您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 工作范文 > 聚乙烯管道施工质量控制(山东华信塑胶股份有限公司)
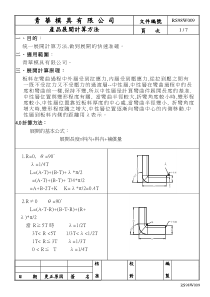
聚乙烯管道施工过程的质量控制精确控制过程,过程决定质量质量就是生命,生命源于质量聚乙烯管道的应用及焊接接口质量的重要性国外从20世纪60年代即开始大规模使用PE管输送天然气。目前中国各城市在燃气输配管网中采用PE管输送天然气的非常多。随着聚乙烯(PE)管道应用领域推广的不断深入,管道连接成了一个重要的问题。在塑料管道系统的应用和铺设过程中,管道之间的连接是影响其结构完整性、安全运营和持久强聚乙烯管道的应用及焊接接口质量的重要性度的重要因素。由于管道输送的流体可能是危险性极高的介质如:天然气、煤气等;连接接头一旦破坏或连接性能不可靠,后果将不堪设想。因此管道连接技术的发展程度是影响塑料管道能否广泛应用的关键因素之一。聚乙烯管道在燃气输送应用中焊接接口连接方式1电熔连接2热熔对接连接聚乙烯管道的连接质量问题聚乙烯管道的焊接,是一个没有事后非破坏性检验手段的过程,因此我们必须控制好影响聚乙烯管道连接接口质量的各主要方面因素,控制好管道连接的过程,杜绝质量问题的发生,获得一个合格的连接接口。影响连接接口质量的五大因素1环——环境,系指国家、行业、使用者、生产者对聚乙烯管道系列产品、应用技术的认知、支持、应用程度;2法——工艺、焊接方法、施工规范、焊工资质管理体系、焊接数据、施工人员管理系统;3料——聚乙烯管路系统中所涉及的各种元件,包括:管材、管件、阀门、钢塑转换等;4机——焊接设备及辅助工具;5人——焊工、安全员等。环境对PE管道施工质量的影响随着PE管的推广使用,施工质量问题、安全运营问题成了头等大事,国家及行业逐步完善相关规范标准。相关标准的制定,为我们做好工程质量提供了法规依据。主要的法规规范有:《城镇燃气输配工程施工及验收规范》CJJ33-2005的颁布及实行,其中就加入了PE管环境对PE管道施工质量的影响施工的内容;《燃气用聚乙烯管道焊接技术规程》TSGD2001-2006的制定,于2006年5月23日形成最后报批稿,其中就详细规定了焊接工艺评定、燃气用聚乙烯管材管件的要求和焊工考试与管理。《城镇燃气设施的运行、维护和抢修规范》新版修订;环境对PE管道施工质量的影响GB15558.1、GB15558.2管材管件的标准也已制定完毕,其中详细规定了对管材管件的质量要求。参照国际标准ISO12176-1、ISO12176-2制定的热熔焊机和电熔焊机国家标准送审稿已完成,详细规定了施工中对热熔对接焊机和电熔焊机的技术要求。环境对PE管道施工质量的影响此外还制定了一些试验方法标准,为施工质量提供了依据。这些法规标准的制定和实施,都为我们做好工程质量提供了依据,创造了一个良好的工程环境,我们应该将标准规定的内容付诸实施。焊接工艺参数对PE管道施工质量的影响要保证质量,保证PE管路系统的安全运营,我们需要良好的焊接接口。我们就需要完善的焊接工艺评定和焊接基本操作要求,以及焊工考核管理系统。焊接工艺参数对PE管道施工质量的影响热熔对接焊接工艺在实际应用过程中需考虑以下问题:1、焊接时气温的变化,当气温低时,可适当的延长吸热时间2、压力换算:在焊接中实际操作的使用压力与工艺参数数值是不同的:首先,应将工艺压力(加热压力、吸热压力、焊接压力)换算成液压系统压力其次,应将拖动压力(移动夹具的摩擦阻力)加到P1上,得到使用压力焊接工艺参数对PE管道施工质量的影响加热工具温度的确定要考虑材料的性质和接头的质量1.1加热工具温度应在材料的熔融温度(部分结晶性塑料)或材料粘流态转换温度之上。因为只有在这种情况下,塑料产生熔融流动,塑料大分子才能相互扩散和缠绕。一般来说,随着工具温度的提高,接头的强度就开始提高而达到最大。实验证明,HDPE在低于180℃时,即使在熔化时间相当长的情况下,也不可能取得质量好的接头。1.2温度的上限受制于材料结构的变化和焊缝形状变化当温度过高时,会出现如下情况:卷边的尺寸增大;聚合物熔体对工具的粘附;聚合材料的热氧化破坏(热氧化破坏析出挥发性产物,如CO不饱和烃等。