您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 酒店餐饮 > 酒精生产微机控制系统简介
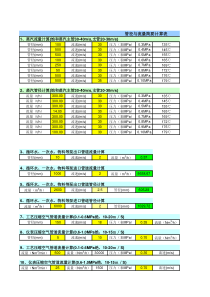
、酒精生产微机控制系统简介2、酒精蒸馏平位安装强制回流微机控制技术总结3、微机控制蒸馏系统是提高食用酒精质量的有效手段4、2007年酒精行业产销预测5、食用酒精(乙醇)国家标准GB10343-20026、酒精生产工艺微机控制系统发展历程7、酒精蒸馏工艺基础知识问答8、下载[酒精蒸馏微机控制系统]WORD版!酒精生产微机控制系统简介酒精生产是一项传统化工工业,一般由粉碎搅拌、蒸煮糖化、发酵、蒸馏等工序组成。为使酒精产量和质量达到设备与工艺应有的最佳水平,同时使能耗降到最低限度,必须保证各工序工艺参数的调节精度和生产的平稳进行。与手工控制相比,使用微机控制生产全过程可使酒精质量、能耗均处于先进水平,并大幅度提高原料淀粉利用率和设备利用率。因此围绕酒精生产工艺,如何利用计算机对酒精生产进行自动测控是提高产品质量和效益的关键。一、工艺控制方案(现场检测,实时控制,稳定可靠)1、蒸煮糖化工段控制微机(1)检测、显示、记录蒸煮、糖化罐运行温度、压力等参数。(2)蒸煮气包压力控制:控制电动(或气动)调节阀的开度,使气包压力稳定在0.4-0.5Mpa.(3)蒸煮柱温度压力控制:稳定进料量,调节蒸汽进量来稳定蒸煮柱温度,使温度控制在工艺温度130℃左右。(4)糖化罐温度控制:控制电动(或气动)调节阀的开度控制冷却水流量,以达到控制糖化醪温度,确保醪液稳定在工艺温度60℃加曲。(5)螺旋板换热器温度控制:控制电动(或气动)调节阀的开度控制冷却水流量,以达到控制螺旋板换热器温度,确保工艺温度28℃。.2、发酵工段控制微机(1)检测、显示、记录发酵罐运行温度。(2)发酵罐温度控制:控制电动(或气动)调节阀开度,控制冷却水进量来稳定发酵罐温度,使发酵罐温度按发酵工艺(曲线)温度进行发酵。3、蒸馏工段控制微机(1)检测、显示、记录粗塔、精馏塔运行温度、压力等参数。(2)气包压力控制:控制电动(或气动)调节阀的开度,使气包压力稳定在控制进气压0.22-0.24Mpa.(3)精搭顶温控制:稳定进料量,调节蒸汽进量来稳定精搭顶温,使温度控制在工艺温度78-79℃。(4)精搭中温控制:控制电动(或气动)调节阀的开度,调节提酒量来稳定精搭中温,使温度控制在工艺温度89-91℃。二、酒精生产微机控制系统效益分析1、出酒率提高:使用微机控制生产可以使出酒率提高1-3%,按10000吨/年产量计算,年增酒精100-300吨/年,价值30-100万元。2、节能效果显著:节约蒸汽20%左右,年增效益:50000X20%X30=30万元。节水20%以上。节电15KWH/吨,年增效益:15X0.8X10000=12万元.3、使用微机控制系统,操作稳定,酒精质量高。杂醇油提取容易,年增收杂醇油30吨,价值6万元。4、为工艺管理提供了原始数据,便于管理人员和技术人员分析工艺技术指标,优化生产管理,使生产线保持最佳状态。5、避免或减少了人为因素造成的生产波动,提高了酒精质量和产量,增加了企业的经济效益和知明度。6、改善了职工的劳动环境,减轻了工人的劳动强度,加强了企业现代管理和标准化操作,实现了安全文明生产。7、经济效益显著。酒精微机控制系统总投资15-25万元,应用微机提高各工艺参数的控制精度,产品质量稳定提高,节能效果显著,投资回收期仅半年。友情提示:蒸馏作为酒精生产中重要工序备受到重视。蒸馏工艺水平如何直接影响到产品质量和水、电、蒸汽等能源消耗,是企业节能、降耗、增效的突破口,大有潜力可挖!常规人工、单元仪表操作在控制工艺上难以协调一致,很难达到设备应有的最佳水平。安装使用酒精蒸馏微机控制系统,进行适当工艺调整可以使现有蒸馏设备潜能得以充分发挥,每年可以给企业增加几十万元收益,是一个非常值得投资的好项目。想运用微机控制进一步提高蒸馏工艺水平的单位,请联系我们落实好微机控制的相关事宜,为系统安装、调试创造条件,争取早使用早受益!