您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 河南商业技术学院实习车间
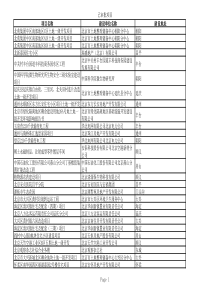
开封安利达金属工程有限公司施工组织设计郑州商业技师学院实习车间施施工工组组织织设设计计开封安利达金属工程有限公司编制:审核:批准:二00七年七月二十日开封安利达金属工程有限公司施工组织设计1目录第一章---------------------------------------------------编制说明第二章------------------------------------管理目录和服务承诺第三章---------------------------------------------------工程概况第四章---------------施工组织机构、人员安排和施工机具第五章---------------------------------------------------生产计划第六章---------------------------------------施工前的准备工作第七章------------------------------------施工方法和技术措施第八章------------------------------------施工进度计划及措施第九章---------------------------------------------质量保证措施第十章------------------------安全保证措施及文明施工措施第十一章-----------------------成品保护措施开封安利达金属工程有限公司施工组织设计2第一章编制说明一、编制依据1、钢结构施工图纸2、国家现行建筑施工标准及规范3、现场实际情况及业主、监理的要求。4、建筑工程质量验收标准5、建筑工程质量验收程序和组织6、原材料及成品的要求7、钢结构焊接工程的要求8、紧固件连接工程的要求9、单层钢结构安装工程的要求二、指导思想以质量为中心,认真贯彻执行质量保证体系ISO9002,积极推广和应用新技术、新工艺、新材料、新设备,合理安排人、财、物,对影响质量的4M1E五因素严格控制,精心组织施工,优质、高效、低消耗。安全施工、文明施工,重视环境保护。三、采用主要的技术规范标准1、《门式刚架,轻钢房屋钢结构技术规程》2、《建筑结构荷载规范》3、《建筑抗震技术规范》4、《钢结构设计规范》5、《冷弯薄壁型钢结构技术规范》6、《钢结构高强螺检的设计施工及验收规程》7、《压型金属板设计施工规范》第二章管理目标及服务承诺充分发挥我公司质量优势,科学管理,精心组织、严格履行双方签订的《建设工程施工承包合同》,确保合同的顺利实现而制定以下目标。一、实施的管理目标1、质量目标:分部分项工程质量达到《钢结构工程检验评定标准》,验收合格率达到100%,质量评定达到市优等级。开封安利达金属工程有限公司施工组织设计3施工人员15人2、安全文明目标:杜绝死亡、避免重伤,轻伤事故率控制在规定范围内,按《建筑施工安全检查标准》、《开封安利达金属有限公司关于安全文明施工的暂行规定》规范现场管理,创市级安全文明工地。3、工期目标:我公司将精心组织,合理安排,确保本工程在合同规定的工期内完成。为业主创造良好的经济效益和社会效益。二、工程服务承诺1、采用先进的、可靠的科技成果,有效的组织措施,保证按业主要求的工期完成任务。2、严格按照国家规范规定要求,建立和完善施工质量保证体系,做好质量管理工作,建立完整的技术档案,严格按我公司《质量手册》及程控文件组织施工,保证工程质量及各项目标的实现。3、我公司将积极履行对业主的各项承诺,满足业主的要求,工程竣工后按承诺进行回访。第三章工程概况本工程是一座轻钢结构的实习车间,平面尺寸为102m×30m,檐口高度6.0m,排水方式为有组织排水,排水坡度为6%。屋面板采用50mm厚复合板,墙面板采用为单层彩板。第四章施工组织机构.人员安排和主要施工机具.