您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 汽车理论 > 动力电池包pack控制计划
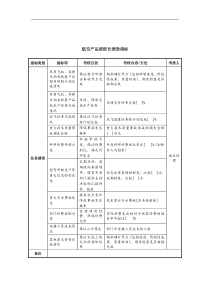
日期(修订)Date(Rev.)(版本)(Rev.)供方代号SupplierCode编号No.产品Product过程Process容量Size频率Freq.1规格所有元件与BOM要求规格一致2版本BOM和SOP为最新版本,3要求无错料、混料。外观无划伤破损等1Sleep静态电流0-55uA2开路电压78500-79500mV3Normal静态电流10-30mA4单节过压保护值4.150-4.225V5单节欠压保护值2.400-2.600V6充电过温保护值44-50℃7放电过温保护值72-78℃8放电低温保护值-20~-14℃9设备的点检用GoldenSample对设备进行点检GoldenSample2pcs首检首检检验记录表1规格核对与BOM要求一致2要求检查防尘网须完全覆盖住外壳网孔,不可有漏失、翘起、褶皱等现象1规格核对与BOM要求一致2要求1、三防漆须均匀覆盖住所有元器件及引脚2、LED按键开关及周围2cm内不得刷三防漆。3、检查PCM保护板装入支架不可干涉,引起保护板破损、撞件等现象发生。4、检查保护板相应部位须覆盖,避免三防漆进入其内,造成功能性不良发生。1规格2要求A.0星云PCM测试仪目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表全检QC不良统计表全检上料人工对所有元件确认是否正确控制计划编号ControlPlanNumber:BK-QA-0007-A/0《品质异常通知单》前加工2PCM测试星云电子PCM测试设备将PCB板放置在测试设备扫码启动各项功能测试特性Characteristics特殊特性分类SpecialChar.Class方法Methods质量控制计划QUALITYCONTROLPLAN样件Prototype试生产Pre-launch主要联系人/电话YUANHONGFEIKeyContact/Phone日期(编制)Date(Orig.)生产Production过程名称/操作描述ProcessName/OperationDescription生产设备Machine,Device,Jig,ToolsForMfg.零件/过程编号Part/ProcessNumber零件号/最新更改水平PartNumber/LastestChangeLevel前加工1核心小组CoreTeam供方/工厂Supplier/Plant:中科泰能科技发展有限公司其它批准/日期(如需要)OtherApproval/Date(IfReq'd)核准:Approvedby:反应计划ReactipnPlan产品/过程规范/公差Product/ProcessSpecification/Tolerance评价测量技术EvaluationMeasurementTechnique样本Sample控制方法ControlMethod编制:Preparedby:零件名称/描述:GGPAlpina80V4AH电池包(出欧洲)211011333PartName/Description供方/工厂批准/日期Supplier/PlantApproval/Date审核:Checkedby:5pcs1、检查导光柱不可装反,须卡槽到位;目视前加工3前加工4外壳贴防尘网人工将防尘网贴附在相应外壳网孔处PCM刷三防漆三防漆喷涂机静电刷子三防漆均匀喷涂到PCM保护板上目视5pcs首检巡检(2个小时一次)首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表首件检验记录表IPQC巡检检验表目视5pcs装导光柱,安装电量显示灯开关电批上盖组装前加工5首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表第1页,共5页前加工6电压侦测线端子点黄胶人工将黄胶点在电池包连接线端子与线材的连接处,黄胶覆盖连接器根部黄胶:16033KG/桶首件必检、巡检5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表1匹配条件电压不低于3.60V,电压差不大于5.0mV,内阻差小于2.0mΩ2电芯规格UR18650RX(sanyo)2AH3分选要求1.