您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 复制 -Cover母模仁加工流程_CAM
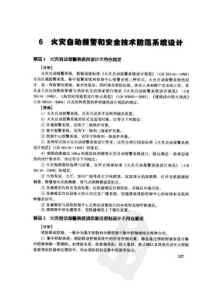
1、Cover母模仁加工1.說明(專題情況介紹)2.加工思路解析(分析用刀及加工方式)3.典型刀路實際制作(典型特征)4.問題點解析(疑難點)Produce:張志Cover母模仁加工專題說明本文著重對加工實例的解析﹐通過實例告訴大家哪些是模仁加工過程中必須注意的﹐有些問題我們是怎樣處理的模仁加工的工作量大﹐工作重要性高﹐因此對模仁程式的要求也很高總體分析(一)在加工模仁之前﹐我們首先得對成品有大致的了解----形狀﹑料質﹑用途。成品的形狀決定了模仁的形狀﹐因此決定了模仁加工中﹕刀具及銑銷方法的選擇﹔各加工面刀間距的大小﹔程式的順序。料質和用途決定了成品的精度﹐所以也簡接的決定了模仁加工的精度。(二)在加工模仁之前﹐我們還要考慮電極的拆解。正確﹑合理的電極方案對模仁加工及工作效率關系重大總體分析CNC加工時間(因為在有電極的地方﹐我們可以適當的加大刀間距)。(三)模仁加工的一般步驟﹕開粗--中坯--精修(精頂面--精側壁--精弧面)(四)刀具的一般選擇﹕根據模仁的形狀和大小﹐開粗時可選用不同型號的飛刀(D35R5﹑D16R0.4等等)﹔中坯時選用比開粗小或同樣大小的飛。
2、刀(D20R0.4﹑總體分析D16R0.4等等)﹔在精修頂面時﹐選用(D20R0.8﹑D16R0.8等等)的飛刀﹔精側面時﹐選用平刀﹔在精弧面時﹐選用圓鼻刀﹑球刀或平刀。實例分析以MP306002為例﹐此模仁形體比較簡單﹐四面跑滑塊﹐無斜梢﹐是典型Note-book的Cover﹐主要分為2個加工區域(如圖所標示的紅線部分﹐中間部分是平面。)材質是NAK-80,像此類模仁的加工時間為6-8小時。一般母模仁基准角在右下角﹐公模仁基准角在左下角。加工前位置的擺放開粗在選用刀具方面﹐盡量選用大刀以加快開粗的速度﹐節省時間。采用D35R5的圓鼻刀開粗﹐運用外部下刀﹐減小刀粒的磨損﹐步距(0.65)﹐余量留0.4mm,防止鐵料過切。中坯注意﹕在中坯過程應特別注意開粗不到位所留下的余量這樣很容易損刀。D16R0.4的圓鼻刀中坯﹐為避免抬刀過多﹐分區域銑節省加工時間﹐F1200,S2000,留0.15mm。局部開粗此處由于寬度太小﹐前面的程式不可能加工到﹐所以要用小刀在局部開粗.精修表面用D25R0.8的刀精修所有的平面﹐要注意安全高度﹐防止撞刀﹐側壁預留1mm﹐此程式應走在所有的精修程式之前﹐便于。
3、對刀﹐防止斷差。精修D6R0.5刀精修,在加工此內槽時﹐應考慮到它是成品的外觀面﹐精度要求比較高﹐所以刀間距可以適當改小(0.12mm).精修美觀線此處加工不出來﹐需做電極放電采用CONTOURPROJECTION加工此美觀線﹐但圖中線圈起部分加工不出來﹐需做整體電極放電﹐提高效率和精度。銑流道像加工這種不在同一平面上的流道﹐采用TRACING3D加工﹐在取輪廓線的時應注意輪廓線應與3D一致。問題點像圖中標示出的內槽﹐如果精度要求比較高﹐可以考慮做外觀電極。此模仁靠破面比較多﹐應保証它的尺寸正確。另外﹐在加工某個區域或面時﹐相鄰的區域或面我們一定要做保護面﹐以免刀具傷到或過切此處。問題點解析刀具接痕側面裕留精修底面﹐再提刀修側壁。現場加工時﹐以刀具補正接順平面。程式傳輸程式傳輸﹔大至以上面所講的順序來傳輸。但要注意以下几點﹕1.在同一把刀精修量多時﹐可把它分成几條程式輸出(可以避免因刀具磨損﹐而使精修不能到位)﹐但盡量使加工深度相近的刀路﹐輸在同一條中(可以提高CNC加工速度)。2.常常遇到精平面和側面的刀﹐因沒有接順而出現段差。為此我們可以在精修。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 遥久冕恒
遥久冕恒
本文标题:复制 -Cover母模仁加工流程_CAM
链接地址:https://www.777doc.com/doc-3960314 .html