您好,欢迎访问三七文档
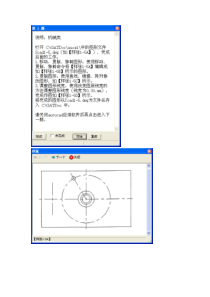
GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com35第三章人机界面系统详解人机界面系统主要包括有主画面页面、工艺参数页面、温度显示页面、温度曲线页面、参数读写页面、报警记录页面、设备检修页面等。“主画面”页面:动态地显示玻璃在生产线上的位置和状态,方便用户了解设备在生产中的整体运行情况。“工艺参数”页面:用户设置钢化参数的主要页面,钢化温度、钢化时间、钢化压力等重要参数都在“工艺参数”页面及其子页面中设置。“温度显示”页面:动态地显示钢化炉内各个监控点/区的温度。“温度曲线”页面:动态地显示钢化炉内监控点/区的一定时间段温度的联系变化。“参数读写”页面:对钢化机组工艺参数的上载(从PLC到上位机)、下载(从上位机到PLC)。“报警记录”页面:记录设备的报警档案及相关排除故障的提示。“设备检修”页面:设备调试及检修时,用来对钢化机组进行检测。只有兰迪工程师及得到兰迪公司的许可才能进行此页面的调试操作。“退出系统”页面:钢化机组退出系统的操作。工控机启动后,自动进入系统主页面。下面是对各页面及其功能的详述:GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com361、《主页面》主页面用于监控钢化机组的整体运行状况。“操作工级别”按钮:单击“操作工级别”,出现一个小页面(如下图),在“用户名”区光标闪烁的地方输入相应的使用者名称,在口令区输入相应的口令,再点击“确认”,如果输入正确,在“使用者名称”的黄色小块内出现红色的“GENE”(可根据客户要求设定)标志,就可以进行相应权利的操作,如进入其他页面等。如果输入不正确,提示您重新输入,点击“重新输入”。若不想输入,就用鼠标单击“取消”。若想退出现有用户的登录,用鼠标单击“控制工级别”,点击“关闭”。只有正确输入使用者名称及口令后,实际操作才被允许。境嵘G-F2436B25B10钢化炉GENEGENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com37“系统正常”按钮:系统的报警确认按钮,在系统异常的情况下,此块为红色和黄色交替闪烁,显示为“报警确认”,同时警铃响起。若系统为一般故障,用鼠标单击确认即可,报警块恢复为“系统正常”字样,警铃也关闭,生产可以继续进行;若为系统严重故障,用鼠标确认不起作用,一部分系统严重故障(如操作错误引起的严重故障),可按动急停按钮复位系统,再恢复急停按钮即可重新启动系统恢复生产;一部分严重故障,必须等待故障处理完毕,系统才能重新启动恢复生产。操作工的当前操作、钢化炉的运行状态、玻璃进炉许可,以及放片段、加热炉、钢化段、取片段的状态,如操作工按动步进铵钮、全程铵钮、放片段运行与停止、放片段上的玻璃位置、取片段上的玻璃位置、玻璃在炉中及风栅中的运行及位置、各个机械机构运动到的位置等,在上位机页面中都会有相应显示。炉内辊道上部文本框显示炉体内上部区域的实际温度。炉内辊道下部文本框显示炉体内下部区域的实际温度。炉体右下部有“生产模式”,显示炉子正处于工作状态或休眠状态;“炉内玻璃测长”显示最近一次进入加热炉中玻璃的总长;炉体左下部“自动升温开”显示炉体正处于升温的自动模式。图中有系统总运行的标志按钮,按钮下方显示系统的状态,若按钮处于停止状态(内部红色显示),显示“系统停止”,放片段电机不会运动。按钮起动以后,显示“按钮已经启动,设备仍未运行”,GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com38但放片电机处于待运行状态。按一下“主传动启动”按钮,显示“按钮已经启动,设备已经运行”,且按钮不断闪烁。炉门两边的小三角标志,代表加热炉体的前后炉门。炉门打开,小三角呈抬起状态;若炉门开关被感应,则小三角内的小圆点变为红色(炉体左方表示前炉门,炉体右方表示后炉门),若炉门开关未被感应,则小圆点呈白色。参数说明:“空炉剩余时间”:表示空炉时间(炉中无玻璃但不允许玻璃进炉的时间)的剩余时间。用于控制炉内温度,使前一炉次玻璃出炉后,炉内温度得以恢复。“加热剩余时间”:表示玻璃在加热炉加热的剩余时间。“冷却剩余时间”:表示玻璃在风栅内冷却的剩余时间。“冷却剩余时间”:表示玻璃在风栅内冷却的剩余时间。“炉体传动停止时间”:表示玻璃在加热炉内停止摆动的剩余时间。“加热状态”:按钮是加热系统的开启与关闭的软开关。“加热修正时间”按钮:增加/减少加热炉内玻璃的加热时间(每次增加/减少的加热时间可以设定),加热时间剩余少于25秒后不可再修正。每点击一次,以所设定的时间增加/减少一次加热时间。“放片时间”:指所设置的放片步进时间。“上片禁止”:一种保护措施避免误操作。“工艺状态”:指当前所选定的状态,平钢,弯钢。GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com39“加热状态”:指当前是否加热的状态。2、《工艺参数》页面点击相应按钮进入到《工艺参数调整》页面。