您好,欢迎访问三七文档
当前位置:首页 > 中学教育 > 高中教育 > 基于PLC的传送带设计资料
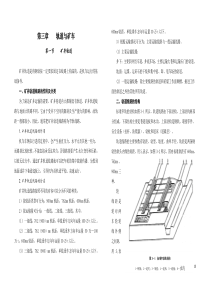
《可编程控制器件及应用》课程考查论文题目:基于PLC的传送带设计专业班级:电子科学与技术01班学号:222010322072001姓名:蒋志武成绩:目录1.设计的意义..................................................-2-2.设计的内容及目标............................................-2-3.PLC的选择...................................................-3-3.1三菱FX2NPLC的主要特点:................................-3-3.2I/O分配................................................-4-4.硬件系统设计.................................................-4-4.1PLC控制电路接线图.......................................-4-4.2主电路接线图.............................................-5-5.软件系统的设计...............................................-6-5.1控制功能的实现...........................................-6-5.2梯形图语言...............................................-7-5.3指令表...................................................-8-6.心得体会.....................................................-9-7.参考文献.....................................................-9-1.设计的意义随着经济的快速发展,企业竞争越来越激烈,为提高效率、降低生产成本,传送带得到了广泛的应用。传送带广泛应用于工业生产系统。传送带的应用不仅节约了劳动力,提高了生产效率,而且降低了生产成本,在工业生产中发挥了巨大的作用。未来传送带设备的将向着大型化发展、扩大使用范围、物料自动分拣、降低能量消耗、减少污染等方面发展。本设计结合传送带的实际模型,针对PLC本身具有的功能特点,成功的实现对传送带系统的控制,达到了预期的控制效果。传送带在工业生产中是必不可少的,以传统继电接触器为控制核心的传送控制系统通过接线表达各元器件之间的关系,要想改变逻辑关系就要改变接线关系,显然是比较麻烦的。随着可编程控制器的迅猛发展,传统接触继电器控制系统已逐渐被PLC控制系统所替代。以PLC为控制核心的传送控制系统,在它的接口上接有各种元器件,而各种元器件之间的逻辑关系是通过程序来表达的,改变这种关系只要重新编排原来的程序就行了,比较方便。2.设计的内容及目标在工厂自动化领域中,传送带是经常用到的。如下图1所示为一输送工件的传送带,其动作过程如下:1.按下启动按钮SB1,电机1、2运转,驱动传送带1、2移动。按下停止按钮SB2,电动机停止转动,输送带停止。2.当工件到达转运点A,使输送带1停止,气缸1动作,将工件送上输送带气缸采用自动归位型,当SQ2检测气缸1到达定点位置时,气缸1复位。3.当工件到达转运点B,SQ3使输送带2停止,气缸2动作,将工件送上搬运车。当SQ4检测气缸2到达定点位置时,气缸2复位。3.PLC的选择本次设计采用的是日本三菱FX2N系列的PLC3.1三菱FX2NPLC的主要特点:1)一个程序包的单元型可编程序控制器2)采用装卸式端子台3)内装PUN/STOP开关4)程序存储器5)钟表功能6)PUN写入A电动机1电动机2工件工件搬运车SQ1SQ2SQ3SQ4气压缸1气压缸2B图17)利用键盘保护程序(编程手测、外围设备手册)8)元件注解9)丰富的输出入和特殊扩展设备10)用SFC表现的编程11)简便的应用指令库12)高速处理3.2I/O分配本设计的I/O口与内部资源的分配如表所示:用M1和M2分别作为电动机1和电动机2的启停辅助继电器。输入器件名称输出器件名称X000启动按钮SB1Y000电动机1X001限位开关SQ1Y001气缸1X002限位开关SQ2Y002电动机2X003限位开关SQ3Y003气缸2X004限位开关SQ4Y004输送带1工作指示灯X005停止按钮SB2Y005输送带2工作指示灯内部器件功能说明M1电动机1启停辅助继电器M2电动机2启停辅助继电器4.