您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 综合/其它 > 《电子产品装配与调试》实训指导书
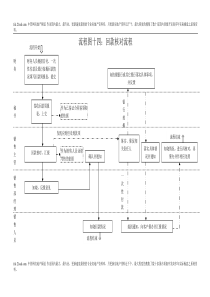
《电子产品装配与调试》实训指导书广西来宾职业教育中心学校电子电器应用与维修专业1目录项目一电子产品装配实训总流程....................2项目二电子产品装配插装元件工艺..................4项目三电子产品焊接工艺..........................9项目四电子产品转配----插装工艺.................13项目五电子产品工艺插装实例.....................16项目六电子产品调试与维修.......................212项目一电子产品装配实训总流程工艺流程图:34项目二电子产品装配插装元件工艺一、元器件的安装:1.集成电路的安装集成电路在大多数应用场合都是直接焊接到PCB上的,但不少产品为了调整、升级、维护方便,常采用先焊接IC座再安装集成电路的安装方式。对集成电路的安装还可以选择集成电路插座。集成电路的安装要点如下:(1)防静电(2)找方位(3)匀施力2.电位器的安装电位器的安装根据其使用的要求一般应注意两点:1)有锁紧装置时的安装这里指对电位器芯轴的锁紧。芯轴位置是可变的,能影响电阻值。在安装时由固定螺母将电位器固定在装置板上,用紧锁螺母将芯轴锁定。图8-17为有锁紧装置的电位器的安装。2)有定位要求时的安装如图有定位要求的电位器安装中,应保证旋钮拧到左极端位置时标志点对准面板刻度的零位。3.散热器的安装功率半导体器件一般都安装在散热器上,图8-19所示为几种晶体管散热器安装结构,(a)为引线固定的中功率晶体管套管状散热器,它依靠弹性接触紧箍在管壳上。(b)为用叉指型散热器组装集成电路稳压器,并安装在印制板上进行散热的结构。(c)为大电流整流二极管用自身螺杆直接拧入散热器的螺纹孔里进行散热,这样接触面积大,散热效果更好些。5有锁紧装置的电位器安装转轴定位散热器安装二、元器件清单元器件清单序号器件类型器件参数数量备注1NE555芯片22SN74LS04芯片13CD4511BE芯片24轻触开关6*6*4.355IC座DIP1416电源座∮617三端稳压器L7805CV18六角铜柱10mm+6mm49测试座40PIN110贴片电容08051511贴片电阻06036012散热片15*10*20132位共阴数码管114红色发光二极管915绿色发光二极管816拨动开关1317电位器118安规电容119二极管4007120保险管121电解电容470uF/25V10uF/25V26三、仪器仪表明细表四、仪器仪表明细表仪器仪表明细表序号型号名称数量备注1高频信号发生器2示波器33V稳压电源4毫伏表5指针万用表6数字万用表工艺过程表序号工位顺序号作业内容摘要备注1插件1插入数码管,拨动开关,4511芯片2插件2插入发光二极管3插件3插入轻触开关,圆角型排座4插件4插入40PIN测试座5插件5插入波动开关6插件6插入电容,LED,电源座,三端稳压管,散热片7插件7插入555芯片,电容,电阻,74SL04芯片8插件检验检验整个电路板9浸焊印制电路板焊接10补焊1修补焊点11补焊2修补焊点12装硬件1装入电位器13装硬件2装入4个固定管柱14装硬件3装入螺帽15开口量工作点、整机电流16基板调试调试各个模块17总装1装拉线,焊线18总装2焊喇叭线,整理,进壳19整机调试1调试电源部分20整机调试2调试数码显示和LED显示7四、特殊元件--贴片介绍:89项目三电子产品焊接工艺一、焊接知识:1、手工焊接技术:使用手工电烙铁进行焊接,掌握起来并不困难,但是要有一定的技术要领。长期从事电子产品生产的人们总结出了焊接的四个要素:材料、工具、方式、方法及操作者。2、焊接操作的正确姿势:掌握正确的操作姿势,可以保证操作者的身心健康,减轻劳动伤害,为减少焊齐加热时挥发出的化学物质对人的危害,减少有害气体的吸入量,一般情况下,烙铁到鼻子的距离应不少于20CM,通常以30CM为宜。