您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 油封装配工艺知识培训
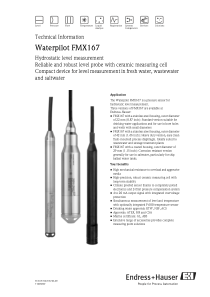
拖拉机油封装配工艺知识培训总装二车间2015.12目录01油封材质及结构介绍02油封装配工艺知识03油封泄漏检查油封材质及结构介绍01Page41.学习目标一油封材质及结构介绍1、骨架油封是油封的典型代表,一般说的油封即指的是骨架油封。用来防止液体或固体(润滑脂等)从系统中泄露出来,或防止灰尘进入系统内部的功能性零件。骨架就如同混凝土构件里面的钢筋,起到加强的作用,并使油封能保持形状及张力。2、分类:按结构形式可分单唇骨架油封和双唇骨架油封。双唇骨架油封的副唇起防尘作用,防止外界的灰尘,杂质等进入机器内部。按骨架型式可分为内包骨架油封,外露骨架油封和装配式油封。按工作条件可分为旋转骨架油封和往返式骨架油封。通过油封使用的学习培训,了解骨架油封的结构、原理、安装及注意事项,正确的使用骨架油封,避免错误的安装方法,减少整机泄漏故障的发生;2.概述Page5一油封材质及结构介绍Page63.骨架油封介绍一油封材质及结构介绍•特点:骨架油封由金属骨架、弹簧、橡胶密封部分组成。金属骨架起支撑作用,弹簧对密封唇口施加径向压紧力,密封唇口防止润滑油的泄露。•主要设计参数:1、唇部过盈量2、唇口接触宽度3、腰部长度和厚度4、唇与轴中心线的夹角Page74.骨架油封结构作用一油封材质及结构介绍名称各部位的作用①唇部唇端面(滑动面)唇端部是斜楔形状,在端部处按压轴表面,起到密封流体的作用。②密封唇部密封唇是柔性弹性体,是对机械的振动及密封流体的压力变动的影响下仍可保持稳定的密封作用的设计,并起到保持唇部与轴表面接触状态,为稳定状态的作用。另外弹簧可提高密封唇向轴的迫紧力,起维持此迫紧力的作用。③防尘唇部防尘唇是没有与弹簧连接的副唇,起防止尘埃侵入的作用。④配合部配合部是油封在腔体孔内固定的同时,起防止流体从油封外周面与腔体内面的接触面间泄漏及侵入的作用。另外金属骨架是当油封固定在腔体内时,起保持配合力的作用。Page85.骨架油封密封原理一油封材质及结构介绍密封原理:由于在油封与轴之间存在着油封刃口控制的油膜,此油膜具有流体润滑特性。在液体表面张力的作用下,油膜的刚度恰好使油膜与空气接触端形成一个新月面,防止了工作介质的泄漏,从而实现旋转轴的密封。油封的密封能力,取决于密封面油膜的厚度,厚度过大,油封泄漏;厚度过小,可能发生干摩擦,引起油封和轴磨损;密封唇与轴之间没有油膜,则易引起发热、磨损。因此,在安装时,必须在密封圈上涂些油,同时保证骨架油封与轴心线垂直,若不垂直,油封的密封唇会把润滑油从轴上排干,也会导致密封唇的过度磨损。在运转中,壳体内的润滑剂微微渗出一点,以达到在密封面处形成油膜的状态最为理想。Page96.骨架油封密封原理一油封材质及结构介绍即:油封橡胶唇口与旋转轴之间形成一条线状接触带,此带处的轴与橡胶之间形成一非常薄的均匀膜,厚度大约为2.5um。油膜能将唇口与轴之间相对运动而产生的摩擦热带走,使其润滑;又能在油膜的表面产生一定的张力,阻止润滑油的流出,形成密封油封装配工艺知识02Page111.