您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 第一品管圈__如何降低转轴跳动不良
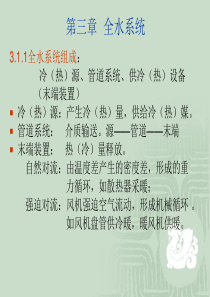
公司名称杭州米格电机有限公司成立时间2005年8月22日董事长丁阿伟总经理吴光付经营范围伺服、步进、盘式电机的设计、生产、销售;自产产品的出口和自用产品的进口业务等等。公司网址质量方针:以人为本、专业制造、注重细节、周到服务、超前意识、追求卓越质量目标:◇顾客总体满意度≥95%◇一年产品故障率≤1%◇一次装配合格率≥97%之产品展示报告人:报告时间:年月日改善课题改善课题:如何降低110系电机转轴跳动不良率圈名:星火圈参与部门:质量部、工程部、制造部活动时间:2011年10月26日——2011年12月报告内容报告顺序一、课题选定理由八、拟定对策及对策实施计划二、课题选定九、对策实施三、拟定活动计划十、效果确认四、现状调查十一、成果核算五、目标设定十二、标准化六、要因分析十三、总结与反省七、要因确认星火圈之介绍圈员介绍:辅导员:李玉军圈长:毛忠静圈员:孔剑波、余启杰庄圣、徐良忠黄懋淮、朱余军陈旭明、张利香全家福圈员简介姓名性别学历公司职务圈内职务李玉军男大专质量经理辅导员毛忠静男本科质量经理助理圈长孔剑波男大专项目工程师圈员余启杰男大专工艺工程师圈员庄圣男高中装配组长圈员徐良忠男高中转子组长圈员陈旭明男高中检验组长圈员朱余军男高中来料组长圈员张利香女中专检验员圈员黄懋淮男高中维修组长圈员星火圈圈徽介绍黄色之火:希望之火,正在温升之中、燎原之中红色之火:由黄色之火纵然而升,代表我们的希望,我们的质量越来越火绿叶:代表我们生机盎然,积极奋进绿彩带环:代表我们圈紧紧相扣,团结合作圈徽之含义:像火一样激情、像星星之火一样燎原,燃烧着每一份能量而骤变成巨大的能量,达到团队改善的最终成果。课题选定及理由选题理由:1、在成品检验时发现电机轴跳动不良问题较多;2、提高产品质量,完善产品品质;活动计划实施步骤活动日程10月11月12月负责人第四周第一周第二周第三周第四周第一周第二周第三周1组圈登记毛忠静2制定活动计划毛忠静3课题选定及理由李玉军4现状把握徐良忠、庄圣、朱余军、张利香5目标设定李玉军6要因分析毛忠静、陈旭明7要因确认李玉军、毛忠静8制定对策及计划余启杰、孔剑波9对策实施徐良忠、庄圣、朱余军10效果确认毛忠静11标准化及再发防止毛忠静、李玉军、余启杰、孔剑波12反省、总结毛忠静13制作QCC并发表毛忠静、李玉军、孔剑波备注:表示活动计划表示活动实际制作:毛忠静审核:李玉军批准:李玉军生产作业流程转子加工流程轴检验叠压(转子片)压压圈……烘制刷转子动平衡压轴承装配现状调查一——来料、叠压、刷转子、动平衡转轴型号110/6N测试人员:刘昭通工序原材料叠压后刷转子动平衡转轴序号测量值(mm)测量值(mm)变化值(mm)测量值(mm)变化值(mm)测量值(mm)变化值(mm)10.010.020.010.0200.02020.0150.020.0050.0200.02030.0150.030.0150.0300.03040.030.0300.0300.03050.010.020.010.0200.02060.010.020.010.0200.030.0170.010.020.010.0200.02080.010.060.050.0600.055-0.00590.010.030.020.0300.040.01100.0350.050.0150.0500.060.01110.010.030.020.0300.030120.0150.0450.030.04-0.0050.040130.010.030.020.0300.030140.010.020.010.0200.020150.010.030.020.0300.030160.010.0150.0050.020.0050.020170.010.030.020.0300.030180.010.050.040.045-0.0050.04-0.005190.010.030.020.0300.025-0.005200.010.050.040.0500.04-0.01现状调查二——压轴承、装配型号:110-6N测试人员:陈旭明工序动平衡压轴承装配转轴序号测量值(mm)测量值(mm)变化值(mm)测量值(mm)变化值(mm)10.020.01-0.010.01020.020.01-0.010.01030.030.0300.03040.030.02-0.010.02050.020.01-0.010.01060.030.0300.03070.020.0250.0050.02-0.00580.0550.070.0150.06-0.0190.040.050.010.045-0.005100.060.0600.060110.030.050.020.050120.040.060.020.060130.030.040.010.03-0.01140.020.0200.020150.030.040.010.040160.020.030.010.030170.030.050.020.050180.040.060.020.060190.0250.030.0050.030200.040.060.020.060现状调查一、二统计产生轴跳不良的工序统计工序变化数变化率(%)累计变化率(%)影响度累计影响度叠压190.950.9539.58%39.58%压轴承160.81.7533.33%72.92%动平衡50.25210.42%83.33%刷转子30.152.156.25%89.58%装配30.152.36.25%95.83%来料20.12.44.17%100.00%合计482.4实验总数20成品不良数9成品不良率45.00%现状调查——柏拉图改善前柏拉图结论:1、通过柏拉图可以看出,累计影响度在72.9%的前两道工序为A:叠压B:压轴承2、因此针对这两道工序做要因分析再下对策进行改善。制图:毛忠静日期:2011年11月22日目标设定制图:毛忠静日期:2011年11月23日我们全体圈员以“每日挑战,持续改善”为自主改善理念。