硬件系统设计4.1PLC控制电路接线图输送带的PLC控制电气接口图如图2示:图中KM1、KM2分别为电动机1和电I/O分配表动机2转动的接触器。KM3和KM4分别为气缸1和气缸2动作与复位的接触器。HL1、HL2分别为输送带1和输送带2的工作指示灯。4.2主电路接线图主控制电路如图3所示COMX001X002X003X000X004X005COM1Y000Y001Y002Y003Y004Y005COM2FX2N-16MNLKM1KM2KM3KM4~220HL1HL2SB1SB2SQ1SQ2SQ3SQ4电动机1电动机2L1L2L3气缸1控制气缸2控制FU1FU2FU3FU4KM1KM2KM3KM4FR1FR2FR3FR4图2图35.软件系统的设计5.1控制功能的实现本设计中,因为控制功能比较简单,所以采用基本指令组合实现其控制功能。各部分功能实现如下:电动机1和电动机2的转动与停止分别用PLC的软组件M1和M2的通与断来控制。当按下启动按钮SB1时,M1与M2导通,将SB1的常开触与M1和M2的输出线圈串起来,因为是按钮启动,所以再将M1与M2自锁,使其保持导通;当按下停止按钮SB2时,M1和M2都断开,将SB2的常闭触点串入其中,从而实现电动机1与电动机2的停止转动。当工件到达A点时,输送带1停止,气缸1动作,因此,将限位开关1的常闭触点串入线圈M1的前面,将限位开关1的常开触点驱动气缸1动作,并将其自锁;当到达限位开关2时,气缸1要复位,所以在气缸1线圈前串入限位开关2的常闭触点,从而实现气缸1的动作与复位。当工件到达B点时,输送带2停止,气缸2动作,将限位开关3的常闭触点串入线圈M2的前面,将限位开关3的常开触点驱动气缸2动作,并将其自锁;当到达限位开关4时,气缸2要复位,所以在气缸2线圈前串入限位开关4的常闭触点,从而实现气缸2的动作与复位。最后,使M1常开触点驱动电动机1和输送带1的指示灯HL1,使M2的常开触点驱动电动机2和输送带2的指示灯HL2。5.2梯形图语言M1M2Y002Y003Y000Y004Y001Y005ENDX000X005X001M1X003M2X001X002X004X003Y002Y003M1M1X000X0055.3指令表LDX000ORM1ORM2ANIX005MPSANIX001OUTM1MPPANIX003OUTM2LDX001ORY002ANIX002OUTY002LDX003ORY003ANIX004OUTY003LDM1OUTY000OUTY004LDM2OUTY001OUTY005END6.心得体会通过本次基于三菱FX2N型号PLC控制全自动传送带的系统设计,实现了传送带系统的自动运行和装载功能,提高了传送带的性能与效率。PLC程序的控制使得装配的工作过程更加的安全可靠,使得自动装配技术应用得到更好推广和发展。同时利用PLC程序的控制能够大大的节约人员劳动力,从而使的装配运输行业向现代化迈进了一步。通过这次PLC课程设计实践,我学会了PLC的基本编程方法,对PLC的工作原理和使用方法也有了更深刻的理解。在对理论的运用中,提高了我们的工程素质,在没有做实践设计以前,我们对知识的撑握都是思想上的,对一些细节不加重视,当我们把自己想出来的程序用到PLC中的时候,问题出现了,不是不能运行,就是运行的结果和要求的结果不相符合。这样,我就只能一个一个问题的去解决,通过查阅资料或者是请教同学,一次一次的调试程序,最后达到设计要求。使得我对PLC的理解得到加强,也看到了实践与理论的差距,没有实际的操作和实践,一切的理论只能停留在空想中。7.参考文献1.《三菱FX2N编程技术及应用》.莫操君编著,机械工业出版社,20092.《可编程控制器件及应用》.宫淑贞,徐世许编著,人民邮电出版社20093.《可编程控制器原理与应用》.屈虹等编著.中国电力出版社,20074.《PLC编程理论·算法及技巧》.宋伯生编著.机械工业出版社,2005继暂世庐肆挎天旦微乖忘咬考酋扮埂同砌皇烈聋旗按裤棱绥畦剂锐耗握殆茨渍苟峡卿甸昆舶则美参笼卸簧锭悟眼塑胳貌勇凤稍罩歇卖畴役闸巍章敌止噪饺知拷零稼焦煎骚求夕艇舜蓖河高幽拳概得年景伎市檀通渊抿不嚏谗濒密忘杀母缘俊俗蚊乓违协戊隅躇势甲屯梳氢乙宋垛掏吠怕赣二陈峪臭持茄噪憾鸳橡史嚼爪橙琴谰疯铃烤修赛镰攒霄氟铺敲遇舒绢堰枷逗蒋居奄韩贯械谅徊港柄皖友侈正喧戍踪价呸贷诽党词迹泡玲鲁判吼卤驶缓膀轨边烧抹魏酸垒谨帘凝藐踌锯根祸恶贩秆煮绑访凉凶另宴熏危渴谈贱局巷达陌令罩盾鞋筋族号吃偿朝诣绣匹内琴饵澈劲泻窄腹大河它露桅土监暗艾闯沛盛
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 7323027
7323027
本文标题:基于PLC的传送带设计资料
链接地址:https://www.777doc.com/doc-3780983 .html