您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 影响吹塑制品质量的因素及常见缺陷的排除
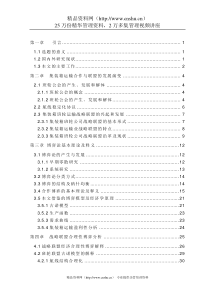
2影响吹塑制品质量的因素及常见缺陷的排除2.1吹塑成型的影响因素下面从吹塑成型过程分析各个阶段的成型参数。吹塑成型过程可分为四个阶段:(1)型坯形成阶段聚合物在挤出机中的输送、熔融、混炼、泵出成型为型坯的形成阶段;在这一阶段,影响壁厚分布的主要工艺参数有:①材料的分子量分布、平均分子量;②吹塑机的温度控制系统和螺杆转速,其中温度控制系统包括料斗温度,料筒1区、2区、3区、4区温度,法兰温度,以及储料模头1区、2区、3区、4区温度。(2)型坯下料阶段型坯从模唇与模芯的间隙中挤出为下料阶段。此时,型坯离模膨胀和型坯垂伸这两种现象影响型坯成型。影响壁厚分布的主要工艺参数是吹塑机的模头直径和壁厚控制系统,其中控制系统包括轴向壁厚控制系统和周向壁厚控制系统,以调整模唇与模芯的间隙。(3)型坯预吹阶段为避免型坯内表面的接触、粘附,改善制品壁厚的均匀性,要对型坯进行预吹胀。在型坯预吹阶段,从型坯下方往型坯内喷气,以护持型坯,减小其垂伸。在这一阶段,影响壁厚分布的主要工艺参数有:预吹压力、预吹时间。(4)型坯高压吹阶段高压吹胀型坯,使之贴紧模具型腔,实现产品塑性成型阶段。该阶段,影响产品成型的是型坯受高压吹胀变形、型坯与模腔接触变形。而影响壁厚分布的主要工艺参数有:材料的收缩率;吹气压力、时间;模具材料、结构、模具排气系统以及模具冷却系统,如冷却水道分布、冷却水进水温度等。尽管影响吹塑制品质量的因素较多,但当生产条件、制品要求确定后,调整吹塑工艺参数能有效改善制品质量。优化的工艺参数可以提高生产效率,降低原材料消耗,优化产品的综合性能。2.2吹塑成型工艺条件的设定工艺条件调整的目的是,在满足产品最小壁厚要求的基础上,产品壁厚尽可能均匀,产品件重尽可能小(减少材料消耗)。工艺参数设定的合理方法是,将经验与数值分析技术结合。基本过程为,①利用已建立的计算机模型,模拟吹塑模具、下料型坯、夹料板等状态;②输入各阶段对型坯壁厚分布影响的参数;③对得到的模拟结果进行分析,通过计算机模拟显示哪些部位壁厚达不到要求,而哪些部位壁厚超厚;④利用人工经验,调整输入的参数,重复①~③的过程,保证产品各部位在达到最小壁厚的前提下,尽可能减小产品各部位壁厚。⑤对多个工艺方案的结果分析、比较,最终确定优化的工艺参数。拉伸吹塑又称双轴取向吹塑,是在聚合物的高弹状态下通过机械方法轴向拉伸型坯、用压缩空气径向吹胀(拉伸)型坯以成型包装容器的方法。拉伸吹塑有一步法、二步法。2.3吹塑成型常见的制品缺陷及其改进这里给出挤出吹塑成型、注射吹塑成型、拉伸吹塑成型常见的问题、产生的原因及解决办法。(1)挤出吹塑挤出吹塑是挤出成型最主要的成型方法。有连续挤出和不连续挤出两种方法。表5给出挤出吹塑常见制品缺陷及改进方法。(2)注射吹塑注射吹塑是先用注射法制成有底型坯,再将它吹移至吹塑模具中成型中空制品。注射吹塑可对制品进行精确的控制,能生产无刮痕、精度高、表面光滑的制品,无需二次加工;其中制品的件重可控制在±0.1g,螺纹的精度可为±100μm。注射吹塑常见制品缺陷及改进方法见表6。(3)拉伸吹塑3结语吹塑成型技术是随着塑料工业、机械制造等多种技术的进步而不断发展的,在吹塑产品的设计、生产过程中,不断融人现代设计思想、设计工具,工程技术人员应充分利用先进的设计理念,结合人工经验,使制品设计、制造各个环节的效率提高,从而提高吹塑制品的质量及市场竞争能力。问题产生原因解决方法型坯下垂①熔体温度过高②型坯挤出速度太慢③闭模速度太慢①调节料筒及机头温度②适当提高挤出速度③加快闭模速度型坯弯曲①机头内流道不畅②机头加热不均③挤出速度太快④模具位置不当①修正机头流道②检查机头加热器③降低挤出速度④调整模具位置制品有纵向条纹①机头口模内有杂物②模具拉毛①清除残留物②修光制品厚薄不均①口模位置不对②机头加热不均③机头中心与成型模具中心不一致①调节口模间隙②检査机头加热器③调整中心④模芯修正不当⑤型坯控制点调节不当④重新修正模芯⑤重新调整控制位置制品变形①进气速度太慢②吹胀时间太短③冷却不够或开模太早①闭模后立即吹气②延长吹气时间③增加冷却液流量或延长冷却时间型坯卷边①向外卷,模芯温度太髙②向内卷,口模温度太髙-①降低模芯温度②降低口模温度LDPE、HDPE、LLDPE、EVA、PVC、PP、PS、PA
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 287413848
287413848
本文标题:影响吹塑制品质量的因素及常见缺陷的排除
链接地址:https://www.777doc.com/doc-4137922 .html