酒精蒸馏平位安装强制回流微机控制技术总结一、项目简要说明及主要技术指标两塔平位安装,强制回流酒精蒸馏微机控制系统,是将精馏和脱水塔平位安装,采用强制回流工艺,并应用微机进行自动控制,达到了提高酒精质量,降低能耗的目的,产品达成食用酒精普通级以上标准。主要技术指标:提高了控制精度,精塔中温±1℃精塔顶温±0.5℃提高了产品质量,达到了食用酒精GB10343-89普通级以上标准二、设备型号及简介1、粗馏塔一座型号:JSPB1200(B);板型:S型;板数25层;板间距:450mm。2、精馏塔提馏段一座型号:JXB/JYP1000(B);板型:圆形泡罩、斜孔;板间距:300mm。注:第1层至15层塔板上分别有22个泡帽(指从下往上数,以下相同),第16层至第22层板上有32个圆形泡帽,第23层至第30层是斜孔板。提馏段共30层板,过气口在第15至16层板中间,精馏段塔底回流液用泵强制回流至第30层塔板上,取油口选在19、20两板上取油,中温信号在19、22层板之间取出三个信号测量点。3、精馏段型号:JXB1000(B);板型:斜孔;板间距:300mm。注:共设45块板,取成品酒口选在第23、25层塔板上,醪液预热器、第一分凝器回流液回至第44层塔板上,第2、3分凝器回流液回流至45层塔板上。4、醪液预热器紫铜管:34m2,自制。5、第一分凝器铁管:78m2,厂内自制;第二分凝器铁管:48m2,厂内自制;第三分凝器铁管:25m2,厂内自制;第四分凝器铁管:25m2,厂内自制;6、排糟罐一个7、排水灌一个8、强制回流泵型号:38BYZ6-24,配备1.5KW防爆电机。9、取油灌厂内自制10、成品冷却器厂内自制11、微机控制系统JZ-STD工业控制计算机一套12、水泵离心式水泵5.5kw三、微机控制点与检测点1、控制点共两个:(1)用精馏塔顶温信号控制总进气门;(2)用精塔中温信号控制取酒门。2、检测点:(1)总汽压力;(2)汽包压力;(3)粗塔顶温、底温;(4)精塔顶温、中温、底温;(5)冷凝器第1、2、3分凝器回流液酒温。四、工艺控制参数工艺控制参数的确定是在保证塔底不跑酒,同时排醛正常的情况下,以耗汽、耗水最少为原则,经调试归纳如下:控制参数:精馏塔顶温79℃精馏塔中温91℃。检测参数:粗塔顶温:96℃粗塔底温:108℃精塔底温:106℃第一分凝器酒温:75℃第二分凝器酒温:65℃第三分凝器酒温:68℃五、体会1、取精塔顶温信号控制进汽大小是微机控制的关键目前采用微机控制的厂家普遍采用多点控制,不但造成浪费,而且因选用控制参数不合理,易造成跑酒。例如,现在普遍采用粗塔顶温信号控制进汽大小不合理。因粗塔顶温除受进汽大小影响外,还与进醪快慢、醪液中酒的含酒份多少有关。特别是当一个池子快蒸完时,醪液中含酒份很少,粗塔顶温上升,这时如减少进汽量,就必须造成塔底跑酒,而精塔顶部酒精蒸汽饱和,在回流量一定的情况下,精塔顶温只受进汽压力影响,是一个变量最少的参数。而一旦精塔顶温恒定,要想保持分凝器温度不发生变化,只要降温水量恒定就可以了,降温水门也就无须用微机控制。这样便于排醛,易保证酒精质量相对稳定。2、精馏塔顶温控制在79℃,是保证塔底不跑酒条件下的最低温度。比以前大汽蒸馏,大水冷却显然要省汽省水得多,我厂目前只用2、3分凝器就足够冷却之用。3、提馏段用22块泡罩塔板,克服了斜孔板易落塔保不住液位的弱点、易拿油。4、拿油时,中温在89℃--91℃时最易拿。5、强制回流泵要采用自吸泵,不要用离心泵,因为一旦抽空,离心泵就无法工作。6、要想达到食用酒精标准,取酒口离回流口至少要有15层塔板,取酒口离取油口最少有30层塔板。六、签定(验收)意见1991年7月10日,山东省一轻厅受省电子办委托,组织酒精工艺、电子技术和轻工机械方面的专家,对平位安装强制回流工艺微机控制系统进行了技术鉴定。与会专家听取了有关技术报告,审查了技术资料,参观考察了现场,并进行了现场测试,在充分讨论评议的基础上,一致认为:一、技术资料基本齐全,能够指导生产。二、该厂利用现有厂房,将精镏塔的脱水段与精馏段平位安装,采用强制回流工艺,并应用微机进行自动控制,达到了提高酒精质量,降低能耗的目的,设计合理、工艺可行。