操作工应根据玻璃的品种,大小,颜色,厚度等调整相应的生产工艺参数。参数说明:玻璃厚度:加工的玻璃原片的厚度。上部温度:加热炉内上部加热元件的设定温度。下部温度:加热炉内下部加热元件的设定温度。加热时间:玻璃在加热炉里所停留的时间。加热时间根据玻璃厚度的不同而改变,通常,每毫米玻璃的加热GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com40时间为35~40秒。空炉时间:前一炉次玻璃从加热炉里出炉后,为了补偿炉内的温度损失,不允许后一炉次玻璃进炉的时间。上部加热延时:玻璃进入加热炉后,在设定的上部延迟时间内,上部加热元件不加热。下部加热延时:玻璃进入加热炉后,在设定的下部延迟时间下内,下部加热元件不加热。玻璃进炉后停止时间:玻璃进炉到设定位置后,炉体传动停止的时间,然后玻璃才开始在炉内往复摆动。进炉速度:玻璃进炉过程的速度。出炉速度:玻璃出炉过程的速度。炉内有玻璃摆动低速度:玻璃在炉内前半段时间的摆动速度,通常速度较低。炉内有玻璃摆动高速度:玻璃在炉内后半段时间的摆动速度,通常速度较高。摆动速度转换时间系数:玻璃在炉内,低速摆动与高速摆动时间的百分比。内部参数按钮:进入内部参数画面。风压高级操作按钮:进入风压高级操作画面。温度高级操作按钮:进入温度高级操作画面。空炉加热开关:生产中炉内没有玻璃时,加热打开或关闭的GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com41开关。进炉后炉体传动停止开关:玻璃在刚进入炉内后,炉体传动是否停顿的开关。进炉后炉体传动停止时间设定:玻璃在刚进入炉内后,炉体传动停顿的时间设定。摆动方式开关:炉内错位摆动功能的开关。正常工作方式开关:从休眠功能返回正常工作模式的开关。《内部参数》子页面:单击相应按钮可进入《内部参数》页面。内部参数由在客户现场的洛阳兰迪玻璃机器有限公司电气工程师调试完成,请勿随意修改!如果生产过程中需要进行调整,请在兰迪公司程序工程师的指导下进行。《内部参数》进行修改后,并不能永久存入系统,当玻璃厚度进行变更后,《内部参数》将自动恢复到原始设定的数据。GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com42参数说明:玻璃进炉距离:玻璃从进炉方向前炉门光电开关位置传送到后炉门倒数第三根陶瓷辊道位置所移动的距离。炉内有效距离:指以进炉方向从前炉门处顺数第三根陶瓷辊道位置到后炉门处倒数第三根陶瓷辊道位置之间的距离。玻璃出炉距离:玻璃从后炉门处倒数第三根陶瓷辊道位置传送到风栅段(以进炉方向)倒数第一根风栅辊道位置所移动的距离。风栅有效距离:全栅钢化时,以进炉方向从风栅段顺数第一根辊道位置到风栅段倒数第一根辊道位置之间的距离。GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com43进炉减速距离:指玻璃进炉后,从开始减速到速度为零时所移动的距离。出炉减速距离:指玻璃出炉后,从开始减速到速度为零时所移动的距离。玻璃出栅距离:玻璃从风栅末端(出炉方向)第一根辊道位置运动到取片段光电开关位置所移动的距离。玻璃成弧距离:玻璃出炉到设定成弧距离位置后,才开始成弧动作。玻璃全栅一般规格:摆放玻璃的一般规格,若大于此规格,则系统会报警。玻璃全栅最大规格:摆放玻璃的最大规格,若大于此规格,则系统要发出严重报警,进炉玻璃被强制出炉。玻璃进炉速度:玻璃快速进炉时,炉体电机运动的速度。玻璃出炉速度:玻璃快速出炉时,炉体电机运动的速度。平钢化出栅速度:平钢化时玻璃快速出栅时,平钢化段电机运动的速度。弯钢化出栅速度:弯钢化时玻璃快速出栅时,弯钢化段电机运动的速度。冷却摆动速度1:玻璃在风栅中摆动的速度1。冷却摆动速度2:玻璃在风栅中摆动的速度2。GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com44炉内无玻璃时摆动速度:炉内无玻璃时炉体电机空运动的速度。炉内有玻璃时高速摆动速度:炉内有玻璃时炉体电机高速摆动的速度。炉内有玻璃时低速摆动速度:炉内有玻璃时炉体电机低速摆动的速度。高速低速时间转换系数:炉内有玻璃时炉体电机高速摆动占总加热时间的百分比。自动调弧编码器清零:按钮用于自动调弧编码器计数值的清零。《风压高级操作》子页面:点击相应按钮可进入风压高级操作页面。通常把钢化与冷却分为四个阶段,每一段有相应的时间与压力。根据生产产品的具体要求设定相应的参数。GENEGLASSOOperationManualAfter-salesservicephone:+86-379-65189888Fax:+86-379-68616699Email:geneglass2008@gmail.comgeneglass2008@yahoo.com45参
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 clard2k2
clard2k2
本文标题:操作手册3章
链接地址:https://www.777doc.com/doc-3887371 .html