您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 生产管理:QCO快速换线
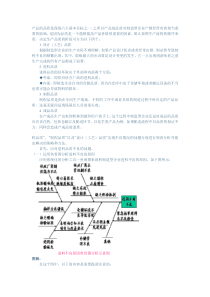
1QuickChangeOver快速型体转换2内容概要QCO的由来及背景基本概念介绍推行QCO之目的/意义实施QCO的基本步骤QCO成功关键QCOvideo3QCO的由来及背景由来日本工场改善专家新乡重夫先生,于1969年在TOYOTA以「1000吨的压床由4小时的换线/模时间,历经6个月的改善尝试降至1.5小时换线(模)时间;再经3个月的改善,换线/模时间再降至3分钟内完成」的实际换线/模案例而被所提倡的一种技术。在1975年在日本普遍导入应用﹐1985年引入中国。背景快速换/线模技术的发展是因应工业制品,随着时代潮流的进步,希望能很快在多样产品中选择最适当的东西。导致工业产品的大量制造型态转变为多种少量,短交期﹐为满足客户的需求﹐机器设备和生产县转换必需在尽可能短的时间内完成﹐塑造企业文化﹐计划个人的潜能﹐在激烈的市场经济环境中生存。4基本概念介绍快速转换(QuickChangeOver)﹕即顺序换模﹐指在最短的停机停线时间内完成因产品型体更换所需的动作﹔型体转换过程时间(Changeoverprocesstime)﹕指转换的型体从第一个工作站开始至流程最后一个工作站完成整个过程所用的时间(新型体的MLT时间)﹔型体转换时间(Changeovertime)﹕上一型体的最后一双鞋子完成开始至下一型体的第一双鞋子完成之间的间隔时间﹔新型体新型体第一道工序最后一道工序COPT上型体最后一双完成COT新型体第一双5推行QCO之目的/意义缩短换模/线时间更具小批量生产能力缩短交期时间降低库存数量减少仓储空间获取较好的质量增加换模/线次数更大的弹性减少资源波动增加库存周转率减少管理工作负荷企业更具竞争力提高企业竞争力及应变力6实施QCO的基本步骤QCO思想步骤﹕缩短换模/线时间步骤内外作业不分内外作业分离内作业转移为外作业缩短内作业时间缩短外作业时间内外内外内外内外线内换模:指必须在机器停止生产状态下,才能进行的换模动作,又称为内作业线外换模:指机器在生产运转中,仍然可以进行的换模动作,又称为外作业7实施QCO的基本步骤QCO之常见形态﹕制具﹑模具之切换如﹕高周波﹑网板印刷﹑压底机﹑裁断换料标准变更如﹕计算机针车之切换﹐压底机温度﹑压力参数变更生产线材料﹑部件的切换如﹕针车/成型之“换线作业”生产前的准备工作如﹕针车生产线资料﹑机器设备﹑模具等的准备8实施QCO的基本步骤QCO团队的建立QCOKaizen小组建立﹕QCOKaizen小组组成﹕楼面主管1人﹑带线课长1人﹑A/B栋Lean的主管1人﹑专案推广部1人﹐共计4人﹐楼面主管为Kaizen小组长﹔职责﹕观察型体转换的全过程﹐对转换中出现的各种问题进行记录﹐主导型体转换后的Kaizen会议﹐提出Kaizen对策﹔QCO转换小组的建立﹕转换小组的成员为﹕CL(小组长)1人﹔WS(水蜘蛛)2人﹔QIP(品管)1人;TEC(技朮人员)1人﹔TPM机修1人﹐针保2人﹔现场IE1人﹐共计9人﹔QCCLIEWS针保2电工技术人员WS9实施QCO的基本步骤转换小组各成员的职责分工﹕CL:于型体转换前必须做好“快速换模/线查核表”﹐负责统筹指挥整个型体转换过程﹐协调处理转换中出现的各种情况﹔WS:一名在线外负责派送物料﹔一名在线内协助移动机器设备﹐并适时顶替﹑指导不熟练的员工﹐对于不良品同步进行返修﹔TPM:机修在线外负责电线﹑线糟的调整﹔针保在线内负责机器的移动及调试﹔QIP:QIP在线外负责对生产流程﹑质量作首件检验﹔TEC:技朮人员在线内协助﹑指导作业员解决制程中的技朮问题;IE成员:现场IE成员在线外测量各工序CT时间﹐并更换SOP﹔10实施QCO的基本步骤QCO型体转换前的准备工作:型体转换数据:各线在型体转换前必须准备所换型体之“快速换模/线查核表”,且必须确保“快速换模/线查核表”与所转换之型体流程相符;数据准确无误后组长、水蜘蛛各持一份;机器设备:转换型体所需之机器设备必须提前十分钟后存放生产线附近(红标物品存放区),且须事先调整至正常可使用的状态﹐如温度、时间、压力等技术参数须符合要求﹔对于生产线机器搬运的动线要规定清楚﹐一个入口进另一个入口出;作业员之要求:要确保作业员能清楚地了解所操作流程的质量要求,且能较熟练地操作该工序(熟练度以基本能满足TT要求为原则),如作业员无法胜任的情况,则需于型体转换前事先进行培训;物料的准备:WS须在型体转换前把所需的材料、针﹑线、模具制具等准备到位;型体转换前的教育训练﹕型体转换前由小组长针对型体转换过程中各成员的具体职责进行分工﹐转换过程中应注意的事项﹐该型体的技朮﹑质量要求等进行倡导﹔11实施QCO的基本步骤QCO型体