3、焊接操作的基本步骤:(1)、准备施焊;左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。(2)、加热焊件;烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约1~2秒钟。对于在印制板上焊接件来说,要注意使烙铁同时接触焊盘的元器件的引线。(3)、送入焊丝;焊接的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。(4)、移开焊丝;当焊锡丝熔化一定量后,立即向左上450方向移开焊锡丝。(5)、移开烙铁;焊锡浸润焊盘的焊部位以后,向右上450方向移开烙铁,结束焊接。从第三步开始到第五步结束,时间大约1~3秒钟。4、焊接温度与加热时间适当的温度对形成良好的焊点是必不可少的。经过试验得出,烙铁头在焊件上停留的时间与焊件温度的升高是正比关系。同样的烙铁,加热不同热容量的焊件时,想达到同样的焊接温度,可以通过控制加热时间来实现。但在实践中又不能仅仅依此关系决定加热时间。例如,用小功率烙铁加热较大的焊件时,无论烙铁停留的时间多长,焊件的温度也上不去,原因是烙铁的供热容量小于焊件和烙铁在空10气中散失的热量。此外,为防止内部过热损坏,有些元器件也不允许长期加热,过量的加热,除有可能造成元器件损坏以外,还有如下危害和外部特征:(1)焊点外观差。如果焊锡已经浸润焊件以后还继续进行过量的加热,将使助焊剂全部挥发完,造成熔态焊锡过热;当烙铁离开时容易拉锡尖,同时焊点表面发白,出现粗糙颗粒,失去光泽。(2)高温造成所加松香焊剂的分解碳化。松香一般在210℃开始分解,不仅失去助焊剂的作用,而且造成焊点夹渣而形成缺陷。如果在焊接中发现松香发黑,肯定是加热时间过长所致。(3)过量的受热会坏印制板上铜箔的粘合层,导致铜箔焊盘的剥落。因此,在适当的加热时间里,准确掌握加热火候是优质焊接的关键。5、焊接操作的具体手法(1)保持烙铁头的清洁。(2)靠增加接触面积快传热。(3)加热要靠焊锡桥(4)烙铁撤离有讲究(5)焊锡用量要适中二、常见的不良焊点及其形成原因说明:常见的不良焊点及其形成原因2不良焊点的形貌说明原因备注凹坑焊料未完全润湿双面板的金属化孔,在元件面的焊盘上未形成弯月形的焊缝角;1.波峰焊时,双面板的金属化孔或元器件引脚可焊性不良;预热温度或时间不够;焊接温度或时间不够;焊接后期助焊剂已失效;设备缺少有效驱赶气泡装置(如喷射波);2.元器件引脚或印制板焊盘在化学处理时化学品未清洗干净;11三、品管抽样检验不合格实例:3.金属化孔内有裂纹且受潮气侵袭4.烙铁焊中焊料供给不足;焊料疏松无光泽焊点表面粗糙无光泽或有明显龟裂现象;1.焊接温度过高或焊接时间过长;2.焊料凝固前受到震动;3.焊接后期助焊剂已失效;开孔焊盘和元器件引脚均润湿良好,但总是呈环状开孔;焊盘内径周边有氧化毛刺(常见于印制板焊盘人工钻孔后又未及时防氧化处理或加工至使用时间间隔过长);桥接相邻焊点之间的焊料连接在一起;1.焊接温度、预热温度不足;2.焊接后期助焊剂已失效;3.印制板脱离波峰的速度过快;回流角度过小;元器件引脚过长或过密;4.印制板传送方向设计或选择不恰当;5.波峰面不稳有湍流;1213项目四电子产品转配----插装工艺一、插装元件规范操作(1)元器件的弯曲成形:为了使元器件在印制板上的装配排列整齐并便于焊接,在安装前通常采用手工或专用机械把元器件引线弯曲成一定的形状。为了避免元器件的损坏、元器件整形时应注意以下几点:1、引线弯曲时的最小半径不得小于引线直径的2倍,不能“打死弯”;2、引线弯曲处距离元器件本体至少在2mm以上,绝对不能从引线的根部开始打弯。对于那些容易崩裂的玻璃封装的元器件,引线成形时尤其要注意这一点。3、剪切成形的元器件必须注意外观一定要美观,不要有毛刺。(2)元器件的插装元器件安装到印制板上,无论是卧式安装还是立式安装,这两种方式都应该使元器件的引线尽可能短一些。在单面印制板上卧式装配时,小功率元器件总是平行地紧贴板面;在双面板上,元器件则可以离开板面约1—2mm,避免因元器件发热而减轻铜箔对基板的附着力,并防止元器件的裸露部分同印制导线短路。