您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 应用六标准差方法提升生产线良率之研究
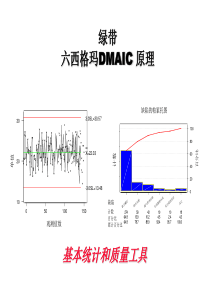
1、2008年健康與管理學術研討會,12月20日1應用六標準差方法提昇生產線良率之研究~以電腦主機板表面黏著之製程為例林慶焜1蔡志弘2李榮貴1陳景彪21交通大學工業工程與管理研究所2大華技術學院工業工程與管理系摘要面對主機板製程良率之改善,一般企業雖經全面品質管理展開了各功能之目標,經由品管改善手法、IE手法、PDCA手法及各項改進措施,僅能以局部與片段的改善,無法將產品良率提升至更高之目標水準。唯有六標準差(6Sigma,6σ)能以全面性之DMAIC流程及手法,將主機板製程良率更進一步的向上提升。本研究之目的在運用6σ品質改善手法,以系統面DMAIC流程及手法,滿足顧客需求及內部流程指標之前提下,找出影響主機板表面黏著製程良率之關鍵因素,並釐清關鍵輸入、流程、輸出指標之定義,運用特性要因圖、製程失效模式分析,找出重要影響因子。針對可以量化之輸入、輸出指標,透過實驗設計找到製程之最佳參數,達到穩定的製程;另針對無法量化之影響因素,以Mind_Mapping方式找出有效之對策,使整個製程能被穩定的控制,達到高度的產品品質,進而提升顧客之滿意度。關鍵詞:六標準差(6Sigma)、良率、表面黏。
2、著ResearchonIncreasingtheProductionYieldRatebySixSigmaMethod~ACaseofSMTProcessofMainBoardChing-KunLin,Chih-HungTsai,Rong-KweiLiandChing-PiaoChenAbstractFacetheprocessyieldrateimprovementsofmotherboard,althoughgeneralenterprisesfinishdeploygoaltoeachfunctionsbyoverallqualitymanagements,throughqualityimprovementmethods,industryengineeringmethods,PDCAmethodsandotherimprovementsolutions,butitisonlycanbeimprovedpartiallyandunabletoenhancetheyieldrateofproducttothetarget.Itonlycantakesonestepaheadtoenh。
3、ancetheprocessyieldrateofmotherboardwithsixsigma(6σ)overallDMAICprocessandtactics.ThisresearchpurposeisusedsixsigmaqualityimprovementtacticsbyDMAICsystematicprocedureandtactics,foundoutthekeyfactorsthateffecttotheprocessyieldrateofsurfacemounttechnology,andclearthedefinitionsofkeysinputandprocessandoutputindex,tosatisfycustomerrequirementsandinternalprocessindex.Wefoundoutthemajoreffectivefactorsbyfishboneandprocessfailuremodeeffectiveanalysis.Iftheindexofinputandoutputthatcanbequantified,wefoun。
