您好,欢迎访问三七文档
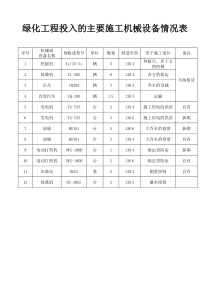
精磨又称细磨。它是介于粗磨与抛光两大工序之间的重要工序。精磨的目的是保证工件达到抛光前所需要的面形精度、尺寸精度和表面粗糙度。因此,精磨的质量对抛光的影响是非常重要的。精磨的方法分为散粒磨料精磨和金刚石精磨。前者称为古典法精磨,又称自由研磨;后者称为高速精磨。§4—1精磨的技术要求与技术分类一、精磨的技术要求。1、表面粗糙度要求粗磨完工的光学玻璃表面粗糙度比较大,即表面凹凸程度很严重。散粒磨料加工常以金刚砂研磨后留下来的表面,其玻璃表面破坏层约30微米,表面粗糙度RZ小于6微米;固着磨料加工常以金刚石砂轮加工的表面,其表面破坏层约50微米,表面粗糙度RZ约在0.9微米以下。精磨的目的之一,就是要使光学玻璃表面凹凸程度变小,以达到能被抛光抛去的程度。目前情况下认为:用散粒磨料以金刚砂加工后破坏层在12微米以下,粗糙度在0.4微米以下;固着磨料加工时,以W10金刚石丸片加工后的破坏层在8微米以下,表面粗糙度Rz在0.35微米以下。2、几何面形精度要求光学完工的几何面形要求—般很高,往往是在微米级精度,要达到这样高的精度,只能通过精磨这道工序逐级提高,从而为最后的抛光工序作好准备。在古典法抛光中,精磨后的表面几何形状要比抛光完工零件差4~8个牛顿干涉圈,大约2微米左右;在现代高速抛光中只能相差2个牛顿干涉圈,约0.5微米左右。这里要注意,在实际生产中,精磨后的面形应该是低光圈,这时对凸透镜来说是曲率半径应大一些,而对凹透镜则相反,曲率半径要小一些。二、精磨方法的分类精磨一般可以分为散粒磨料研磨法和固着磨料法。后者又分为:成型面形工具和范成法之分。散粒磨料精磨也称古典法,就是以金属成型模具(通常用黄铜),中间加上金刚砂对玻璃逐步研磨。每更换一次磨料粒度就得更换一个曲率半径的球摸。对加工凸透镜来说,磨料粒度越来越细,相应地球模曲率半径也将越来越小。固着磨料精磨法亦称金刚石高速精磨,又称微粉细磨。所谓成型法丸片高速精磨,就是用含有金刚石微粒的青铜基体做成的小圆片按一定排列胶成球面形或平面形。对玻璃进行铣磨加工,这种方法最为常用。范成法高速精磨与球面铣磨完全一样,唯一不同的是磨轮的金刚石粒度比较细一点而已。§4—2古典精磨古典精磨在这里指的是在古典式精磨机上,低速、低压,用散粒磨料(金刚砂)和金属模具进行研磨光学玻璃加工的工艺方法。一、古典精磨的模具古典法加工是用黄铜模子,磨料粒度由粗到细研磨玻璃以达到抛光前的面形和粗糙度要求。如果加工透镜,那么精磨模具应是球模,如果加工平面,那么就应该是平模了。古典精磨通常用2~3种粒度磨料逐级加工,在球面精磨时常用、(或)金刚砂。平面精磨常用、两道工序,每更换一种粒度砂子就要相应地更换一种半径的球模,而平模就不必更换了。图4—1为了保证精磨的顺利进行,球面精磨的矢高和口径与镜盘的矢高和口径之间存在着一定的关系。如图4-1所示。现将它们之间关系列于表4-1。表4—1球面精磨模与镜盘尺寸大小的相应关系加工特点镜盘特点磨模与镜盘的相互关系磨具相对于镜盘的尺寸单件或成盘凹面磨盘在下镜盘尺寸的1.0~1.2手工操作凸面镜盘尺寸的1.0~1.5在精磨机上加工R镜≤100mm凸面磨盘在上镜盘尺寸的0.9~1.0R镜100mm凸面镜盘尺寸的0.9~1.0R镜≤100mm凹面磨盘在下镜盘尺寸的1.0~1.2R镜100mm凹面镜盘尺寸的1.0~1.3从上表可以看出,古典精磨中加工凹透镜玻璃磨盘在下,镜盘在上,而加工凸玻璃则磨盘在上,镜盘在下。但不管那个在上,上盘直径一定小于下盘直径。二、古典精磨、抛光机床1、目前光学生产中常用的古典精磨、抛光机种类、型号、性能和结构。在我国光学生产中使用的精磨和抛光机的结构并没有多大区别。一般人称之为精磨——抛光机。无论是古典机床还是近代高速机床,精磨抛光机的主要结构变化不大,其主要性能的差异是:精磨机床的压力和转速比抛光机高。古典精磨抛光机床多数是平面摆动的摩擦传动的多轴机床。如二轴机、四轴机、五轴机、六轴机等。