安装元器件时应注意以下原则:1、装配时,应该先安装那些需要机械固定的元器件,如功率器件的散热器、支架、卡子等等,然后再安装靠焊接固定的元器件。否则,就会在机械紧固时,使印制板受力娈形而损坏其它元器件。2、各种元器件的安装,应该使它们的标记(用色码或字符标注的数值、精度等)朝左和朝下,并注意标记读数方向的一致(从左到右);卧式安装的元器件,尽量使两端的引线的长度相等对称,元器件放在两孔中央,排列要整齐。有极性的元件要保证方向正确。3、元器件在印制板上立式安装时,单位面积上容纳的元器件较多,适合于机壳内的空间较小、元器件紧凑密集的产品。但立式装配的机械性能较差,抗振能力弱,如果元器件倾斜,就有可能接触临近元器件而造成短路。为了使引线相互隔14离,往往采用加绝缘管的方法。在同一个电子产品中,元器件各条引线所加的绝缘管的颜色应该一致,便于区别不同的电极。二、清洗电路板规范(1)、清洗电路板分两道工序完成第一步:对焊接完成的PCB用牙刷除去焊锡渣、松香、灰尘等污渍。在清洗过程中,操作员只允许用手套拿住PCB的两侧,在清洗剂未干透之前,不要用手触摸PCB,以出现手指纹。第二步:在首次清理后,使用防静电牙刷进行二次清理。操作时需在清洗台上进行操作,PCB呈30℃至45℃放置,清洗时要求方向一致,至上而下的进行操作,且等清洗剂完全挥发后再放回存放区。(2)、所有生产的PCB,精密电位器、碳墨电位、双刀双掷开关帽须等易腐蚀的元器件在将PCB清洗完后再安装。清洗时要注意刷板水不能流到正面,更不能流到PCB正面的双刀双掷开关等易腐蚀的元器件上。特别是小PCB清洗时刷板水不能流到正面,如流到正面须及时用干净刷板水清洗干净。(3)、将所有有贴片器件的PCB贴片焊接完成后,先清洗再焊接插件元器件,在清洗贴片元器件时,不能太用力,以免将正面的贴片元件损坏(4)、在补料后,如果补料元件与双刀双掷开关等易腐蚀元件挨的比较近时,可以用棉签蘸刷板小后将PCB清洗干净。(5)、所有的PCB清洗必须在清洗台上进行,在清洗后不应有松香、刷板水的痕迹,PCB光滑无污渍工程名焊接操作顺序及方法注意事项及处理方法作业前准备事项1焊接条件1.1被焊件端子必须具备可焊性。1.2被焊金属表面保持清洁。1.3具有适当的焊接温度280~350摄氏度。1.4具有合适的焊接时间(3秒中),反复焊接次数不得超过三次,要一次成形。2焊点的基本要求2.1具有良好的导电性。1移开烙铁头的时间、方向和速度,决定着焊接点的焊接质量,正确的方法是先慢后快,烙铁头移开沿45°角方向移动,及时清理烙铁头。4通孔内部的锡扩散状态:通孔内部填70%以上锡为合格品,否则为152.2焊点上的焊料要适当。2.3具有良好的机械强度。2.4焊点光泽、亮度、颜色有一定要求。要求:有特殊的光泽和良好颜色;在光泽和高度及颜色上不应有凹凸不平和明暗等明显的缺陷。2.5焊点不应有拉尖、缺锡、锡珠等现象。2.6焊点上不应有污物,要求干净。2.7焊接要求一次成形。2.8焊盘不要翘曲、脱落。3应避免常见的焊点缺陷如:拉尖、桥连、虚焊、针孔、结晶松散等。4操作者应认真填写工位记录。虚焊不允许。合格品即填料大于70%以上或不合格品即填料小于70%或看不见已经贯通的空隙(图1)能看见已经贯通的空隙(图2)5引脚形态为“L”型的器件:5.1焊点面积:在引脚底部全面的形成焊点时为合格,如下图。①焊锡高度大于集成块引脚高度的1/3以上。②焊锡扩散到此处不合格。16项目五电子产品工艺插装实例一、插装操作顺说明:工程名手插1操作顺序及方法注意事项及处理方法1、核对产品(线路板的型号是否与工艺文件所指型号规格相同)2、确定本工位所使用的资材和工具3、操作时必须戴防静电腕带4、领取电路带及本工位所需元件放入料盒中5、随时保持工作台清洁作业顺序;1如图所示位置插装本工位元件2固定线路板与夹具中3将元器件按图示为时插入线路板中(注意极性)4将本工位的元器件进行焊接
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 kashing248
kashing248
本文标题:《电子产品装配与调试》实训指导书
链接地址:https://www.777doc.com/doc-4250318 .html