4、douttheoptimumparameterthroughdesignofexperiment,makesuretheprocessisstable.Ifthefactorofinputandoutputthatcan’tbequantified,wefoundouttheeffectualcountermeasurebyMind_Mapping,makesurewholeprocesscanbecontrolledstably,toreachthehighproductqualityandenhancethesatisfactionofcustomer.Keywords:6Sigma(6σ),YieldRate,SurfaceMount大華技術學院工業工程與管理系專任講師陳景彪E-Mail:iecpc@thit.edu.tw電話:0933-2631212008年健康與管理學術研討會,12月20日21.前言在資訊產業競爭激烈的環境下,各大產業為保其競爭優勢,紛紛將品牌及製造獨立劃分出來,使品牌及通路之運行更具彈性、更具優勢。而從事專業代工者更能以大量及低成本之方式運作,使雙方之營運皆。
5、能達到最佳之效果。筆記本電腦是當今IT領域最具成長潛力的硬體產品,隨著筆記本電腦功能不斷的增強,且價格不斷的下滑,使得其更加速的取代桌上型電腦。除了日本廠家仍然堅持自己生產部分筆記本電腦外,其他廠家都將筆記本電腦委託台灣代工廠家生產,2006年台灣廠商筆記本電腦出貨量約佔全球筆記本電腦出貨量的80%以上,台灣企業基本壟斷了筆記本電腦代工。面對成本壓力,台灣企業都將筆記本電腦製造業務轉移到大陸華東區,廣達及英業達生產據點設於上海,仁寶及緯創生產據點設於昆山,華碩生產據點設於蘇州。在此競爭激烈的環境下,唯有透過產能及良率的提昇,進而降低成本,以提昇企業整體之競爭力。各企業為了解決此問題,首先必須從前端之產品設計著手,再靠後端之良好製造技術,才可發揮企業之競爭力。要解決生產相關之問題,及提升製造技術的方法很多,如品管圈、全面品質管理、實驗設計、製程失效模式分析、六標準差手法(6Sigma,6σ),其中以六標準差以系統全面性手法,能有效提升整體之製程能力,為最有效之改善方法。筆記本電腦代工產業,為了爭取品牌大廠之訂單,紛紛以低價策略爭取更多之訂單,造成營業毛利逐步下降,在此競爭環境中,代工廠唯。
6、有透過內部流程、製程加以改善,以提高產品之品質、可靠度,滿足顧客之需求,提昇企業之競爭力。面對顧客對於產品之品質要求,及競爭環境之成本下降要求,工程管理團隊雖致力於針對現有生產流程加以改善,雖然已大有改善但已達瓶頸,還是無法達到整體最佳之製程能力。面對產品之品質改善,雖經全面品質管理展開了各功能之目標,經由品管改善手法、IE手法、PDCA手法及各項改進措施,始終無法將產品良率提升至目標水準。當然亦考慮以實驗設計方法尋求改善,但考量實驗設計僅能就品質特性及因子之關係性,透過實驗方法找出最佳參數組合而求得最佳之品質特性。唯有6Sigma(6σ)能以系統面之DMAIC流程及手法,針對產品之品質進行全面性之改善,從關鍵顧客需求與內部流程需求著手,訂定關鍵品質指標及關鍵流程指標,並釐清關鍵輸入、流程、輸出指標之定義,運用特性要因圖、製程失效模式分析,找出重要影響因子。針對可以量化之輸入、輸出指標,透過實驗設計找到製程之最佳參數,達到穩定的製程;另針對無法量化之影響因素,以Mind_Mapping方式找出有效之對策,使整個製程能被穩定的控制,達到高度的產品品質,進而提升顧客之滿意度。本研究之目的在。
7、運用6σ品質改善手法,以系統面之手法,滿足顧客需求及內部流程指標之前提下,找出影響主機板表面黏著製程良率之關鍵因素,及最佳之參數組合,提昇製程良率及達到顧客滿意度。2.文獻探討2.1全面品質管理美國世界級品管大師費根堡(ArmandV.Feigenbau)曾在「全面品質管制」一書中把全面品質管制之發展分為六個階段:(1)第一階段:1900年以前,屬於操作員的品管時代,從原料之選定、製造、產品的最終檢驗,都由工匠自己完成,品質是依靠檢驗出來的。(2)第二階段:1900初期到1920年,屬於領班的品管時代,由領班來管理生產及監控班員的工作,品質是依靠領班監控下全檢檢驗出來的。(3)第三階段:1920年到1940年,生產系統變得複雜,產量相對提高,開始有全職的品檢員對產出之產品進行全檢,品質依舊是靠檢驗出來的。在1924年,修瓦特博士(W.A.Shewart)發展出一套產品品質變異的統計管制圖。道奇(H.F.Dodge)與濃米(H.G.Roming)在此階段,亦發展出一套取代全檢的抽樣檢驗允收標準。(4)第四階段:1940年到1960年,品管逐漸2008年健康與管理學術研討會,12月20日3。
