您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 铣床夹具课程设计说明书2
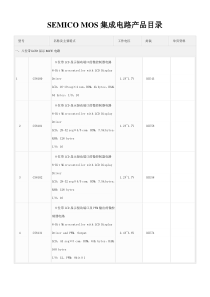
机床夹具设计与应用课程设计设计题目_轴类零件工艺装备课程设计班级____产品检测101__设计小组______第三组指导老师______龚煌辉_____完成日期2012_年11_月2日《工艺装备设计》课程设计评阅书机械制造及自动化(产品检测方向)专业机制101班第___3___小组的课程设计《芯轴零件铣床夹具》文件如下:1.说明书共1份2.工艺文件共__份3.图纸共张其中___号图纸张号图纸张__号图纸张4.成绩评定机床夹具设计实训环节成绩小组成员熊祥龙蔡星李瑞李宇灵自评小组互评老师评分指导老师签定___________目录前言.............................................................................................................1第1章设计准备工作..............................................................................21.1熟悉加工零件图.................................................................................21.2加工零件图分析.................................................................................2第2章结构方案设计............................................................................42.1定位方案设计................................................................................42.1.1确定定位方案.....................................................................42.1.2选择定位元件,设计定位装置......................................52.2夹紧方案设计..................................................................................62.2.1确定夹紧方案..................................................................62.2.2夹紧装置设计..................................................................62.3夹具体设计......................................................................................8第3章夹具装配图的绘制....................................................................103.1夹具总装图上应标注的尺寸及公差............................................103.2夹具总装图应标注的技术条件....................................................10第4章误差设计.......................................................................................124.1误差分析...........................................................................................124.1.1定位误差.........................................................................................124.1.2产生定位误差的原因.....................................................................124.2定位误差的计算................................................................................12谢辞.........................................................................................................14感想...........................................................................................................15参考文献...................................................................................................161前言夹具课程设计的目的:金属切削机床的夹具设计是机械类企业常见的设计任务,作为机械类专业的学生进入企业后常常会遇到这些设计任务,课程设计是提高我们机床夹具设计技能的重要环节。其目的是:1)培养我们分析和解决工程实际问题的能力,使我们掌握机床夹具的一般设计方法和步骤,提高我们今后走上工作岗位所需的专业技能。2)使我们学习运用标准、规范、手册、图册和查阅有关技术资料等强化我们的基本设计技能。