根据本工程特点,结合我公司的情况和机构,具体如下:一、组织机构:二、工程生产、安装所需的主要设备配备如下:1生产设备H型钢组立机二组H型钢埋弧自动焊接设备二组项目经理:徐永兵技术员:毛喜玲质检员:李金威施工员:高振海预算员:苏磊安全员:刘俊杰开封安利达金属工程有限公司施工组织设计4多头自动火焰切割机二组2安装设备:电焊机1台扳手12把梅花扳手扭距扳手1把胶枪4把手电钻10把拉铆枪4把安全帽30顶棕绳300米吊车1台钢尺3把(50米)水准仪1台经纬仪1台第五章钢结构生产计划.钢结构生产方案的确定该工程主体结构为钢结构。因为钢结构气割焊接工作量大,而且为承重结构,要求焊接质量严格控制。为了提高钢结构的使用寿命,钢结构需要进行表面除锈及防腐处理,而这些特殊的要求决定了钢结构制作难以在施工现场进行,易于在加工厂进行。又因为该工程质量要求达到合格,且施工工期较短,为了保证质量,保证工期易于采用钢结构自动生产线来完成任务。所以,我公司对该工程主体钢结构利用自动化钢结构生产线在加工厂里来完成生产任务。一、工期计划与人员分工1.计划加工工期:计划安排为5天。2.人员分工,采取小组长负责制,明确任务与职责:A、下料:张守波负责,全部切割机下料。B、组立:马如意负责,接板,组立。C、龙门焊接:张松涛负责,全部龙门焊接。D、校直、搬运、清理:安洪生负责所有构件校直、清理、去毛刺、搬运、装车等,并由毛柏林负责点收、清数。E、节点板点对与焊接:王海田负责全部节点板、肋板、托板等钻孔、对接与焊接。开封安利达金属工程有限公司施工组织设计5F、C型钢、彩板:王宏伟负责全部工作。3.采取单班制,日班从8:00到17:00;4.生产管理人员采由杨杰负责。5.生产奖惩规定:凡是能够按时按计划完成当日任务的奖励当日应得工资的3%,凡是不能按时按计划完成当日任务的惩罚当日应得工资的8%。二、钢结构制作工艺及施工方法A.梁制作是整个工程的关键,为H型截面。按图纸要求在公司内分段制作,所有材料必须有符合要求的材质证明书,表面不得有裂纹,拉裂、气泡、折叠、夹杂、结疤、分层等缺陷。板的不平度1mm/m。B.放样、下料,H型钢的筋板采用样板号料,样板的长度误差为±0.5mm,由于连接板全部为高强螺栓连接,因此孔的中心误差尤为重要,为保证这一点,连接翼板应编号配钻,配孔时应划出孔的检查线,保证孔的中心误差不大于±0.25mm。C.为了保证气割质量,我公司购进数控/直条火焰切割机,该机气割后,割口粗糙度达到6.3,而且钢板变形量较小。D.型钢组对,组对前零部件应检查合格,并清除铁锈,毛刺、污垢,在H型钢组立机上进行H型组对,做好首件认可后,方可正式组对,翼缘板和腹板拼接缝应错开200mm以上。E.组焊:H型钢的组焊在船形焊胎上进行,采用埋弧自动焊,注意焊缝的焊接顺序,以减少变形。F.矫直:每根H型梁焊后在H型钢矫直机上进行矫直,符合GB50205-95要求。G.连接板与H型钢连接时,先用样板放样,使连接板与H型钢点焊一起调整好角度,再进行满焊,焊接时使机夹紧胎具夹紧,以减少连接板的变形量,并进行校正处理。H.摩擦面的处理:高强螺栓摩擦面的处理,采用喷砂处理。经处理的摩擦面在安装过程中不得损伤,处理好的摩擦面不没有飞边,毛刺,焊疤和污垢等。I.涂装和编号:构件除锈在制作质量检查合格后进行,动力除锈SaZ级。除锈合格后,涂防锈底漆两遍,面漆二遍。J.轻钢结构屋面板及C型檩制作时,采购部、生管部及品管部除严格《门式刚架轻型房屋钢结构技术规程》CECS102:98规定;《钢结构工程施工及验收规范》GB50205的规定;《冷弯薄壁型钢结构技术规范》GBJ18的规定进行采购、生产与验收外,还要对轻钢结构制作过程中零部件质量允许偏差项目进行控制:放样、号料和切割a.放样和号料应根据工艺要求预留制作和安装时的焊接收缩余量及切割、刨边开封安利达金属工程有限公司施工组织设计6和铣平等加工余量。b.放样和样板的允许偏差应符合表1规定放样和样板的允许偏差表1项目允许偏差检验方法平行线距离和分段尺寸±0.5mm钢尺对角线差1.0mm钢尺宽度、长度±0.5mm钢尺孔距±0.5mm钢尺加工样板的角度±20'万能角度尺c.号料的允许偏差应符合表2规定号料的允许偏差表2项目允许偏差检验方法零件外形尺寸±1.0mm钢尺孔距±0.5mm钢尺、卡尺d.气割前应将钢材切割区域表面的铁锈、污物等清除干净,气割后应清除溶渣和飞溅物。