8、脫離製造單位而成為獨立的品管部門,修瓦特博士的管制圖及道奇、濃米的抽樣檢驗已為生產業界廣泛使用。採用統計品管,利用線上抽樣檢驗及管制圖之監控,矯正異常,此階段的品質是靠製造出來的。另美國品管協會(AmericanSocietyforControl)成立於1946年;戴明博士(W.EdwardsDeming)於1950年前往日本教授統計方法;1960年日本提倡改善品質為目的的品管圈,並推行QC七大手法。(5)第五階段:1960年到1980年,此階段之初期十年,品質無法完全以品檢制度來提升,品質保證之制度因應而生,加強製程最後一站成品之檢驗,確保在廠內將不良品檢出而不會流入顧客手中。另外將進料管制延伸到產品設計品質管制,強調品質是靠設計出來的。此階段的後期十年,費根堡博士提倡全面品質管制(TotalQualityControl,TQC)之理論,擴充統計製程管制之範圍到設計品質管制、供應商品質管制、產品可靠度管制。(6)第六階段:1980年以後,全面品質管理的觀念盛行,美國的MalcolmBaldrige國家品質獎成立,成為評核全面品質管理(TotalQualityManagement,TQ。
9、M)執行成效的標竿,另田口玄一博士的實驗設計法被肯定為改善品質的有效工具。1990年代美國汽車工業更因執行TQM,強調不斷的改善品質的理念,使其顧客滿意度不斷的提昇。1984年ISO在歐洲推出ISO9000系統之品質管理及品質保證系統,1990年ISO9000成為國際性品質保證系統之標準,此標準之要求即源自於全面管理之理念。戴明在1982年總結其品質改進哲學,提出14點改善品質、生產力的管理理論,被公認為TQM的重要哲學之一。全面品質管理應用統計方法和人力資源,建立一種持續不斷改善的組織,藉由持續不斷的改善組織以獲取競爭優勢的全面性、改善組織內各項資源、程序及滿足顧客需求。全面品質管理有一整套不斷改進組織之指導原則與哲理為基礎,它運用計量方法與人力資源去改進企業組織內的所有活動程序,以求超越顧客現在與未來的需求。全面品質管理(TQM)的目的是提供顧客滿意的產品,藉此達成高生產力,降低成本,提高品質的產品,在競爭劇烈的市場中立於不敗。2.2六標準差創設於1928年的摩托羅拉公司,在1970年代起,遭受來自日本廠商以品質及價格的競爭威脅,市場漸失,到1980年代中期,品管部門為了減少顧客對。
10、不良品的抱怨,提出了六標準差的製程品管策略,策略中要求每位員工都必須了解自己的流程,並利用各種統計工具持續追求改善,摩托羅拉公司的成功,讓六標準差的製程品管策略,成為製造業製程改善的絕佳方法。1994年聯合訊號董事長賴瑞‧波西迪(曾任奇異公司副董事長)在公司推動展開了6σ計劃。1995年奇異公司董事長傑克‧威爾許接受波西迪的看法也決定投入6σ計劃,下定決心全力關注品質議題,至1998年因展開六標準差專案而省下的金額總計約七億五千萬美元以上,超過了奇異的投資成本。由於六標準差活動在奇異公司締造了輝煌的成果,也因而帶動世界知名企業的重視與效法。2.2.1六標準差之定義英文唸作“SixSigma”,亦稱為「六標準差」,σ為統計學的符號,代表所觀察的流程或產品的變異程度,σ值愈大,表示其變異程度愈大,σ可以衡量品質水準,該水準愈高表示產生缺點的機率愈低,6σ表示長期的流程能力為百萬分之3.4的不良缺點發生機率。Eckes(2002)認為六標準差是一套管理哲學,其目標在改善顧客滿意度,藉由流程改善的文化,達成更高水準的顧客滿意。Mast(2003)認為SixSigma是一種以顧客為導向,強調以定量。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 dlfill
dlfill
本文标题:应用六标准差方法提升生产线良率之研究
链接地址:https://www.777doc.com/doc-421142 .html