您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > PPR水管的加工工艺
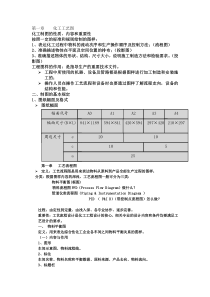
PP-R给水管一、PP-R管的主要性能1、节能PP-R管的生产能耗仅为钢管的20%,并且其导热系数低[0.2W/(m.K)],也仅为钢管的1/200,应用于热水系统将大大减少热量损失。2、耐腐蚀、不结垢、卫生、无毒使用PP-R管可免去使用镀锌钢管所造成的内壁结垢、生锈而引起的水质“二次污染”。由于PP-R组份单纯,基本成份为碳和氢,符合食品卫生规定,无毒,更适合于饮用水输送。3、耐热、耐压、使用寿命长PP-R管的长期使用温度达95℃,短期使用温度可达120℃。在使用温度为70℃,工作压力为1.2MPa条件下,长期连续使用,寿命可达50年以上。4、轻质高强、流体阻力小PP-R管密度仅为金属管的1/8,耐压力试验强度高达5MPa,且韧性好、耐冲击。由于内壁光滑、不生锈、不结垢,流体阻力小。PP-R管的主要技术指标如下:密度.9g/cm3、弹性模量(20℃)、800MPa、热膨胀系数1.8×10-4/K、导热系数0.2W/(m.K)、纵向收缩率2%、冲击试验破损率≤10%液压试验短期1h,环应力16MPa无渗漏、长期95℃,1000h,环应力3.5MPa无渗漏。表1为几种材质管材性能比较。材质镀锌钢材PVCPEX铝塑PP-R有无结垢、生锈有无无无无卫生程度差有Cl、Cr、Pb离子好好好保温性差好差好好耐温性耐温不耐温耐温不耐温耐温耐压程度高低较高较高较高线膨胀性一致一致一致不一致一致连接方式受压粘接受压受压热熔废品的回收利用可以可以不能困难可以表1二、PP-R管的生产原料及生产工艺1、原料及性能PP-R管的配方。原料种类质量(份)无规共聚聚丙烯(PPR)100四季戊四醇酯(抗氧剂1010)0.5DLTP0.5成核剂TMB-40.2配方设计说明无规共聚聚丙烯管PPR管采用冷热水管道系统用无规共聚聚丙烯(PP-R)专用树脂为主要原料,所用助料应与专用树脂相容性好,并能弥补专用树脂的某些不足,助剂包括抗氧剂1010,辅助抗氧剂DLTP,成核剂TMB-4,其性能作用如下:抗氧剂1010:白色粉末,熔点119—122℃,微毒,不挥发,不污染,耐热性好,此抗氧剂抗氧化效果好,是最常用的抗氧剂,加入量一般为0.1%—1%,常与辅助抗氧剂DLTP协同使用,可节省主抗氧剂用量。加入抗氧剂可以防止原料在成型过程中与空气中氧气接触而自动氧化降解。DLTP:白色结晶粉末,熔点38℃,气味小,挥发不大,微毒,常与1010并用,配合比例为主:辅=3:7,加入量为0.2%—1.5%成核剂TMB-4:可以提高制品的结晶度,改善制品的冲击性能,抗蠕变等力学性能,提高使用寿命。2、生产工艺(1)首先,按照PPR管材使用特性和使用环境的特点,选择PPR树脂专用料以满足主要的使用要求,再选择各种助剂,来改善加工性能,提高使用性能,或者节省材料,从而完成PPR管材的配方;(2)然后按PPR管成型用料配方要求,把各种原料和助剂计量后输入高速混合机的混合室,经高速混合搅拌把各种掺混料混合均匀后,送入冷却混合机,把高温物料降温到一定温度下,然后输入挤出机料斗中(还有一种工艺是把混合均匀的物料经挤出机混炼造粒后再输入挤出机料斗中),料斗内原料经由机筒进料口进入挤出机机筒内,随着螺杆的旋转,原料被强制推向机筒前方。