油封的存放、保管要求二油封装配工艺知识1不要打开原包装,注意包装是否损坏,装配前把油封留在原包装里;如下图1、2;2避免日光直晒,也不要放置在高温热源附近,因为这会促使橡胶老化;3油封不得随意散放,要注意防尘和防土,不要与化学品混放,确保使油封处在封闭或有盖状态;4在运输和使用油封时,为防止油封变形和弹簧脱落,请不要给与过分冲击;5油封不能用细绳捆扎,也不要挂在钉子或金属线上,这样会损伤密封唇;6不得把油封放到潮湿的地方,这样会使金属部件生锈;7请不要用指甲或硬物摩擦唇口端部,以防损坏密封唇;正确的拿取方式如下图3;图3拿取油封外径图1正确存放图2错误存放Page122.工装的检查、选取和存放图2工装的选择、设计图1工装的检查1只能使用作业指导书中规定的正确工装来装配;2每日检查工装是否槽口、桥边、起皱等,因为粗糙的表面会造成唇口损坏;如下图13选取正确的工装应该是只使油封在进入安装孔过程中只有油封外壳受力,而不是密封件;4正确的工装应该根部在安装孔的外部,而不是仅仅作用在油封上。尽可能的能够预导向工装;如下图2二油封装配工艺知识Page135工装要求有便于油封插入的倒角,且尺寸应远比油封唇口部分的自由状态时内径小。否则,油封会在安装进工装时被尖锐的倒角切坏;如下图16尽可能的采用压床安装唇式油封,或者使用橡皮锤,因为金属锤会由于冲击力把环形螺旋弹簧震出,震出的弹簧很难在测试时发现;如下图2图2环形弹簧被震出图1选倒角大工装2.工装的检查、选取和存放二油封装配工艺知识Page147正确的存放油封工装可以避免被损伤和污染;如下图18工装必须要保持清洁,每天清洁工装是必须的,如下图22.工装的检查、选取和存放图1图2二油封装配工艺知识Page153.轴、安装座的保护图1图2二油封装配工艺知识在装配前请不要使轴及安装座孔受到损伤,而引起泄漏,最好不要使精加工的轴与安装座孔碰撞到其他零件,请使用搬运夹具,如下例所示。下图是搬运安装座孔用夹具,每一个安装座孔放入一个间隔中靠在壁上,不会损伤安装座孔,这种夹具的材质采用不会损伤金属的塑料(树脂)。如图1下图2是轴用搬运夹具,使用塑料(树脂)罩防止轴损伤。Page164.装配轴表面检查和主要参数确认二油封装配工艺知识轴直径d1d1-d2轴直径d1d1-d2d1≤101.550<d1≤704.010<d1≤202.070<d1≤954.520<d1≤302.595<d1≤1305.530<d1≤403.0130<d1≤2407.040<d1≤503.5240<d1≤40011.0表1:轴导入导角表1:轴导入导角表1:轴导入导角1轴的表面粗糙度按GB1801规定与油封接触的轴表面,应使用磨削法加工至表面粗糙度Ra0.2~0.63um,Rmax=0.8~2.5um。2轴的直径公差按GB1801规定不得超过h11。3倒角宽度满足表1要求。4轴倒角30度(最大),倒角上不应有毛刺、尖角、及螺旋加工痕迹,倒角面的粗糙度Ra≦3.2um,热处理碳化层必须抛光清除。5特别注意:(1)轴的表面粗糙度过高,油封唇口易磨损及渗漏油。(2)倒角处的毛刺、尖角及螺旋加工痕迹容易划伤油封唇口造成油封初期密封失效。(3)避免或减少轴的损伤、砂眼、安装偏心及径向跳动等缺陷。Page174.装配轴表面检查和主要参数确认二油封装配工艺知识表1:轴导入导角表1:轴导入导角132Page185.装配轴承座孔检查二油封装配工艺知识1孔径的表面粗糙度按GB1301规定:外包胶Ra3.2~6.3um,外露骨架Ra0.8~3.2um。2孔径公差按GB1801的规定不得超过H83倒角长度按GB13871-92,座孔倒角最小15度,最大25度,倒角面的粗糙度要求与轴径相同。