三、控制系统采用“JZ-STD”总线结构,功能齐全,具备与常规仪表无扰动切换,打印统计报表和通信等功能。经过近一年的运行证实,系统控制精度高,调整速度快,抗干扰能力强,稳定可靠。经测试各项指标均达到了设计要求。四、控制方案做了重大改进,蒸馏效率明显提高,酒精质量达到GB10343-89食用酒精普通级以上标准。节水、节气20%以上,经济效益显著。投资回收期仅半年。该项目在电子技术与酒精蒸馏工艺的结合是成功的,居国内领先水平,建议推广应用。七、推广应用前景及经济(社会)效益预测应用微机控制改造传统工艺以及电子技术与传统工艺密切结合,解决了多年来存在的问题,使传统的造酒工艺,有了新的突破,提高了酒精质量,达食用酒精普通级以上标准,提高了经济效益45.83万元/年,对于当前推广食用酒精生产许可证,具有很大的实用价值,在投资不多的情况下,就能使产品达到食用酒精普通级以上标准。微机控制蒸馏系统是提高食用酒精质量的有效手段为了达到食用酒精标准(GB10343-89),我厂对原有蒸馏工序进行了技术改造,现已全部完成,并达到了预期目的,其主要经验是采用了JZ-STD工业计算机控制蒸馏系统。使蒸馏效率从原来的96%提高到99%,出酒率从58%提高到61%,按日投料60吨计可年增产酒精330吨,价值80万元,由于大量节约用气、用水,可年节煤2000吨,价值24万元。年可增收杂醇油40吨,价值6万元。并把酒精质量提高到GB10343-89普通级标准。一、老蒸馏设备存在的问题:我厂原蒸馏设备系国内某厂生产的两塔设备。粗塔是SD塔,Ø1000mm,25块板,塔高12.59米,共14节,节高0.9米。一节塔帽无板,一节塔底一块板,中间12节,每节两快板,板距450mm,开孔率25.9%,溢流管高度80mm,设计能力为30吨(95oV)/日。精馏塔为斜孔塔板,Ø800mm,49块板,塔高18.965米。中间15节,节高1.05米,每节3块板,进汽节节高1.2米,只两块板,顶一节一块板,底一节一块板。提馏段14块板,精馏段35块板。提馏段与精馏段的板距都是350mm。精塔开孔率:提馏段12%,精馏段7.9%,溢流面积10%,溢流堰高32mm,设计操作弹性为10-30吨塔帽无板,一节塔底一块板,中间12节,每节两快板,板距450mm,开孔率25.9%,溢流管高度80mm,设计能力(95oV)/日,醪液预热器的传热面积为35m2,用三个分凝器,每个传热面积都是30m2。醪液预热器的酒精回流第三板,第一分凝器的酒精回流第二板,2、3分凝器的酒精回流第一板,从5、6、9板取成品。5板的酒度较高,但甲醇含量也高,9板的甲醇含量略低,但酒度也低。有时只有94o(V/V),但甲醇含量都大于1700PPM。原塔提不出杂醇油。上述设备投入使用时,因当时班投料量只有12吨,还勉强使用,但甲醇含量一直徘徊在1700-2300PPM之间,因为提不出杂醇油,精塔便周期性的跑酒,出酒率一直只有57%-58%。杂醇油的含量高达1000-1400PPM。单班投料到16吨时,8小时便蒸馏不完。根本达不到标定能力。精塔的问题更大,塔板太薄变形严重,汽液交换率降低,多数塔板上无液面。形成杂醇油提不出来、酒精度不够,甲醇含量超标,蒸馏效率低,严重影响企业经济效益。二、为了达到食用酒精质量标准(GB10343-89)采取的措施食用酒精的技术指标共12项,其中甲醇、杂醇油、氧化时间、硫酸试验等四项指标不易达到,归结起来主要是甲醇、杂醇油、醛类比较难以排除,GB10343-89《食用酒精国家标准》普通级要求:甲醇≤600PPM;杂醇油≤80PPM;醛类≤30PPM;氧化时间≥15分钟。甲醇对人体的毒害很大,含量控制越少越好。甲醇在蒸馏过程中挥发系数有双重性,当酒精度低于30%(V)时,甲醇与水分子的氢键缔合度比水和乙醇的要大。这时甲醇的挥发系数K1,它随回流液
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 dmeonbeck
dmeonbeck
本文标题:酒精生产微机控制系统简介
链接地址:https://www.777doc.com/doc-381149 .html