您好,欢迎访问三七文档
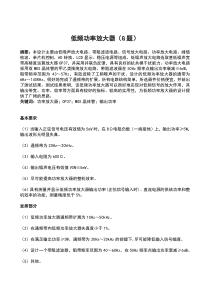
目录0前言.................................................................................................11设计题目:电镀自动生产线控制设计............................................12总体设计...............................................................................................32.1PLC选型...........................................................................................32.2PLC端子接线...................................................................................3.....................................................................................................................43.1设计思想............................................................................................53.2电气原理图设计.............................................................................53.3顺序功能图设计.............................................................................63.4PLC梯形图.....................................................................................7.....................................................................................................................7.....................................................................................................................7.....................................................................................................................8.....................................................................................................................9...................................................................................................................10...................................................................................................................11...................................................................................................................12...................................................................................................................13...................................................................................................................134.程序调试说明.......................................................................................146.参考文献................................................................................................15沈阳理工大学课程设计专用纸No10前言本次课程设计的目的是掌握机电传动控制系统的基本原理、PLC控制电路的设计方法以及继电器—接触器控制电路的PLC改造方法。PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置,它具有可靠性高,抗干扰能力强;配套齐全,功能完善,适用性强;易学易用,深受工程技术人员欢迎;系统的设计、建造工作量小,维护方便,容易改造;体积小。