通过现状分析后,我们全体圈员都有信心将其不良率由改善前的45%降低到改善后的1%要因分析人员工熟练度操作工差异机料法A叠压不良追求产量员工品质意识差操作方式不当压机底座不平压装工装破损压机压力不适压圈内径偏小转子片内径偏小轴外径偏大压圈无导向,放入易倾斜来料本身跳动不合格无作业规范书技能不足培训不到位宣导不到位现状调查三——叠片、压压圈型号:110-4N测试时间:11月18日-11月19日测试人员:李玉军、张利香工序叠片压压圈工序叠片压压圈序号测量值(mm)测量值(mm)变化值(mm)序号测量值(mm)测量值(mm)变化值(mm)10.010.020.01140.010.020.0120.010.020.01150.010.030.0230.010.020.01160.010.030.0240.010.040.03170.010.030.0250.010.040.03180.010.0150.00560.010.030.02190.020.040.0270.010.020.01200.010.020.0180.010.030.02210.010.040.0390.010.020.01220.010.030.02100.010.020.01230.010.040.03110.010.030.02240.010.0150.005120.0150.040.025250.010.0150.005130.010.040.03260.010.030.02合计0.1350.370.235合计0.140.3550.215平均0.0100.0280.018平均0.0110.0270.017现状调查四——叠片、压压圈型号:110-4N测试时间:11月18日-11月19日测试人员:李玉军、张利香工序叠片压压圈工序叠片压压圈序号测量值(mm)测量值(mm)变化值(mm)序号测量值(mm)测量值(mm)变化值(mm)10.030.02-0.01190.010.0450.03520.010.010200.020.01-0.0130.010.030.02210.010.0250.01540.010.030.02220.010.030.0250.010.020.01230.010.020.0160.010.030.02240.010.040.0370.010.040.03250.010.0150.00580.010.020.01260.010.040.0390.010.040.03270.020.01-0.01100.010.030.02280.010.030.02110.010.030.02290.030.025-0.005120.050.03-0.02300.020.01-0.01130.020.040.02310.010.0150.005140.010.020.01320.010.030.02150.010.040.03330.020.040.02160.010.020.01340.010.050.04170.010.0150.005350.020.040.02180.010.020.01360.010.080.07合计0.250.4850.235合计0.250.5550.305平均0.01390.02690.0131平均0.01390.03080.0169现状调查五——转轴与转子片之间的极差配合实验实验者:孔剑波、庄圣测试复核员:张利香实验项目:转轴与转子片之间的极差配合带来的影响度实验日期:2011年11月23日实验宗旨:数据真实可靠、实验切实可行、项目拓展而不受局限现状调查五——转轴与转子片之间的极差配合实验1.测试条件:选取转轴转子片裆直径的极限公差各4PCS,转子片内径极限公差各400PCS.数据如下(单位:mm)转轴转子片裆部外径实验组别组别A(松配)组别B(紧配)编号12345678转轴外径24-0.0124-0.0124-0.0124-0.0124-0.00224-0.00224-0.00224-0.002起初跳动0.010.0050.0050.010.0050.010.0050.005转子片内径实验组别组别A(松配)组别B(紧配)转子片内径24+0.0124+0.0022.测试方法转子转子片裆部最大公差配合转子片内径最小公差,转子转子片裆部最小公差配合转子片内径最大公差。现状调查五——转轴与转子片之间的极差配合实验4.数据实验组别组别A组别B编号12345678起初跳动0.010.0050.0050.010.0050.010.0050.005叠片后跳动0.010.020.010.0150.010.0150.010.01变量△00.0150.0050.0050.0050.0050.0050.0053.实验流程现状调查五——转轴与转子片之间的极差配合实验5.问题①轴头外观:轴头在未叠片之前外观较好,叠片后轴头有一定的磕碰伤,特别是编号3的转观尤为严重,详见图片。未叠片之前外观较好叠片之后外观较差造成该现象的原因为叠片工装内孔磕碰伤,且工装内孔比较粗糙。现状调查五——转轴与转子片之间的极差配合实验②测量方法测量时,测试工装不得碰到前后轴承裆底部,避免由于前后轴承裆底部的R角或者毛刺影响测量数据。6.结论转子转子片裆部最大公差配合转子片内径最小公差,转子转子片裆部最小公差配合转子片内径最大公差所叠片的转子对转轴的跳动影响不大。现状调查五——转轴与转子片之间的极差配合实验7.补充实验把以上8支转轴压上压圈后再进行跳动测试,压圈选择24-0.13,得到如下数据实验组别组别A(松配)组别B(紧配)编号12345678起初跳动0.010.0050.0050.010.0050.010.0050.005叠片后跳动0.010.020.010.0150.010.0150.010.01变量△100.0150.0050.0050.0050.0050.0050.005压压圈后0.010.030.0
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![岗位作业操作标准[1]](/doc-884814.png)
 ~丽水丽水~
~丽水丽水~
本文标题:第一品管圈__如何降低转轴跳动不良
链接地址:https://www.777doc.com/doc-419171 .html