您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 喷涂质量控制培训教材0708
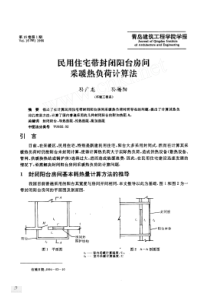
WELCOME《喷涂质量控制》培训教材PAINTINGQUALITYCONTROL东莞益新五金有限公司喷涂过程质量控制喷涂有那些质量控制指标呢喷涂喷涂过程质量控制喷涂质量控制的指标有两大类喷涂特性的质量控制外观的质量控制喷涂过程质量控制喷涂质量控制的指标有两大类喷涂特性的质量控制外观的质量控制1.喷涂类别及颜色须符合图纸要求,即喷什么粉或油漆;2.涂层应均匀、连续、色泽一致、无夹杂物、无缩孔、起泡、针孔、开裂、脱落、粉化、颗粒、流挂、起桔皮、露底等缺陷;3.零件的喷涂颜色、光泽和纹理均匀应与标准色样板一致,具体色差要求须按照客户要求进行控制;4.外观质量均须全检。1、涂膜厚度检测2、附着力检测3、硬度测试4、耐磨性测试5、耐溶性检测6、抗冲击性检测喷涂过程质量控制喷涂特性的质量要求1、涂膜厚度检测2、附着力检测3、硬度测试4、耐磨性测试6、抗冲击性检测5、耐溶性检测每批零件附着力检查用百格刀或单面锋利刀片在涂膜上进行垂直交叉法划痕至底材金属,形成1mm2小方格100格,然后采用标准的胶带紧贴涂层5分钟左右,手持胶带一端与涂膜表面垂直迅速地将胶带撕下,观察方格表面情况,要求100%附着用膜厚仪在零件平面区域进行测量5点取平均值为膜厚值,须符合客户要求削掉2H型硬度以上铅笔木质头部,使笔芯露出约3mm呈圆柱状,用砂纸将笔芯端面磨平,使铅笔与涂膜表面呈45°角同时施用1kg垂直涂膜表面作用的力,并将铅笔斜向前推动约10mm,按此方法选择每件零件涂膜表面不同位置共做5次,然后观察涂膜表面应无任何剥落或割痕不良用直经为φ6.35的圆形橡皮垂直于涂膜表面,并施压力1.6kg左右,在行程25.4mm的范围内以每分种30次的往返速度摩擦30次,观察摩擦涂膜表面情况,无任何异常时判合格在室温下,用无水乙醇润湿白色棉质软布或脱脂棉,然后施用1kg的压力并以每秒1次的速度来回擦拭涂层表面同一位置20次,目测涂层表面应无失光、明显掉色以及表露出被擦试的迹象则判合格将作好的试片放置于冲击试验器铁砧上,受冲击部位应距边缘在15mm以上,以50kg·cm的冲击力测3次,每个冲击点间距应在15mm以上,用5倍放大镜观察,涂膜应无裂纹、皱纹及脱落现象,则判合格7、盐雾测试500小时中性盐雾试验合格喷涂过程质量控制影响喷涂质量的因素有哪些呢每位员工的操作都将影响到喷涂的质量喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制前处理要控制什么前处理控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制前处理控制前处理工件的控制前处理槽液的控制工件前处理时的控制前处理后物料的控制1.工件是否已加工完全;2.工件表观是否附合要求;1.槽液浓度的控制;2.槽液的维护与清理;1.工件前处理时必须严格按照工艺要求进行;2.每槽处理时间及烘烤时间的控制;1.前处理后的工件表面不可以受到污染;2.须标识好具体的前处理时间喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷涂环境要如何控制喷涂环境的控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷涂环境的控制温度的控制(15-35℃),相对湿度的控制(30-80%);喷涂间应保持环境清洁,避免灰尘、油污等污染。空气过虑系统的良好运作的控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制粉沫油漆要控制什么粉沫油漆质量的控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制粉沫油漆质量的控制粉沫油漆来料质量的控制粉沫油漆的储存保护1.所有粉沫油漆进料时必须喷试片进行相应检测;2.来料试喷时必须记录好相关的喷涂工艺条件;1.粉沫油漆的储存须确保在有效期内使用;2.粉沫油漆的储存须确保不会被污染;喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷涂参数要控制什么喷涂参数的控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷涂参数的控制炉温的控制链速的控制空气压力的控制静电压的控制200℃,10分钟,炉温必须均匀恒定,不允许波动幅度太大以及波动速度太快,炉温波动不能超过±5度。以确保固化温度所需的时间来确定输出电压控制在50-90KV空气压为小于0.6MPa喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷手的操作要注意什么喷手操作方法的控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷手操作方法的控制距离控制在150-300MM范围内。喷涂时先喷难喷面、死角及反面,再喷易喷面及正面。相同工件的喷枪走线必须保证一致喷枪与工件距离的控制喷涂顺序的控制喷枪走线的控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷涂产品须如何进行防护物料防护的控制喷涂过程质量控制前处理控制影响喷涂质量的因素粉沫油漆质量的控制喷手操作方法的控制物料防护的控制喷涂环境的控制喷涂参数的控制喷涂物料防护的控制喷涂工件合理的摆放,避免产品转运及拿取时碰撞变形操作接触产品时须戴干净的手套喷涂下线的工件须进行隔离保护及防尘,避免产品造成划伤或表面污染喷涂过程质量控制THEENDTHANKYOU
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 zhutouprt45
zhutouprt45
本文标题:喷涂质量控制培训教材0708
链接地址:https://www.777doc.com/doc-424052 .html