号站呼叫按钮开关7I2.4SB55号站呼叫按钮开关8I2.5SB66号站呼叫按钮开关9I2.6SB77号站呼叫按钮开关10I2.7SB88号站呼叫按钮开关11I1.0ST11号站限位开关12I1.1ST22号站限位开关13I1.2ST33号站限位开关14I1.3ST44号站限位开关15I1.4ST55号站限位开关16I1.5ST66号站限位开关17I1.6ST77号站限位开关18I1.7ST88号站限位开关19Q1.0Q1.0电机正传继电器20Q1.1Q1.1电机反转继电器台车自动往返控制系统的工作示意图如图1.3-1所示。控制要求如下:A.按下起动按钮SB0,电动机M正转,台车前进;碰到限位开关SQ1后,电动机M反转,台车后退。B.台车后退碰到限位开关SQ2后,电动机M停转,台车停车5s后,第二次前进,炎黄职业技术学院毕业设计4碰到限位开关SQ3,再次后退。C.当后退再次碰到限位开关SQ2时,台车停止。图1.3-1台车自动往返控制系统的工作示意图对上述台车自动往返控制系统的控制要求进行分析可知其一个工作周期有5个工序,每个工序状态继电器的分配、功能与作用以及转换条件如表1.3-2[2]所示。表1.3-2每个工序状态继电器的分配、功能与作用、转换条件工序分配的状态继电器功能与作用转换条件0初始状态S0PLC上电做好准备M80021第一次前进S20驱动输出线圈Y001,M正转X000(SB0)2第一次后退S21驱动输出线圈Y002,M反转X001(SQ1)3暂停5sS22驱动定时器T0延时5sX002(SQ2)4第二次前进S23驱动输出线圈Y001,M正转T05第二次后退S24驱动输出线圈Y002,M反转X003(SQ3)根据表1.3-2可设计出顺序功能图如图1.3-2所示。SQ2SQ3SB0:X000起动按钮小车SQ1前进:Y001后退:Y002X002X001X003炎黄职业技术学院毕业设计5图1.3-2台车自动往返控制系统顺序功能图2可编程序控制器2.1可编程序控制器概述可编程序控制器(ProgrammableController)通常也可简称为可编程控制器,英文缩写为PC或PLC,是以微处理器为基础,综合了计算机技术、自动控制技术和通信技术发展起来的一种通用的工业自动控制装置。它具有体积小、功能强、程序设计简单、灵活通用、维护方便的一系列的优点,特别是它的高可靠性和较强的适应恶劣工作环境的能力,更是得到了用户的好评,因而在冶金、能源、化工、交通、电力等领域中的到了越来越广泛的应用,成为了现代工业控制的三大支柱(PLC、机器人、CAD/CAM)。2.2可编程控制器的特点★可靠性高,抗干扰能力强[3]现代PLC采用了集成度很高的微电子器件,大量的开关动作由无触点的半导体电路来完成,其可靠程度是使用机械触点的继电器所无法比较的。为了保证PLC能在恶劣的S20S21Y001X001X002S0S22S23T0K50M8002X000前进起动T0暂停Y002Y002后退Y001Y001前进Y002S24Y002后退Y001X001X002炎黄职业技术学院毕业设计6工业环璄下可靠工作,在其设计和制造过程中采取了一系列硬件和软件主面的抗干扰措施。硬件主面采取的主要措施有:隔离----PLC的输入、输出接口电路一般都采用光电耦合器来传递信号,这种措施使外部电路与PLC内部之间完全避免了电的联系,有效的抑制了外部的干扰源对PLC的影响,还可防止外部强电窜入内部CPU。滤波----在PLC电路电源和输入、输出(I/O)电路中设置多种滤波电路,可有效抑制高频干扰信号。在PLC内部对CPU供电电源采取屏蔽、稳压、保护等措施,防止干扰信号通过供电电源进入PLC内部,另外各个输入、输出(I/O)接口电路的电源彼此独立,以避免电源之间的互相干扰。内部设置连锁、环璄检测与诊断等电路,一旦发生故障,立即报警。外部采用密封、防尘、抗振的外壳封装结构,以适应恶劣的工作环璄。在软件方面采取的主要措施有:设置故障检测与诊断程序,每次扫描都对系统状态、用户程序、工作环璄和故障进行检测与诊断,发现出错后,立即自动做出相应的处理,以适应恶劣的工作环璄。对用户程序及动态数据进行电池后备,以保障停电后有相关状态及信息人不会因此而丢失。采用以上抗干扰措施后,一般PLC的抗电平干扰强度可达峰值1000V,脉宽10US,其平均无故障时间可高达30-50万小时以
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 bobo0311
bobo0311
本文标题:基于PLC的台车呼叫控制系统的设计与实现
链接地址:https://www.777doc.com/doc-3770251 .html