由于材料结构内发生变化和出现杂质的结果,使焊接接头的强度降低)。考虑到上述情况,焊接聚乙烯最好采用温度190~230℃。焊接工艺参数对PE管道施工质量的影响加热过程参数——时间、压力加热时间的确定:加热时间是焊接过程中的重要参数。他与加热工具一起,共同决定着焊件内的温度分布及产生工艺缺陷的可能性、形状和结构。管端熔化的最佳时间是随着焊接尺寸的增大而增大,一方面由于加热面积增大,更重要的是对流和辐射传播的能量会随着管壁厚的增大而减小。实验证明,管材的壁厚远较其外径对加热时间更有实质性的影响。加热时压力的意义:加热时的压力,应能迅速的平整管材端面上的不平度并有效的促进塑化,但压力也不能过大。塑料熔体在加热和压紧时压力的作用下,会流向焊端的边缘而形成焊瘤刺,并改变焊接接头的形状,而且会造成焊端熔化层的深度减小,改变了总的温度分布,严重影响焊接质量。因此要控制好加热压力的大小,并采取阶段施压的方法,即在加热阶段初期采用较高的压力,而在随后的吸热阶段换用较小的压力。焊接工艺参数对PE管道施工质量的影响焊接过程参数——压力、时间熔接过程中施加压力的作用,是排除气孔或气体夹杂物并尽量增加实现相互扩散的面积,消除两连接面之间受热氧化破坏的材料,并能补偿塑料材料收缩。没有压力时,收缩会导致收缩孔的出现,增大结构的缺陷和剩余应力。表面的接触应在压力下保持一段时间,以使两平面牢固结合。焊接工艺参数对PE管道施工质量的影响冷却过程参数——压力、时间由于塑料材料导热性差,并且冷却的速度相对缓慢,以及焊缝材料的收缩,结构的形成过程在长时间内以缓慢的速度进行。因而,焊缝的冷却必须在保持压力下进行。焊接工艺参数对PE管道施工质量的影响熔接参数偏离对熔接质量的影响吸热时间:为了获得充分的熔化区域,足够长的吸热时间非常的重要,而加热压力较为次要。冷却时间:冷却时间过短,造成较大的内应力,引起焊口脆化。增压时间:加热完毕,管端必须迅速的结合在一起,但压力的增加应是平稳地。切换时间:推荐值在10s以内,重要的是尽量可能的缩短切换时间,因为熔化端面的冷却速度非常快。压力:可在相当宽的范围内变化:0.10~0.22MPa。摩擦力大时不宜采用较低的值,推荐范围为0.15~0.22MPa。温度:可在200~230℃范围内变化,在强度上没有明显的变化。电熔焊接焊接工艺过程1管材在电熔套筒内定位2通过控制器向电熔管件通电3电热线圈周围的PE材料开始熔化4熔融区的PE材料熔胀,向管材外壁膨胀5向管外壁热传导,管外壁PE材料开始熔化6熔体压力增大,促使熔体沿界面流动7熔体流到冷却区,开始凝结,从而封闭了熔融区域8继续通电导致通体压力的增高9断电前,熔体压力达到最大值10开始冷却,温度持续下降。熔接过程中的参数变化界面温度时间140℃温度参数:界面温度是一个非常重要的参数。通电后,界面处的温度将以一定速率稳定上升。该速率取决于电热丝的类型、尺寸及电热丝在熔接区的埋设深度及间距。当PE材料温度达到130~140℃时,材料开始熔化,需要吸收能量,因而温度出现暂时性的平台。熔接过程中的参数变化冷却时间200℃140℃110℃熔融时间界面温度熔体熔体温度迅速上升,一旦熔体填满间隙,即迅速向管材外壁传热。应使热传递有效、迅速,以保证在扩张或变形前,完成熔接。通电加热的最终结果,是让管材外壁和管件内壁界面出充分地创造出一个熔体池,以保证高质量熔接。随着通电的继续,界面温度迅速上升到180℃以上。达到设置的熔接时间,断电,温度开始迅速下降,当温度降到140℃,熔体固化。但会在120℃左右稳定一段时间。这是由于PE冷却过程中,发生结晶作用,放出热量。但直到110℃左右,固化才完成。界面温度在给顶的熔接时间内随着输入功率的增加而提高;随着管材外壁和管件内壁间隙的增加而降低。熔体添满间隙界面处熔体池的形成熔接过程中的参数变化压力:电熔连接过程中,PE熔体最终温度,典型的约为200℃。对于MDPE从20℃升温到200℃,体积膨胀约为20%。由于冷却区封闭了熔融区域,因而在界面处产生熔体压力。界面压力的影响因素有:1在可测量到熔体压力之前,存在潜伏期,约为规定熔接时间的20~25%。