由于机筒前端有过滤网,多孔板,和成型模具的阻力,再加上螺杆螺纹槽容积的逐渐缩小,使原料运动阻力随着物料量的增加而增大,即原料的受压力越来越大,同时原料还受到机筒外加热的影响和在机筒内受挤压,剪切,搅拌作用,再加上原料与机筒,原料之间的相互摩擦,使原料在机筒内温度升高,最终变成粘流态,达到完全塑化。随螺杆旋转,把熔融物料等压,等量的推入成型制品用模具,然后从模具口挤出,成型PPR塑料管坯。(3)管坯经冷却,定型,牵引,成型管材再按一定长度切断,然后喷码,检验入库,即完成PPR管材挤出生产。(4)生产过程中产生的废料可直接粉碎,然后输入到挤出机中,和新料掺混,再次挤出成型。管材生产工艺流程:PP-R原料→真空吸送上料→料斗贮存→进料→挤压成型→冷却定型→牵引→切割→检验→入库管件生产工艺流程:PP-R原料→输送上料→料斗贮存→进料→加热熔融→挤压注塑→冷却定型→开模→检验→入库3、生产工艺参数管材挤出参数:(1)螺杆转速70-90r/min(高速线)、螺杆直径(mm):65mm、长径比:33:1(2)机筒温度分布(实际测量温度以此为准)1~2区180~190℃3~4区200~210℃模具温度200℃牵引速度2~20m/min管件注射参数:(1)机筒温度分布机筒后部160~170℃机筒中部200~220℃机筒前部180~200℃(2)喷嘴170~190℃(3)模具40~80℃三、直通式机头1、压缩比ε压缩比——分流器支架出口处截面积与芯棒口模间的截面积之比。ε=3~10(1)低粘度物料:4~10(2)高粘度物料:3~6大管取小值;小管取大值2、分流锥作用:使熔料逐渐变成环形。扩张角α:热稳定性差的物料:α≤60°热稳定性好的物料:αmax<90°分流锥长度L4:L4=(1~1.5)DD—分流锥最大直径锥尖半径r:r=0.5~2mm3、分流器支架作用:支撑分流器及芯棒分流筋形状:要求——流线型、不得有大的拐角、有利于熔接线的消除——收缩角<扩张角扩张角:β≤60°收缩角:θ<30°PP:θ≈10°分流筋宽度b:b≤9~12mm、分流筋长度l:l≤30~80mm、分流筋高度s:s≤10~25mm、分流筋数量n:n=4~8。4、口模作用:成型管材外表面定型长度L1:经验公式:L1≈3DD——管材外径h——管材壁厚国内资料:PP:(14~22)h5、芯棒作用:导流、成型管材内表面收缩角β:β应小于分流锥的扩张角α。β=20°~30°芯棒直径d:经验公式222管内管外DDIDd壁厚调节目的:管材壁厚均匀调节螺钉数量:S=4~86、特点(1)优点:a、结构简单,成本低;b、中心进料,易于物料均匀分配;c、应用广泛。(2)缺点:a、体积大,重量大;b、分流筋多,熔接线多。四、常见问题及处理办法:1.、表面粗糙(1)主机机头温度过高或过低,造成外表面粗糙。芯模温度偏低、机身温度过低,易造成内表面粗糙。(2)冷却水温过高,表面粗糙。降低冷却水温,PP-R最佳冷却水温为20-30℃(3)检查水路,是否存在堵塞和水压不足现象;(4)检查加热圈是否有损坏;(5)调整定径水帘;(6)检查原料性能,咨询原料供应商;(7)清理模具芯部温度,若高于口模区段温度,打开芯部调温装置;(8)检查并清理模具是否有杂质。2.外表面出现沟痕(1)检查并调整定径套水帘出水,压力均衡;(2)调整喷淋喷嘴角度,使管材冷却均匀;(3)检查定径套、切割机等物件是否存在杂物、毛刺。3.内表面出现沟痕(1)检查内管是否进水,如进水则将刚出主机的管子捏牢,使其内孔封闭;(2)降低模具内部的温度:(3)清理并抛光模具。4.