现将其主要技术参数列于下表:表4-2机床名称技术指标二轴机大六轴机四轴机五轴机小六轴机加工范围75~∞40~7525~40Φ5~25~30±30水锅尺寸Φ500Φ390Φ270Φ2201210×210(长×宽)主轴转速(无级变速)转/分~17~36~47~8860~150155~215225~370120~150200~280400~70025~330130~180160~250220~350偏心轮直径(mm)Φ200Φ180Φ90Φ60Φ70摆动频率(次/分)~4098~158~148~158~26845~18532~210最大压力(Kg)重锤4重锤3~4重锤3重锤1重锤1古典式精磨抛光机床结构的主要特点是:摆动是由曲柄连杆机构驱动的平面摆动,主轴和摆动的速度都是通过摩擦轮实现无级调速。现将二轴机和小六轴机的传动示意图列于下图。图4—2二轴精磨抛光机传动示意图1.电机2.皮带轮3.摩擦轮4.偏心轮5.摩擦轮6.镜盘图4—3小六轴精磨抛光机传动示意图1.电机2.皮带轮3.4.摩擦轮5.7.皮带轮8.主轴9.摆动轴马达1经过皮带轮使传动轴2旋转,通过摩擦轮3使偏心盘4转动,从而驱使铁笔作平面孤线摆动。另外,主传动轴通过摩擦轮5使主轴6旋转。分别调节各对摩擦轮的相对位置,就可以达到摆轴和主轴的无级调速。二轴机上的主轴转速和摆轴转速互不影响,可各自调节。小六轴精磨抛光机的传动与四轴机、五轴机和大六轴机的传动相类似。马达1经皮带轮使传动轮2转动,大摩擦轮随之旋转。通过摩擦轮4使摆动轴9转动,带动偏心轮使三角架摆动。调节摩擦轮4的上下位置可以改变轴9的转速。通过皮带轮5和7使主转8转动,驱使镜盘或磨盘旋转。这里必须指出一点是:主轴转速与摆轴转速相关联,它是随着摆轴的速度变化而变化的。2、古典精磨抛光机的使用、维护与检修古典精磨抛光机床的结构比较简单,使用也较方便,使用时应注意下列几点:.(1)开车前应检查各操作手柄是否位于“空位”上。(2)开车前应检查各油孔中是否有足够的润滑油,各滑动面是否清洁和有足够的润滑油。(3)开车前应检查各处螺钉是否松动。(4)使用的过渡接头应注意其螺纹与主轴螺纹相一致,否则会损坏轴螺纹而降低机床精度。(5)操作人员离开机床应关闭电源。(6)机床若发生故障应立即停车。(7)严禁开车清擦机床。机床维护事项:(1)机床润滑表4—3部位润滑方式润滑剂机床摆轴每班检查油杯是否充足并加油黄油其余相对运动处每班加少量油机油全部滚动轴承半年清洗换油一次二硫化钼润滑油2#钙基润滑油(2)机床清洁每班工作完毕必须仔细清洗水锅并清擦台面、手柄、三角架及滑动导轨。清擦后加几滴机油。切勿用水冲洗主轴、轴承、螺纹和滑块等零件。三、古典精磨的操作1、修刮模具精磨操作者在拿到新加工的球模后,由于机械加工的精度低,一般都不能满足光学加工要求,所以要用人工修刮金属球模,使其曲率半径(球模)和平面度(平模)符合抛光要求。一般修刮模子都是以抛光完工零件的光圈作为对象。在散砂精磨中,最后一道精磨砂模子半径应该修整成,由该模子加工出来的零件光圈比抛光完工零件的光圈低。具体低多少要看镜盘排列的情况和抛光方式的不同有所差别。用于高速抛光的精磨模曲率半径与完工零件光圈相接近,一般只低于2~4个光圈为宜,而用于古典抛光的精磨曲率半径与抛光完工零件的半径相差情况按表4-4对照。表4—4古典法精磨光圈与抛光完工光圈关系对照表抛光完工光圈N成盘件数精磨后低光圈数N(半径mm)~~2020~4040~6060~100100~0.3~1.01~45~1515~2525~5013~11109762~12~111111111111111.0~5.01~45~1515~2525~5015~13111098653335322243221按上表修改成的精磨模就能保证抛光时玻璃边缘先被抛到。然后以精磨模(平二道精磨模)为基准再来修改第一道精磨模的曲率半径。修刮模具一般用硬质合金刮刀或砂轮片。修改好的模子先用废玻璃试磨,若加工后零件光圈偏低则修刮模子顶部;反之,修刮边缘。如此反复,直至达到要求为止。2、影响古典精磨的工艺因素(1)磨料粒度的影响在其它条件相同情况下,磨粒越粗磨削效率就越高,但是加工后零件的表面粗糙度就越大。