您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 冶金工业 > 防前刮伤专案报告(最新)
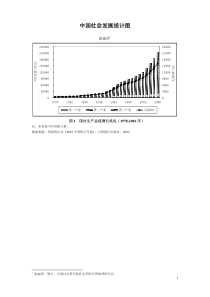
1制作:刘锦堂审核:核准:竞华电子(深圳)有限公司防前刮伤改善专案报告2內容一.小组成员二.现况信息三.不良分类四.不良原因查找五.不良原因分析六.对策拟定七.防止再发八.执行标准九.效果确认3一.团队作业主導人:李金菊主任成員:防焊二课:刘才中课长品管一课:孙练军课长研发部:刘楷工程师制二部:刘锦堂工程师客服部:刘萌副理客服部:方小敏工程师4客户端上件不良状况*统计客户端上件前十大不良,防前刮伤为上件不良第三大,占比11%二.现况把握5二.现况把握*统计1301-1310月厂内检出防前刮伤平均不良率为0.40%厂内检出不良状况5826461739034304445259534923140624132603858211229247628419129318812005301489345119597912679603575686126120514789281462048.70.47%0.73%0.30%0.36%0.30%0.50%0.39%0.39%0.33%0.41%0.40%10Ave月份项目1234567防焊前刮伤生产总数防焊前刮伤不良率896三.不良分类不良图片收集及分类序号名称NG图片1钝器撞伤2细条状刮伤3尖锐物体刮伤4片状刮伤说明1.观察此不良点位置线路表面有油墨表示此异常为印刷前刮伤。2.观察不良点位置线路并不断裂,且程弧形歪曲,表明为钝器撞伤1.观察此不良点位置,线路呈细条断裂状,仔细观察线路断裂处方向一致,依外观观察属刀片一类切割导致.1.观察此不良点位置线路断裂状,仔细观察线路断裂处方向一致,此异常较钝器撞伤线路断裂,较细条状刮伤面有比较宽,故分类为尖锐物体刮伤。1.观察此不良点位置,线路断裂状方向不统一,且面积比较大故分类为片状刮伤。7四.不良原因查找----现场稽查说明:中检AOI以后防焊出货前,各站别查找线路刮伤不良隐患,防前刮主要责任制程以上标记工序,經稽核現場,防前刮伤主要產生源於防焊制程流程查找AOI进料搬板搬框(上)板框(上)投板VRS搬运挂Pin烘烤取板显影检修投板印刷搬框(下)对位插框出货磨刷/喷砂插框曝光履带暂存静置插板条收板预烤静置静置中检退洗重工前处理印刷预烤曝光显影后烤出货8四.不良原因分析小结:分析防前刮伤产生源主因为:1.人员动作部分.2.治工具推车护套破损3.现场小胶片/破损胶片的使用4.退洗板无特别管控。9六.對策擬定因次改善项目改善对策执行日期附件主因1.人员动作1人员部分主要以教育训练为主,现场各组长早晚会宣导各站刮伤以及讲解各站刮伤注意事项。由培训师至现场考核确认,对于考核不合格人员反复进行培训及考核。2.制定个站别动作标准至现场人员参考学习。12/202.治工具推车护套破损1.对于现场推车/暂存台胶套破损脱落部分及时更换回复处理,2.制定推车暂存台胶套破损OPL张贴于现场,供现场作业人员参考学习,作为后续胶套管控标准1/53.现场小胶片/破损胶片仍在使用1.对于现场中的小胶片/破损胶片已于本月初安排人员进行清理。2.在防焊和中检的公共区域设置小胶片/破损胶片放置区,后续过程中各站发现破损胶片立即收起单独放置。1/84.退洗板无特别管控。对于退洗板1.制定专人进行退洗,并对其进行刮伤以及退洗注意事项教导。2.对于防焊退洗流程进行细部优化,并将其列印至现场学习。12/20次因1.对于防焊前刮伤次因拟定对策,制作Checklist进行点检。2.对于各站之动作进行制作标准供员工学习参考。3.对于点检表中未执行项在部内周报时对其当班组长进行检讨。1/510六.對策擬定人员动作部分站别不良描述改善前标准要求改善后中检/VRSVRS找点人员在基板上下台面时用单手进行操作。VRS找点人员在基板上下台面时需双手操作。中检/检修检修人员在基板上下台面时手持检修刀作业。检修人员在基板上下台面时手中不能持检修刀作业。中检/出货中检出货人员凑批时基板和胶片一块往里面插,极易造成刮伤。中检出货人员凑批时因先将胶片放好在将基板放置进去。11人员动作部分六.對策擬定站别不良描述改善前标准要求改善后防焊印刷室印刷室收板人员收板时,双手同时收板多片,过程中基板易造成刮伤.印刷室收板人员收板时需双手单片作业,且每50PNL必须隔胶片。防焊印刷室印刷室冷却暂存台大小板未隔胶片。印刷室冷却暂存台大小板必须隔胶片放置,且50PNL必须隔胶片。防焊退洗退洗人员在捞退洗内控时叠板作业,且最下面未垫胶片。退洗人员捞退洗内控时应单片作业,且最下面垫胶片。12胶片推车部分六.對策擬定站别不良描述改善前标准要求改善后中检防焊胶片破损或胶片尺寸偏小时,不可用于隔板。胶片无破损,大小统一,能良好隔离基板。中检防焊推车上面胶套破损,基板直接接触不锈钢靠背,易产生刮伤。胶套因无破损,完好包住推车不锈钢。13七.防止再發对策实施,并进行过程监控,建立标准化管理,防止不良再发。项目人员部分治工具推车胶套破损现成小胶片/破损胶片使用推洗板无特别管控标准化附件对策执行过程监控14八.效果確認582646173903430444525953492314062413260385821027171692215565641229247628419129318812005301489345119597912679603575686126120514789281462048712918811349121128418739251890.47%0.73%0.30%0.36%0.30%0.50%0.39%0.39%0.33%0.41%0.40%0.21%0.13%0.17%0.17%2014年生产总数防焊前刮伤不良率AveAve11121防焊前刮伤78956102013年月份项目123415
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 滑散
滑散
本文标题:防前刮伤专案报告(最新)
链接地址:https://www.777doc.com/doc-3993538 .html