转换后的检讨工作﹕会议的召开﹕型体转换未达到目标时间﹐必须召开Kaizen会议﹔会议由Kaizen小组长主持召开﹔参加成员﹕QCOKaizen小组成员﹑QCO转换小组成员﹔讨论型体转换时出现的问题﹐并进行分析总结﹐提出Kaizen对策﹐并明确具体责任人及Kaizen日期﹔资料的建文件﹑保存﹕快速换模/线查核表由各楼层统一保管﹐以备下次转换同一型体时使用12实施QCO的基本步骤QCO之原则﹕并行操作(如针车换线时机台由一人搬进﹑一人搬出﹐可立即实现时间减半之效果)手动脚勿动(台车专用﹑伸手可及)使用道具不用工具(道具指特殊﹑专用工具)与螺丝不共戴天(尽量不要取下)标准勿动(合理化方向为模块化﹑通用化)13实施QCO的基本步骤QCO之常用窗体:型体转换考核评分表生产线别转换日期转换前型体名称转换后型体名称TT(秒)TCT(秒)型体转换类别□转普通型体□转差异型体□转特殊型体生产线组长姓名生产线水蜘蛛姓名姓名工号工号工号型体转换过程时间时间(秒)型体转换时间时间(秒)人员配备及资料的准备得分分数分数生产线型体转换当日与次日产量累计(双)总工作时数(h)平均时产能(双/h)时产能达成率(%)百分比(%)分数型体转换总得分:_____□A等:85(含)以上;□B等:84-60(含)以上;□C等:60分以下14实施QCO的基本步骤QCO之常用窗体:型体转换问题记录表(针车)組別﹕B1--成2型體轉換﹕606轉904型體轉換時間﹕71'TT﹕30'型體轉換過程時間﹕85'項次責任人1段艷華(課長)2段艷華(課長)3段艷華(課長)4段艷華(課長)5許國香(組長)6許國香(組長)7段艷華(課長)8段艷華(課長)型體轉換時間﹕上一型體的最后一雙鞋子完成開始至下一型體的第一雙鞋子完成之間的間隔時間﹔型體轉換過程時間﹕即LT時間﹐指轉換的型體從第一個工作站開始至流程最后一個工作站完成整個過程所用的時間﹔品管和技朮人員全程負責品質問題﹐干部對于“三不政策”﹑“一雙流”觀念加強管理﹑宣導﹐養成良好習慣.轉換型體前干部對于品質要點做簡單宣導﹐提醒員工注意事項.員工自主檢查意識不夠新型體太慢接續不上﹐使員工等待員工對QCO不夠積极,較散漫干部利用上下班時間集合給員工宣導並強調QCO.首件檢驗不明顯后段員工走動量大鞋子流到后段品檢臺,品檢才去找樣品鞋提前培訓多能工﹐為型體轉換做准備﹔多轉﹐多演練.轉換型體時﹐所有相關人員要各司其職﹐全力配合﹐聽從指揮﹐絕對不可以擅自離崗.提前准備﹐并且准備充分包括機器的提前調試﹐人員工種的選擇調配﹐嚴格按照查核表項目檢查是否完備﹔新形體的樣品鞋﹐制造說明書等.日期﹕2005/01/06型體轉換記錄表問題現象改善對策鞋頭、鞋身畫線部位較難做,且1人作業,導致后面工序等待經調整后鞋頭、鞋身各1人作業.電工未提前調試機器,新型體在流﹐烤箱還未調試好提前準備,並將機器調試好.15实施QCO的基本步骤QCO之常用窗体:快速换模/线查核表(针车)線別:B1F針2手工桌4臺手工桌4臺鞋口折邊萬能飾線折邊84人2人5人2人高單2臺高單5臺高單2人2人1人1人1人2人2人4人高雙車手工桌2臺快速換模/線查核表9貼反口里6固定后吊帶抓車鞋頭711備注材料貼鞋口飾片鞋身飾片人員手工桌2臺2人設備合鞋面開叉處合萬能鞋舌后端反接反接處刷膠捶平高單2臺高單1臺手工桌1臺萬能車1臺車鞋身飾片內外1012345鞋身飾片內外與外滾口后套壓邊線型體:M413類別工序名稱2車鞋口飾片鞋身飾片116推行QCO的基本步骤鞋厂针车QCO模拟图﹕备注﹕代表机修/针保﹔代表小组长﹔代表水蜘蛛﹔代表技朮人员;代表品管;代表IE;代表物流的动线﹔代表机器搬运动线﹔针保机修针保17推行QCO的基本步骤鞋厂针车QCO﹕组长按照QCO转换原则来进行旧型体做完一关转换一关.机修及电工全过程在现场协助转换且有异常时及时处理.18推行QCO的基本步骤鞋厂针车QCO﹕技朮员紧跟新型体的第一双鞋子进行技朮指导品管在新型体的第一双鞋子完成后及时进行质量检查,并及时指出不足之处,避免员工犯类似的问题.19推行QCO的基本步骤附﹕QCO常见问题准备不足(机器﹑人员﹑材料﹑资料)转换时机不当(未及时开始或过早进行)一只流未遵循顺序换线支流安排不当乱流(工程分割不当﹑片面求“快”)20QCO成功关键意识改革(QCO知识)计划﹑准备工作完备团队作战﹑追求协作能力的提升培养多能工(此为治本)机器﹑设备之保养﹑改善物料正常(不待料﹑无不良)QCO关键的要素﹕计划﹑组织﹑团队合作+练习﹑练习﹑再练习﹗21QCOvideoTHEEND
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 shanda9124
shanda9124
本文标题:生产管理:QCO快速换线
链接地址:https://www.777doc.com/doc-3845529 .html