(2)磨削速度的影响在其它条件相同情况下,相对研磨速度越大,即在单位时间内磨粒经过的路程越长,那么磨削效率就越高。但是速度越大磨粒的离心力也大,也越易飞走而造成磨料浪费。同时速度越大机床的振动也越大,极易造成零件破点。古典精磨的线速度一般在1.5米/分以内。(3)压力的影响压力对研磨效率有直接的关系。一般压力加大,磨削效率提高,基本上成正比关系。这是因为随着压力增加,磨粒敲击玻璃作用加剧,加速了玻璃的碎裂。(4)悬浮液浓度的影响悬浮浓度是指水和砂子的比例。浓度的高低对精磨质量有较大的影响。实验证明:水太多或太少对精磨都将不利。通常开始时用的浓度较大,以提高磨削率,然后浓度适中,到即将完毕前减小浓度,到快干时拿起模子,这样能得到细密的磨砂表面。3、古典精磨的操作程序(1)按照图纸的加工半径核对模子的半径名义值,并用实际玻璃来擦试。(2)使用的金刚砂必须干净,绝对不准有不同粒度金刚砂混合。(3)检查已胶好的玻璃镜盘是否有脱胶、歪斜、破碎等现象。将不合格的镜盘剔除出来。(4)开始研磨时浓浓地加上一笔砂,用手扶模子轻轻地在玻璃镜盘上推几下,然后插上铁笔,加上重荷,先开主轴,再开摆动。(5)研磨过程中加砂及时,砂量适中,切勿完全磨干。(6)在一种粒度磨料加工完毕后,必须将玻璃清洗干净,再换另一号砂。在快下盘前加一二笔清水,待砂子磨细但切勿磨干即可下盘。(7)每次精磨好的镜盘要用温水洗净,冬天切勿用冷水,以免脱胶。(8)每加工第一盘玻璃,加工好后必须仔细清擦干净。在玻璃表面上呵一口气,立即用光学样板检查,看工件表面与样板表面的接触部位与面积,从而确定光圈的高低。只接触边缘表明光圈偏低;只接触中央表明光圈太高。以从边缘接触1/3为合适。在灯下仔细观察表面砂眼是否均匀一致,不应有破点、路子为好。(9)每班工作完毕时应冲洗磨头、毛笔并清洗水锅、擦净工作台面。四、古典精磨中常见的疵病及克服的操作方法精磨的质量与多种因素有关,现列表于下:表4—5疵病名称生产原因克服办法路子1.工作地点或模子不干净;2.金刚砂中混入坚硬杂质;3.粒度不同的金刚砂相混;4.砂子完全磨干;5.模子表面粗糙,且不规则;1.搞清洁,保持干净;2.清理金刚砂;3.更换粒度均匀砂子;4.注意均匀加砂;5.修改磨具表面至平滑;砂眼太粗1.精磨时间太短,上道砂眼未磨去;2.使用砂子太粗;3.粗磨砂眼太粗。1.延长研磨时间充分磨尽上道砂眼;2.改换细砂;3.提高粗磨质量。局部磨不到1.贴置模不规则;2.胶盘时贴置不当有松紧;3.胶盘后停放时间过长零件有走动。1.修理贴置模;2.提高胶盘质量;3.缩短时间,当天胶当天磨.破点铁笔破伤认真操作疵病名称生产原因克服办法破边1.胶好的镜盘与精磨模太紧;2.粗磨的倒边太小;3.加砂干湿不当或不均匀;4.机床主轴或接头跳动太大;5.手工操作时摆动不均匀。1.检查贴置模和精磨模的曲率半径;2.加宽倒边;3.注意加砂;4.修理机床;5.改善操作。光圈不好或不规则1.磨具半径不合适;2.操作摆动大小不合适;3.手工操作时摆动及用力不均匀。1.重新修刮磨具;2.根据要求调整摆幅;3.手推着力点应低一些用力均匀,运动平稳。厚度磨小加工时间过长。缩短时间。腰麻贴置模不规则,局部凸。修整贴置模。顶麻最后一道细砂未磨到顶。延长时间细砂磨到顶。边麻精磨模从顶部先磨下来未到边。修整磨具。侧边麻火漆过软,零件走动。下胶更换合适火漆。§4—3金刚石磨具固着金刚石磨具的精磨是一个复杂的过程,加工表面的几何形状和粗糙度以及生产效率和工艺过程的重复性,直接与金刚石颗粒、结合剂、玻璃和冷却液等因素的相互作用有关。为此,人们不断在探讨研究它们之间相互影响的规律性,以便使金刚石磨具精度、玻璃的加工方法得到进一步发展和完善。一、金刚石精磨中各因素相互影
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 fan_1013
fan_1013
本文标题:精磨工艺
链接地址:https://www.777doc.com/doc-4038245 .html