管材表面出现光圈(1)调整定径水帘,使其出水均匀;(2)调整两室真空,使后室真空略大于前室真空(3)检查真空室密封垫是否过紧;适当调整。(4)检查牵引机是否存在抖动;(5)检查主机出料是否均匀;调整主机转速。(6)芯模温度偏高、易造成内表面光圈。将模具内部通风冷却。5.无真空(1)检查真空泵进水口是否堵塞,如堵塞,用针状物疏通;(2)检查真空泵是否正常工作;(3)检查真空管路是否漏气;(4)检查芯模压紧螺钉中间的小孔是否堵塞,如堵塞,用细铁丝疏通。6.管材外圆尺寸偏大或偏小。(1)真空太大或太小。调整真空;(2)定径套内孔尺寸太大或太小。选择合适的定型套。(3)牵引太快或太慢。调整牵引速度;(4)冷却水温过高。(5)使用不同原料或改变颜色。根据原料特性调整温度、真空等工艺。7.管材椭圆度较大。(1)喷淋冷却不均匀,调整喷淋管角度,使管材冷却均匀;(2)检查水位高度,水压表压力,使喷淋量大且有力;(3)检查水温状况,若>35℃,需配置冷冻水系统或增加喷淋冷却箱;(4)检查水路,清洗过滤器等;(5)调整机头出料,使出料均匀。(6)检查并修正定径套内孔圆度。(7)若是浸入式冷却,水箱水位要漫过管材表面,防止冷却不均匀。一般大管材不宜用浸入式冷却8.管材壁厚不均匀(1)调整模具螺栓松紧,使口模出料均匀。(2)调整喷淋管角度,使管材冷却均匀;(3)调整定径水帘,使其出水均匀;(4)拆开模具,检查模具内部内六角螺钉是否松动,如松动须重新上紧。9、管材.切割长度过长或过短(1)检查切割机行程开关是否损坏(2)检查收料台是否移位,立即调整(3)若是计米轮计量切割的,检查计量轮是否压紧,滚轮是否不太灵活;(4)切割机故障,导致不切或不正常切割。(5)检查切割机气压是否稳定,调整压力。10.色线太宽(1)一般是由于色线料与管材用料不同造成,应使用同种规格的原料。(2)色线挤出机温度太高,分散太快。应降低色线挤出段温度;(3)色线机转速过高,色线料挤出过多。11、色线时有时无或没有(1)色线挤出机温度太低或色线料路堵塞,色线料挤不出。提高温度或者清理料道。(2)下料口下料不均匀,检查下料水套通水状况及料粒度大小(3)螺杆断裂,挤不出料。检查螺杆。12.操作系统故障(1)检查电路是否连通。(2)电脑系统故障,联系维修。13、管材表面条纹。(1)口模四周温度太高,低分子物质析出,粘在口模上。(2)定型套有杂物,需要清理。(3)换料,粘在机头模具上的其他颜色的料没有清理干净(4)连接体及机头温度低,料塑化不好。14、管壁凹凸不平(1)口模与芯模中心不对正。(2)机头温度不均,出料有快慢(3)牵引不正常,打滑(管径或大或小)(4)料有杂质。15、管子弯曲(1)管壁厚度不均匀(2)机头四周温度不均,出料有快慢(3)机头,冷却槽,牵引,切割等中心不在同一水平线上(4)采用水浴冷却时,水没有满过管子上部表面。16、表面有气泡。(1)原料水分太多,要烘干。(2)原料中易分解的物质多。17、管子中间有一段壁厚薄。(1)牵引突然加速,主机没有跟上。(2)牵引不稳定。18、壁厚时而厚时儿薄。(1)使用不同规格的回料,出料不稳定。(2)牵引不稳定。19、管材切口面有杂料。(1)机筒温度和机头温度低,料未塑化完全。(2)原料中杂料过多。(3)色母没有分散完全。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 lotion1190
lotion1190
本文标题:PPR水管的加工工艺
链接地址:https://www.777doc.com/doc-4140337 .html