4孔径倒角角度大于45度或无倒角,容易对油封造成啃伤或划伤引起油封外径及装配倾斜和油封骨架变形等,易使油封装机早期发生渗油或漏油。5轴和腔体检查:(1)轴表面与腔体孔内面确认不得附有防锈油或砂尘等异物,如已附有时,请予以洗净。用洗净油和汽油清洗时,请拭干净。此时用压缩空气喷射,可使看不见的部位一样清除干净。洗净油与汽油在轴与腔体孔中残留,会使油封膨胀,而发生故障。(2)腔体孔内面及倒角部分,不应有毛刺及缺陷。因为毛刺及缺陷会在安装时成为唇口端部与外周面损伤的原因,请用金刚砂纸予以除去。(3)唇口部接触轴表面时无缺陷及锈。Page195.装配轴承座孔检查二油封装配工艺知识Page206.油封安装前的检查图1二油封装配工艺知识1安装前检查油封,油封清洁并完好无损,请不要使用附着有砂、尘等异物的油封,这会造成泄漏。2把油封的密封唇口端朝向密封介质一侧,切忌反向装配。3油封安装时,外表面应涂上适当的润滑剂,唇口应涂上适合的清洁润滑油,避免轴初始旋转时的干磨损,严禁涂抹润滑脂(黄油),因为其粘性易吸附灰尘、渣滓等;4确定的油封安装定位的基准面都应是机械加工的表面,未经加工的基准面不能使用。5油封唇缘通过的螺纹,键槽,花键等处应采取各种措施来防止唇缘损伤。螺纹,键槽,花键等处保护用材料的粗糙度Ramax不超过3.2um,不允许有碰划痕毛刺等。Page217.油封安装方式二油封装配工艺知识1)正确的施力方式,避免造成油封变形,在没有压力机或没有使用压力机的情况下,应选用一适当的挡板作为治具,均匀施压,切勿以锤直接敲打,造成油封变形。•正确操作:•错误操作:在油封部分敲打,导致变形损坏Page227.油封安装方式二油封装配工艺知识2)正确的安装工装,选用工装时注意工装与油封接触位置。•正确操作:•错误操作:压板与油封接触部位直径过小,引起油封变形损坏。Page237.油封安装方式二油封装配工艺知识3)不同安装方向选择不同工装。由于装配的方向不同,油封铁壳的施(受)力点亦不同,故应采用不同的装配工装。•正确操作:•错误操作:压板与油封接触部位尺寸不满足要求,引起油封变形损坏。Page247.油封安装方式二油封装配工艺知识4)保持油封的水平。装配时请将油封水平放置在腔体内均匀加压。•正确操作:•错误操作:油封倾斜,油封配合部分被挤坏,卡住,运行后易发生泄漏。5)油封在腔体装配结束,向轴上套装时,可考虑采用铜版纸引导套装,以防止密封唇损坏。6)轴承或齿轮箱应具备通畅的压力升高,导致唇形密封在受压状态下密封失排气装置,防止在运行中温度升高引发油气等被密封介质效。7)密封唇收紧弹簧张紧度应调整适当,一般应在1.5倍的密封介质静压。油封泄漏检查03Page26三油封泄漏检查1.由唇口发生泄漏时主要原因Page27三油封泄漏检查2.由配合部发生泄漏时主要原因Page28三油封泄漏检查3.由唇口发生泄漏时主要原因Page29三油封泄漏检查3.由唇口发生泄漏时主要原因Page30三油封泄漏检查3.由唇口发生泄漏时主要原因Page31三油封泄漏检查3.由唇口发生泄漏时主要原因Page32三油封泄漏检查3.由唇口发生泄漏时主要原因Page33三油封泄漏检查4.由外径发生泄漏时主要原因
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 lampard_jack
lampard_jack
本文标题:油封装配工艺知识培训
链接地址:https://www.777doc.com/doc-4022342 .html