1设计题目:电镀自动生产线控制设计1.1课程设计的基本要求如图所示,在电镀生产线原位,将待加工零件装入吊篮,装好后吊篮上升到上限位,左行,按照预先设定的槽位顺序,依次实现下降--电镀延时--上升的操作,当最后一个槽位电镀完成,右行到原位停止,吊篮下降到下限位,卸下工件,进入下一个循环。采用拨码开关进行槽位的设定,开关闭合,表示此槽位需要停下进行电镀;开关断开,则不必停下。要求:1)对于不同的电镀件,具有槽位选择的功能。可以按照工艺要求,设定槽位拨码开关的状态,并按照槽位拨码开关的状态完成上述过程;2)图中的SQ6、SQ7为两端的超行程保护;3)行走电机采用能耗制动,制动时间为2S,升降电机采用电磁抱闸自动;4)用信号灯显示吊篮所在槽位及其上下限位置;5)原位装卸时间为10S;6)可以实现手动、自动。沈阳理工大学课程设计专用纸No2电镀自动生产线示意图1.2控制对象的设计要求详述如摘要中所述,电镀的工作流程如图1.1:启动——吊钩上升——上限行程开关闭合——右行至1号槽上方——XK1行程开关闭合——吊钩下降进入1号槽——下限行程开关闭合——电镀延时——吊钩上升……,由3号槽内吊钩上升,然后左行至左限位,吊钩下降至原位,即原位。按照要求,我们要实现以下工作方式:1、原位:表示设备处于初始状态,吊钩在下限位置,行车在左限位置。2、连续工作:当吊钩回到原点后,延时一段时间(装卸零件),自动上升右行,按照工作流程要求不停的循环。3、单周期工作:设备始于原点,按下启动按钮,设备工作一个周期,然后停于原点,要重复第二个工作周期,必须再按一下启动按钮。槽3槽2槽1原点上限下限左限XK1XK2XK3右限图1.1电镀的工作流程沈阳理工大学课程设计专用纸No32总体设计2.1PLC选型1)输入点数这个电镀自动生产线控制系统设计有19个输入,9个输出根据输入、输出点数选用S7-200系列CPU226AC/DC/继电器型PLC。2.2PLC端子接线1)图3CPU226AC/DC/继电器PLC端子图沈阳理工大学课程设计专用纸No4图4PLC的I/O端子分配图沈阳理工大学课程设计专用纸No53.PLC程序设计3.1设计思想在电镀生产线一侧,工人将待加工零件装入吊篮,并发出信号,专用行车便提升并按工艺要求在需要停留的槽位停止,自动下降,停留一定时间(各槽停留时间预先按工艺要求设定)后自动提升,如此完成电镀工艺规定的每一道工序,直至生产线的末端自动返回原位,卸下处理好的零件,重新装料发出信号进入下一个加工循环。为了适应批量生产需要,电镀车间专用行车的电气控制系统要针对不同的工艺流程(例如镀金、镀银、镀锌)有程序预选和修改能力。设备机械结构与普通小型行车结构类似,跨度较小,要求准确停位,以便吊篮能准确进入电镀槽内。工作是除具有自动控制的大车前后移动与吊物上下移动外,还有调整吊篮位置的小车左右移动。生产线上镀槽的数量,由用户综合各种电镀工艺的需要提出要求,电镀种类越多,则槽数也越多。3.2电气原理图设计图5电气原理图沈阳理工大学课程设计专用纸No63.3顺序功能图设计图6顺序功能图沈阳理工大学课程设计专用纸No73.4PLC梯形图图7主程序梯形图图8公用程序梯形图沈阳理工大学课程设计专用纸No8图9手动程序梯形图沈阳理工大学课程设计专用纸No9图10自动程序梯形图沈阳理工大学课程设计专用纸No10沈阳理工大学课程设计专用纸No11沈阳理工大学课程设计专用纸No12沈阳理工大学课程设计专用纸No13沈阳理工大学课程设计专用纸No144程序调试说明:图10手动程序仿真调试图双击桌面V4.0STEP7MicroWINSP3图标进入编程界面,编写程序。编写程序好了以后,对程序进行初步编译,提示没有错误和警告后将程序导出。使用S7_200汉化仿真V2.0对导出程序进行仿真模拟。将启动按钮I0.0闭合后断开,吊篮上升至上限位,然后上限位触点闭合,吊篮左行,行至第一个吊篮处,一槽的限位开关闭合,电动机抱闸制动,吊篮开始下降;下降至下限位,下限位触点闭合,开始电镀,同时下限位指示灯亮,电镀完成后,吊篮上行至上限位,吊篮左行,同时上限位指示灯亮,槽位指示灯亮,如此循环四次,到达左限位,吊篮右行至右限位,下降至下限位卸料(假定四个槽位全部施行电镀)。如果有槽位不需进行电镀,则槽位的限位开关断开,电动机没制动,吊篮继续左行。沈阳理工大学课程设计专用纸No155结束语本学期《机械传动控制基础》学习结束了,在老师的悉心教导下,学习这门课程收获了许多工程应用知识。在课程的最后进行一周的课程设计,让我受益匪浅,特别是对PLC这个工业控制装置有了比较深入的理解并学会了一下PLC的基本应用和对一些简单PLC控制可以进行设计。通过这次课程设计使我有了一次通过理论联系实际,来解决实际问题的经历,它培养了自己分析问题,解决问题的能力,以及上网检索信息的能力。其实学到的知识其实是次要的,重要的是我们探索知识的过程,这个过程便是一个人自主学习能力的体现,它将影响着我今后的发展。最后非常感谢李老师的悉心指导和同学们的帮助,帮我解决了许多课程设计中遇到的问题,使得课程设计得以顺利完成,让我少走了不少弯路,在这里表示衷心感谢。6.参考文献[1]陈白宁,段智敏,刘文波.机电传动控制基础[M].沈阳:东北大学出版社,2008.[2]廖常初.PLC编程及应用[M].北京:机械工业出版社,2002.[3]郑凤翼,金沙.图解西门子S7-200系列PLC应用88例.电子工业出版社,2009.[4]邓星钟.机电传动控制[M].武汉:华中理工大学出版社,2001.[5]王阿根.PLC控制程序精编108例.电子工业出版社,2009.沈阳理工大学课程设计专用纸No16
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![低频功率放大器--电子设计竞赛G题[1]](/doc-66771.png)
 joehomme
joehomme
本文标题:电镀自动生产线控制
链接地址:https://www.777doc.com/doc-3778529 .html