3)使我们能综合运用夹具设计课程及其他相关专业课程的知识,学会用所学的理论知识指导设计实践,树立正确的设计思想。课程设计中应注意的问题:1)注意与工艺规程设计的衔接,夹具设计应和工序设计统一2)所需设计的夹具绝大多数用于零件加工的某一特定工序。在工艺设计环节中,对该工序的设计已要求设计其定位与夹紧方案,因此夹具设计的具体内容应与工序设计保持一致,不能相互冲突。3)设计时要有整体观念4)夹具设计有其自身的特点:定位、夹紧等各种装置在设计前期是分开考虑的,设计后期通过夹具体的设计将各种元件联系为一个整体。在这个过程中,容易出现工件无法装卸、工件定位出现过定位或欠定位等问题。因此,设计时考虑须周全,整体观念强就会少出差错,从而提高设计质量与效率。5)设计中应学习正确运用标准和规范6)对于国家标准的规范要严格的遵守和执行。夹具设计过程中选择各种功能元件时应注意尽可能选用标准件,减少非标准件的设计制造工作量,降低夹具成本。2第1章设计准备工作1.1熟悉加工零件图零件图应该无遗漏的给出加工零件的全部信息,包括几何形状、全部尺寸、加工面的尺寸公差、形状公差和表面粗糙度要求、材料和热处理要求、其它特殊技术要求等。该加工零件如下图:图1-1已知该零件的材料为45号钢,大批量生产,加工长46宽44高17的四方(其它工序已经加工完成)。要求为该零件设计专用铣床夹具,所用机床为X6132型万能升降台铣床。1.2加工零件图分析该工序为加工长46宽44高17的四方,该平面的公差等级为14级,精度要求较高。因此夹具的主要任务是保证加工精度,特别是保证被加工工件加工面与定位面之间以及被加工表面相互之间的位置精度。使用机床夹具后,这种精度主要靠夹具和机床来保证,不在依赖与工人的技术水平。所设计的夹具应有以下基3本要求:1)保证工件精度要求这是夹具设计的最基本要求,其关键是正确地定位方案、夹紧方案、刀具导向方式及合理确定夹具刀具技术要求。必要时应进行误差分析与计算。2)夹具结构方案应与生产纲领相适应在大批量生产时应尽量采用快速、高效夹具结构,如多件夹紧、联动结构等,以缩短辅助时间;对于中、小批量生产,则要求在满足夹具功能的前提下,尽量使夹具结构简单、制造方便,以降低夹具制造成本。3)操作方便、安全、省力如采用气动、液压等夹紧装置,以降低工人强度,并可好地控制夹紧力。夹具操作位置应符合工人操作习惯,必要时应有安全防护装置,以确保使用安全。4)便于排屑切屑积集在夹具中,会破坏工件的正确定位;切屑带来的大量热量会引起夹具和工件的热变形;切屑的清理又会增加辅助时间。切屑积集严重时,还会损伤刀具甚至引发工伤事故。故排屑问题在夹具设计中必须给以充分注意,在设计高效机床和自动线夹具是尤为重要。5)有良好的结构工艺性设计的夹具要便于制造、检验、装配、调整、维修等。4第2章结构方案设计2.1定位方案设计2.1.1确定定位方案定位是指确定工件在机床(工作台)上或夹具占有正确的位置的过程,通常可以理解为工件相对于切削刀具或磨具的一定位置,以保证加工尺寸和形位精度的要求。确定定位方案应注意以下问题:1)按照工件要求确定工件必须限制的自由度,决不允许欠定位。2)当发生重复定位时应根据其对加工是否产生有害影响,判断其属于可用重复定位还是属于不可用重复定位。不可用重复定位也是不允许的。3)大型、重型零件等不易搬运的工件采用孔销配合等定位方式时,可采用预定位来降低人的劳动强度,提高生产效率。在考虑到以上问题的基础上,根据零件的具体情况提出以下二种定位方案方案一:工件以先前已铣的面在两个互相垂直的平面上定位,端面加止推销。方案二:工件以先前已铣的面在特制的阶梯面上上定位,端面以阶梯槽的一端面做挡销,阶梯槽限制两个自由度,阶梯槽一端面限制三个自由度,支撑板限制一个自由度。显然此方案满足“六点定位原理”的要求,定位简单、高效、安装方便、夹具制造简单成本低、加工精度高。比较以上两种方案,方案一使加工尺寸为27的定位误差为零,方案二则使对称度的误差为零。由于27这一尺寸没有要求,加工要求低,而对称度的公差较小,故选用方案二较好,从承受切削力的角度看,方案二比较可靠。51-压板;2,3-特制阶梯槽;2.1.2选择定位元件,设计定位装置特制阶梯槽62.2夹紧方案设计2.2.1确定夹紧方案在机械加工中,工件的定位和夹紧是相互联系非常密切的两个工作过程。工件定位后,必须采用一定的装置把工件压紧夹牢在定位元件上。从而使工件在加工过程中,不会由于切削力、工件重力、离心力或惯性力等的作用而发生位置变化或产生振动,以保证加工精度,避免机床、刀具的损坏和发生人身安全事故。因此为了确定比较合理的夹紧方案,按如下步骤设计夹紧方案(应该注意的问题):1)根据工件的形状、大小、加工要求、定位装置的结构和布置情况等,确定夹紧点与作用方向。2)分析工件的受力情况,运用类比、试验或估算等方法,确定所需夹紧力的大小。3)按所需夹紧力,并根据生产批量,选择或设计夹紧装置。4)在设计时,尽可能采用已有的、可靠的夹紧方式,这样可以免除复杂的设计计算,加快设计过程。在考虑到以上问题的基础上确定夹紧方案,夹紧方案的确定,其实就是夹紧力的确定。夹紧力的确定就是确定夹紧力的方向、作用点和大小三个要素。在进行这项工作时,必须结合定位装置的结构形式和布置方式,并分析工件的结构特点、加工要求及其他作用于工件上的外力情况,在此基础上确定夹紧力的方向、作用点和大小。2.2.2夹紧装置设计1.夹紧的目的:使工件在加工过程中保持已获得的定位不被破坏同时保证加工精度。2.夹紧力的方向的确定:1)夹紧力的方向应有利于工件的准确定位,而不能破坏定位,一般要求主夹紧力应垂直于第一定位基准面。2)夹紧力的方向应与工件刚度高的方向一致,以利于减少工件的变形。3)夹紧力的方向尽可能与切削力、重力方向一致,有利于减小夹紧力。3.夹紧力的作用点的选择:1)夹紧力的作用点应与支承点“点对点”对应,或在支承点确定的区域内,以避免破坏定位
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 2585005
2585005
本文标题:铣床夹具课程设计说明书2
链接地址:https://www.777doc.com/doc-4198772 .html