电芯出厂日期在6个月内2.同一lot,同一品牌,同一容量、同一等级4设备点检用GoldenSample对设备进行点检GoldenSample2pcs首检首件检验记录表1规格正极垫片青色耐高温青稞纸2外观正极垫片贴于电芯正极中间,不可贴反,漏贴,贴歪1方向电芯正负极与支架标明的“+,-”一致2数量每套支架的电芯数量为40pcs下支架上无油渍或损坏,电芯无装反电芯必须装到位,目检电芯的极性不可装反1电芯极性指示灯不亮为良品,指示灯亮则相应位置电芯装反目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表3设备点检用GoldenSample对设备进行点检GoldenSample2pcs首检首件检验记录表组合上下支架人工4外观组合上下支架上下支架螺钉柱卡紧,电芯必须装到位目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表1规格4颗内六角花型带针螺钉,ST3.0*20-F目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表2扭力扭力:9-11Kgf.cm扭力计扭力计首检首件检验记录表3外观电芯支架锁紧,螺丝无滑牙、花头等目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表1镍片规格镍片规格与BOM要求一致2方向镍片装配凸点方向朝上3外观不得歪斜,不得少装,漏装,叠装。镍片上无油渍﹑变形。镍片不可翘起,合盖后不能有太大缝隙1焊点拉拔力焊点拉拔力:≥9Kgf.cm拉力试验机5pcs首检首检检验记录表2品质无虚焊、漏焊、爆点。镍片上无油渍﹑变形目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表电芯正负极检测正负极检测工装将组装好电芯支架的半成品放置于测试夹具卡槽内进行正负极检查,绝缘纸板居中粘贴于B+、B-镍片那面的电芯支架上5pcs首检巡检(2个小时一次)星云电子全自动点焊机将装好的电池包放在自动电焊机进行焊接打支架螺丝5pcs首检、开线/换线/巡检(2小时一次)首件检验记录表IPQC巡检检验表目视目视目视首件检验记录表IPQC巡检检验表首检巡检(2个小时一次)6装配镍片电池包点焊治具电芯自动焊接(特殊工序)7将4种镍片分别放入点焊工装的镍片位置4星云电子电芯分选仪将同批次的电芯,装入电芯分选仪筛选容器进行分选25贴正极垫片人工将正极垫片贴于电芯正极上人工电动螺丝批《品质异常通知单》电芯分选5pcs用电动螺丝枪将4颗螺丝锁在电芯上支架上将贴好绝缘垫片的电芯装入电池包下支架上3外观13电芯装入支架目视首件检验记录表IPQC巡检检验表首检巡检(2个小时一次)5pcs首件检验记录表IPQC巡检检验表第2页,共5页1螺丝规格1颗PA3*8十字圆头自攻丝黑色镀锌目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表2扭力螺丝扭力:3-5Kgf.cm扭力计全检首检首检检验记录表3外观螺丝须完全锁紧,不可滑丝等。不可损伤PCBM绝缘纸板粘居中贴于电芯上,不可漏贴,绝缘纸不可破损等目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表1烙铁温度400±20℃烙铁测温仪2时间焊接时间3秒秒表3线序A1-A5、B1-B5、C1-C6、D1-D5依序焊接目视4外观导线裸露部分线芯必须完全焊入焊锡,外露部分<1mm;焊点不能有拉尖、包焊、虚焊。不能有短路,假焊,极性焊反,烫伤,烫坏塑料支架等不良现象目视1温度400±20℃烙铁测温仪2焊接时间焊接时间3秒秒表3位置从左至右依次将黄、蓝色端子线材接插connectorP架内4外观端子连接到位,不可晃动松动。