2熔体压力迅速升高,峰值在0.6Mpa左右。3越过峰值后,熔体压力随着冷却时间的增加而减小4如果管材和管件的间隙加大,则延长了潜伏期,且峰值压力随之降低。熔接过程中的参数变化时间及能量对于一个具体的管件,焊接时所消耗的能量大小仅与时间有关。熔融时间直接影响接头的强度,因此必须在一个合理的范围内。电熔连接接头熔接强度随熔接时间变化的关系可分为四个阶段:潜伏期、接头形成期、固化阶段、平台区和冷却阶段。潜伏期接头形成和固化平台区降解通电时间熔接界面强度平台区:在该阶段,接头的强度随着熔接时间的延长变化不大,趋于稳定。但在该阶段,熔化材料的容积,熔体压力和界面温度都继续攀升。冷却阶段:规定的熔接时间达到后,电流停止,界面处的聚合物开始冷却,熔体压力开始下降。降解阶段:如果超过了规定的熔接时间,而不断电,将导致接头处的温度继续升高,导致材料将解和接头强度的降低。熔接过程中的参数变化潜伏期:潜伏期的特征是接头无强度,是电热丝加热管件内表面的PE,填充界面间隙的阶段。而未建立起熔体压力接头形成和固化阶段:潜伏期结束,管材和管件之间的间隙为熔体所填充,管件内表面和管材外侧的聚合物被熔化,熔体池开始封闭,可测量到熔体的压力。随时间推迟,测量表明,接头已存在强度。随着熔接的继续,熔化材料的体积膨胀,界面温度升高,熔体压力增大,界面强度也随之提高。环境温度对熔接接头的质量的影响如果熔接过程中环境温度不同,则意味着管件在熔接过程的热传导条件发生了变化,会引起熔接时所需总能量的变化,因此,熔接时间应有所改变。实际测试表明:当环境温度在-10~40℃范围内变化时,熔接时间的修正值约为0.5%。(电熔管件的熔接时间一般都是在20℃环境温度下给出)熔接过程中的参数变化聚乙烯管路元件对PE管道施工质量的影响聚乙烯管路系统各个元件的质量是非常重要的,我们要明确各个元件质量的要求、鉴别检验方法,不能草草行事:是PE管就行。举个例子来讲,各PE管在出厂时,由于挤出加工工艺的差异,对最佳熔接参数的要求不同。焊接机具对聚乙烯管道施工质量的影响焊接过程中所用的焊接机具及辅助工具等一系列机具是保证施工质量的重要因素之一,设备必须能够提供精确的、稳定的焊接参数。对热熔焊机而言,就是压力、时间和温度。对电熔焊机而言,还是压力、时间和温度。总而言之,只要有了好的设备,干起活来就顺畅。焊接操作人员对PE管道施工质量的影响人是所有因素里最重要的一个因素。在此而言就是我们的焊工、安全技术员、项目经理等。对各类人员来讲都必须持证上岗,都必须具备相应的技术技能,都必须接受相关的技能培训。焊接操作人员对PE管道施工质量的影响目前在我们国家聚乙烯管道焊接工人培训工作已比较系统,下面举几个培训机构的名称:北京燃气集团技术培训中心山东省锅炉压力研究所陕西省PE管焊工考核管理办公室浙江省质监局小结聚乙烯管道的施工质量可以通过控制以上各方面因素进行系统控制,因为没有非破坏性的接口检验手段,我们只能如是做:精确控制过程,过程决定质量数据下载及管理软件系统截至目前为止,聚乙烯管道的焊接是一个没有事后非破坏性且非常有效检验手段的过程,因此我们必须控制好影响聚乙烯管道连接接口质量的各主要方面因素,控制好管道连接的过程,控制好熔接过程中的各个熔接参数,杜绝质量问题的发生,方可获得一个合格的连接接口。我公司的全自动热熔焊机和电熔焊机数据下载及管理软件系统均能有效记录熔接过程中的参数,可用打印机直接打印,也可选择配置相关的分析软件与计算机相连并下载至计算机保存记录,同时可对这些参数进行打印、统计。功能也可向分析方面扩展,例如:指定焊工的焊口合格率、指定工地的焊口数量分析和数据统计、指定设备的焊口完成情况、指定时间段的焊接作业情况、焊工违章查询等。这些都为我们做好焊接质量数据下载及管理软件系统提供了良好依据。下面是相关产品的图片简介。聚乙
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 qjuser
qjuser
本文标题:聚乙烯管道施工质量控制(山东华信塑胶股份有限公司)
链接地址:https://www.777doc.com/doc-3982346 .html