您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 给排水/暖通与智能化 > 管道工艺管理流程
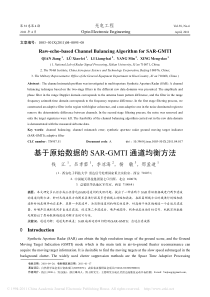
1管道施工基本工序流程施工准备原材料检验管线除锈刷油、标识移植出库管子内部清理管子调直下料切割打磨坡口组对焊接热处理探伤及硬度检测尺寸校核、组对成段清理、封口堆放保管运至现场安装焊接热处理探伤及硬度检测试压油漆补刷保温冲洗、吹扫、清洗气密交工2工艺管道施工技术质量管理基本内容一、施工技术准备图纸会审设计交底施工方案/措施的编制技术交底焊接工艺评定的准备开工报验的准备、资料及其它管理样表的准备施工规范及标准准备管理办法、质量奖罚制度的制定特殊工种合格证的准备焊接工艺卡(作业指导书)管段图绘制、焊口号标注、焊道统计数据库建立无损检测、热处理总委托1、图纸会审1.1、按图纸目录对来图进行登记,并对照合同施工内容和设计进度计划,确定是否缺图和额外工作量的增加。若发现有缺图现象,及时与设计人员或甲方工程管理人员联络,提出供图要求。1.2、发现有不在合同规定工程范围内的图纸时,应立即与甲方工程管理人员联络以确定是图纸误发还是增加的工作量,若是增加的工作量应与经营部门联络,更改或补充合同内容。1、图纸会审1.3、图纸中关联关系是否正确,即图纸中是否存在有前后矛盾的现象,如尺寸不一致,方位不一致等;1.4、对照材料表核查图纸中所给材料数量、规格是否正确,能否满足施工需要;1.5、仔细阅读每张图纸的技术要求,对特殊要求应记录并在方案编制时注明;1、图纸会审1.6、当图纸设计要求难以施工或不利于施工(加大施工成本或施工困难)时,提出设计更改办法,与设计人员协商能否变更;1.7、图纸所给内容是否满足施工条件,如尺寸标注不全,应有的祥图未能给出、防腐保温等其它要求不明确等。2、设计交底设计交底前应做好充分的准备,对不清楚的设计意图和图纸审核中存在的疑问汇总后,书面提供给设计方或甲方设计管理部门,在设计交底过程中与设计人员充分交流,力求对所有疑问得到解答,并根据讨论结果形成设计交底纪要以备案。3、焊接工艺评定准备对涉及到的所有焊接工作,按材质、规格(厚度、管径)、焊接方法以及采取的措施(是否预、后热)等进行分类,在公司已有的焊接工艺评定报告目录中查找相应的焊接工艺评定报告,并对焊接工艺评定报告符合性进行检查,要求与现场焊接方法一致,材质一致,厚度和管径能够覆盖,以及采取的焊接措施一致。若公司没有相应的焊接工艺评定报告,需重新进行焊接工艺评定。一旦选用了某一焊接工艺评定报告,则必须按焊接工艺评定的要求选用焊接材料和焊接方法及采取的焊接措施。4、规范及标准准备根据图纸中技术要求和其它设计文件选用规范和标准。若图纸中规范或标准已过期失效或认为规范标准不适宜本工程,应建议设计人员或甲方工程管理人员更改规范标准。5、特殊岗位上岗证书的准备管理人员资质证书:项目经理证、安全员证、质检员证、施工员证、材料员证、见证取样员等特殊工种:焊工、起重工、电工、架子工、测量员和探伤工等。证书准备过程中需检查证书的有效期和符合性。6、管理体系、制度的建立有关管道施工技术质量管理岗位责任制和各专项管理规定。对从事管道技术质量管理人员进行内部分工,明确职责。同时应注意施工员间的平衡和协调性,实际操作时,也可根据实际情况予以适当的调整。二、技术交底1、交底要求技术方案/措施、作业指导书实施前必须进行技术交底,重要工序进行技术交底。2、交底前技术人员要熟悉图纸和有关标准、规范要求、甲方管理规定等,并了解完成工程应采取的施工方法和程序,提出施工中应注意的事项和安全技术措施。二、技术交底3、交底专业交底可只交待原则性施工方案,对于重要工序交底务必详尽,充分考虑到施工中可能出现的各种问题。