1温度400±20℃烙铁测温仪2时间焊接时间3秒秒表3顺序先焊BAT-位置,再焊BAT+目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表4外观焊接过程中不能有短路,假焊,极性焊反,烫伤,烫坏塑料支架等不良现象焊接完成后0【-65pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表11整理排线人工1外观将焊好的电芯检测线卡入上下支架卡槽内电芯检测导线卡在电芯支架卡槽内,不可损伤导线目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表1位置CN2、COM、BAT+、BAT-4个焊接点/面目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表2外观电池包底部不可漏贴泡棉合绝缘纸板目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表1规格十字圆头2.5*7自攻螺丝,黑色镀锌共6颗目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表2扭力扭力:2.5~3Kgf.cm扭力计全检首检首检检验记录表3外观螺丝不可滑丝,不可松动。不可损伤PCB板。连接器需插接到位,不可松动脱落。目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表全检首检首件检验记录表首检、开线/换线/巡检(2小时一次)首检5pcs全检首件检验记录表IPQC巡检检验表B12对副板上的CN2、COM、BAT+、BAT-均匀刷三防漆静电刷贴绝缘纸板底部贴泡棉10插接信号线端子烙铁目视从左往右依次将黄色和蓝色导线插进插孔内,然后将端子与副板连接器插接好焊接正负极镍片烙铁目视将PCB保护板上的正负极焊接在电芯上9焊接电芯检测线8烙铁目视锁终端副板螺丝《品质异常通知单》电动批将副板固定在电池包组上将PCM保护板的电芯导线焊接在电芯上首检首件检验记录表首检全检13接插主板连接器目视将主板连接器和电池包电芯检测线接头进行对接,将4颗十字圆头2.5*7自攻螺丝锁入保护板,与电池包固定;再将2颗十字圆头2.5*7锁合加强板螺钉孔对准电池组支架的螺钉柱5pcs首件检验记录表IPQC巡检检验表首件检验记录表目视第3页,共5页1插接顺序:J1-J2-J3-J42拔开顺序:J4-J3-J2-J13注意公插不可接偏,插头对接方向不可以弄错4插接顺序不可插错,不可损伤插接端子1位置4个接插端子连接处目视2外观不可漏点黄胶,黄胶需覆盖连接端子导线不可损伤,需卡在卡槽内目视16固定温度传感器1外观将保护板上热敏电阻用高温胶带先固定在电芯上,然后在固定后的热敏电阻上涂上导热硅脂:HY-684不可漏点硅胶,热敏电阻线头不可翘起需紧贴电芯表面目视5pcs首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表1扭力7~9Kgf.cm扭力计全检首检首检检验记录表2规格螺丝规格与BOM要求一致4颗3*20目视3贴附回力棉在支架相应位置贴附回力棉,确认其粘贴正反区分。目视4外观无滑丝。漏打螺丝。螺丝不可松动。外壳无划伤破损等。不可有电池壳夹线,晃动无响声目视1测试程式项目名称选择“80V-4Ah”2充电口电压0~500mV3开路电压72000~76000mV4内阻120~180mΩ5正常放电电压60000~74000mV6正常充电电压72000~76000mV7设备点检用GoldenSample对设备进行点检GoldenSample2pcs首检首件检验记录表1充电测试将电池包装入充电器中测试,检查充电指示灯是否显示三颗绿灯依次亮起,如果两颗灯同时点亮或者三颗灯同时点亮,均为不良目视2功率且电源功率范围在340-360W以内电源供应器3配整机电池包与整机适配,打开开关,检查显示灯是否正常亮起两颗绿灯、机器是否能正常运行,运行5秒后适配完成整机4标记二维码粘贴位置与SOP要求位置一致,图案清晰全检首件检验记录表IPQC巡检检验表首检巡检(2个小时一次)首件检验记录表IPQC巡检检验表5pcs5pcs首件检验记录表QC不良统计表首件检验记录表IPQC巡检检验表5pcs星云成品测试仪全检首检全检首件检验记录表QC不良统计表全检首检全检目视首检巡检(2个小时一次)17贴回力棉电池包装配锁上下盖螺丝人工线序保护板连接器和电池包接头按照所示方向进行对接,注意公插不可接偏,插头对接方向不可以弄错。然后将保护板连接器和电池包接头按照从J1J2J3J4,由低到高的顺序插接好,注意接插顺序
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 zyj5585537
zyj5585537
本文标题:动力电池包pack控制计划
链接地址:https://www.777doc.com/doc-4242400 .html