e.气割的允许偏差应符合3规定气割的允许偏差表3项目允许偏差检验方法零件宽度、长度±3.0钢尺切割面平面度0.05t且不大于2.0钢尺、塞尺割纹深度0.2钢尺、塞尺局部缺口深度1.0卡尺注:t为切割面厚度制孔a.A、B级螺栓孔(Ⅰ类孔),应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。b.C级螺栓孔(Ⅱ类孔),孔壁表面粗糙度Ra不应大于25μm,允许偏差应符合表4规定。C级螺栓孔的允许偏差表4开封安利达金属工程有限公司施工组织设计7项目允许偏差检验方法直径+1.00卡尺圆度2.0卡尺垂直度0.03t且不大于2.0直角尺、塞规c.螺栓孔孔距的允许偏差应符合表5规定螺栓孔孔距的允许偏差表5项目允许偏差检验方法≤500501~12001201~30003000同一组内任意两孔间距离±1.0±1.5--------钢尺卡尺相邻两组的端孔间距离±1.5±2.0±2.5±2.5钢尺卡尺组装a.组装前,零件、部件应经检查合格;连接接触面和沿焊缝边缘每边30~50mm范围内的铁锈,毛刺、污垢,冰雪等应清除干净。b.板材、型材的拼接,应在组装前进行;构件的组装应在部件组装,焊接、矫正后进行。c.焊接连接组装的允许偏差应符合表6规定焊接连接组装的允许偏差表6项目允许偏差检验方法对口错边t/10且不大于3.0卡尺间隙±1.0卡尺缝隙1.5塞尺高度±2.0钢尺垂直度b/100且不大于2.0直角尺、塞尺中心偏移±2.0钢尺开封安利达金属工程有限公司施工组织设计8注:t为焊接板厚度b为翼缘宽度焊接a.焊缝外形尺寸应符合现行国家标准《钢结构焊缝外形尺寸》的规定。b.焊接接头内部缺陷分级应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》的规定,焊缝质量等级及缺陷分级应符7规定。焊缝质量等级及缺陷分级表7焊缝质量等级一级二级三级内部缺陷超声波探伤评定等级ЦA.Ш一检验等级B级B级一探伤比例100%20%一外观缺陷未焊满(指不足设计要求)不允许0.2+0.02t且小于等于1.00.2+0.04t且小于等于2.0每100.0焊缝内缺陷总长小于等于25.0根部收缩不允许0.2+0.02t且小于等于1.00.2+0.04t且小于等于2.0长度不限咬边不允许﹤0.05t且小于等于0.5;连续长度小于等于100.0,且焊缝两侧咬边总长小于等于10%焊缝全长0.1t且小于等于1.0,长度不限裂纹不允许弧坑裂纹不允许允许存在个别长小于等于5.0的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤飞溅清除干净接头不良不允许缺口深度小于等于0.05t且小于等于0.5缺口深度小于等于0.1t且小于等于1.0每米焊缝不得超过1处焊瘤不允许开封安利达金属工程有限公司施工组织设计9表面夹渣不允许深0.2t长0.5t且小于等于20表面气孔不允许每50.0长度焊缝内允许直径小于等于0.4t且小于等于3.0气孔2个;孔距大于等于6倍孔径角焊缝厚度不足(按设计焊缝厚计)0.3+0.05t且小于等于2.0每100.0焊缝长度内缺陷总长小于等于25.0角焊缝焊脚不对称差值2+0.2h焊接H型钢焊接H型钢的允许偏差应符合表8规定焊接H型钢的允许偏差表8项目允许偏差检验方法截面高度h500±2.0钢尺500≤h≤1000±3.0h1000±4.0截面宽度±3.0钢尺腹板中心偏移2.0钢尺翼缘板垂直度b/1003.0直角尺、塞尺弯曲矢高L/10005.0钢尺、拉线扭曲h/2505.0钢尺、拉线腹板局部平面度t143.0钢尺t≥143.0矫正a.矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于0.5mm。b.钢材矫正后的允许偏差应符合表9规定。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 godeeeeje
godeeeeje
本文标题:河南商业技术学院实习车间
链接地址:https://www.777doc.com/doc-3846165 .html