施工员在交底前应与班组长和主要伙长对即将实施的方案或措施进行交流沟通,并达成一定共识。交底时要重点突出施工的方法与程序、技术要求(检验要求和验收要求)和需注意的安全或质量事项。交底后形成交底记录,所有参加交底人员签名确认以备查。陆续进场人员都必须经过交底并签名。一、材料及标识管理二、技术质量过程控制质量检查、质量评比、迎接检查工序交接工程联络单或工程签证办理施工记录管理、焊口统计进度管理特殊过程技术管理、管道试压管理工程质量信息传递组织返修(返工)、编制预防或控制措施编制返工或返修措施向业主或监理报验,资料整理技术质量问题处理工程收尾管理、组织分项工程质量评定交工技术文件的整理质量评定资料整理工程联络单或工程签证设计变更单、材料变更单的整理材料合格证明书的整理检试验报告的整理竣工图的整理装订成册三、交工资料的整理16镇海乙烯工程工艺管道技术质量重点注意管理内容一、材料及标识管理二、单线图管理单线图作为施工工艺的一部分对现场操作人员的作业起指导作用,又是一个施工过程资料,是交工文件的主要组成部分。要求单线图能够真实、完整地反映实体的情况。施工时对焊缝编号、焊工代号、焊接位置、焊口规定和材质、焊接时间、无损检测方法、焊缝返修次数等可追溯性标识都应在单线图的附表上及时标明二、单线图管理:焊口号编制方法D1⑤③④⑥D2D3①②二、单线图管理:焊口号修改方法D1⑤③④⑥D2D3①②1Z11Z2二、单线图管理:焊口号加后缀意义1、管道上的安装口还应在各自的焊口号后加上大写英文字母“G”后辍,以示与预制口区别;2、因无损检测不合格割除重焊的焊口在其原焊口号后加上大写英文字母“A、B、C……”等后辍(A、B、C分别表示割除重焊的次数为1、2、3);3、因设计等原因预制后需要割除重焊的焊口在其原焊口号后加上大写英文字母“Y”后辍4、在扩探口的焊口号后加上大写英文字母“K”后辍三、焊口标识管理(过程状态):开始焊接标识:焊工焊接前,焊工在田字格标注焊工号[管线号]6WT68焊接完成标识:焊工焊接完成,自检合格后,在田字格标注焊接日期[管线号]6(200)WT686.16组对标识:焊口组对后,管工在田字格并标注焊口号,表示组对合格。[管线号]6(200)下料标识:直管段下料后,管工标画田字格并标注管线号,田字格使用标准模具。(200)[管线号](200)四、记录管理焊口数据库与工程量统计每日焊口记录与统计、计划探伤委托与记录、统计分析比例情况热处理委托与记录焊接一次合格率统计记录及时性、真实性、完整性五、质量通病管理----管道焊接1.焊工无证上岗或项目不符2.焊条发放站未按规定烘干或发放焊条3.不同材质焊材混放4.电弧擦伤母材不打磨5.施焊时,飞溅污染周围的管道或设施6.焊后药皮飞溅不清理7.焊缝宽度、余高超标8.焊缝咬边超标9.角焊缝焊脚不够高10.临时加固点焊焊疤不打磨11.外观质量不合格即委托探伤五、质量通病管理----管道安装1.对口错边量超标2.管道与设备连接法兰同轴度超标、端面平行度超标3.管道上有明显疤痕4.配管法兰密封面锈蚀5.管内有杂物,上管敞口不封堵6.管道焊口组对时不带坡口或坡口不打磨7.不按设计要求位置、型号、数目安装支吊架8.支吊架固定不牢五、质量通病管理----管道安装9.导向、滑动支架滑动面歪斜、卡涩10.支吊架不承重11.吊架吊耳制作不规范12.支架管卡松动13.临时支吊架拆除后点焊处不补焊、不打磨14.连接螺栓规格、材质不符、长短不一、不规范15.配管法兰垫片安装不规范
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 记忆盲点
记忆盲点
本文标题:管道工艺管理流程
链接地址:https://www.777doc.com/doc-3773467 .html