您好,欢迎访问三七文档
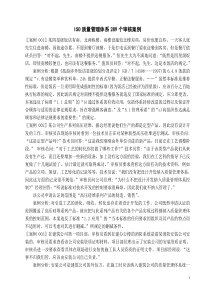
123456789101112综合部各部、工段15日综合部各部、工段综合部各部、工段综合部各部、工段综合部制造部11日综合部制造部11日综合部制造部8日a)由销售计划制定生产计划。工段日生产计划分解到零部件、工序。制造部、工段销售部20日-30日b)工段间后一道工序向前一道工序有要货计划。工段制造部c)生产计划和工序转移实行看板管理。工段制造部d)在制品制定最高储备定额,现场在制品不超储备定额,在制品定置、定量摆放,过目知数标识清楚。工段制造部e)生产安排能满足准时化生产,瞒足工序间均衡衔接,无停工待料现象。工段制造部f)工段建立零部件、在制品投入产出台账制造部工段g)工位器具配备齐全、达到精细化,过目知数制造部工段2、开设精益生产知识讲座,组织员工学习精益生产知识,重点对中层干部进行培训。3、开展精益生产知识问卷考试。三、实施一、组织落实、宣传教育二、制度落实1、制定精益生产管理办法2、制定精益生产线验收办法3、制定工作组职责精益生产工作计划表工作内容1、工作有组织、有领导;2、人人了解精益生产知识。精益生产规范、有序、正常开展1、成立精益生产工作组时间进度(月)预定目标实施单位相关单位评审单位4、成立总装、焊接、缝纫、冲弯精益生产线四个专业组。1、对照精益生产标准,排查问题。工作组1、问题清楚;2、措施明确;3、生产管理、生产线符合精益生产标准;4、生产成本低于控制指标;5、作业现场符合7S;6、生产线能柔性生产;7、安全可控全年无重伤事故,轻伤事故≦4起;8、全年无批量质量问题产品一次交验合格率≧98.5%,废品率≦0.5%。1)生产管理方面h)生产现场无闲置设备、工装,在用设备工装有日保养计划,使用状态良好。制造部工段i)有设备一、二级保养计划,易损件有备件,设备故障以预防为主,维修及时。工段制造部j)设备、工装、工具有安全操作规程,生产人操作符合规定。工段制造部k)设备、工装、工具、作业现场符合安全性评价规定,工段全年轻伤《1起,重伤事故为0。工段制造部a)按工序流程布置设备、工装,人机组合合理没有明显的无效走动距离和等待时间。技术部、制造部工段b)工段内上、下道加工产品进行动态流动,无静止存放。工段制造部c)同一工位能安排多品种生产工段制造部d)在循环时间内能完成多道工序工段制造部e)上、下道工序产品转移距离短,减少无效距离。工段制造部f)产品摆放合理、规范,拿取方便。工段制造部g)生产线人员应适应一岗多能,工段长、线长为全线通工段综合部h)作业指导书、检验指导书、设备点检卡、安全操作规程完整,放置在作业现场。工段制造部a)生产人员掌握产品质量控制标准,检验方法并能认真进行自检,做好自检记录。工段质量部b)生产人员按工艺规范操作,无违章作业并做到不合格品不接受、不制造、不传递。工段质量部c)产品质量状态清晰,不合格品严格隔离。工段质量部d)检测手段完备,能瞒足产品质量控制需求。质量部工段三、实施2)工艺、劳动管理1、对照精益生产标准,排查问题。工作组1、问题清楚;2、措施明确;3、生产管理、生产线符合精益生产标准;4、生产成本低于控制指标;5、作业现场符合7S;6、生产线能柔性生产;7、安全可控全年无重伤事故,轻伤事故≦4起;8、全年无批量质量问题产品一次交验合格率≧98.5%,废品率≦0.5%。1)生产管理方面3)质量管理e)工装、模具、检具实行周检并有记录质量部工段f)产品质量稳定,不合格品小于控制指标,质量问题及时有效解决,具有可追溯性。工段质量部g)TS16949程序文件有效执行。工段质量部h)产品质量实行奖惩考核工段质量部a)原辅材料、外协件采购计划量不超过最高储备定额。物流部制造部b)原辅材料、外协件、产成品、备件、工具有最高和最低储备定额。物流部制造部c)原辅材料、外协件、备件、工具、低值易耗品有消耗定额指标,并分解到工段、个人.技术部、物流部制造部、工段d)开展成本核算。制造部、工段物流、财务e)严格按生产计划限额配套及时投料。物流部制造部f)库存产成品、外协配套件、原辅材料定置、定区域摆放整齐,包装规范、开箱知数、帐、卡、物相符。物流部制造部g)物流流向合理,搬运中没有无效劳动和浪费制造部工段h)有物料投入产出台账,且投入、产出平衡。物流部制造部a)设备、工装状态完好,状态标识正确,无闲置设备工段制造部b)设备有预修、预检计划,日保养计划并正常执行。操作工参与设备维护保养。制造部工段c)设备、工装维修及时,未影响生产。制造部工段d)有设备、工装维修保养台账。制造部工段三、实施4)物流管理1、对照精益生产标准,排查问题。工作组1、问题清楚;2、措施明确;3、生产管理、生产线符合精益生产标准;4、生产成本低于控制指标;5、作业现场符合7S;6、生产线能柔性生产;7、安全可控全年无重伤事故,轻伤事故≦4起;8、全年无批量质量问题产品一次交验合格率≧98.5%,废品率≦0.5%。3)质量管理5)设备、工装管理a)作业现场实行定置管理,产品和物料定置摆放整齐、标识清楚、正确。工段制造部b)工作现场无杂物。工段制造部c)工作环境清洁工段制造部d)生产人员着装统一,操作规范,安全防护措施符合标准。工段制造部e)设备、工装、工具清洁。工段制造部f)产品和物料摆放合理,占容空间小。工段制造部总装工段工作组25日-10日焊装工段制造部25日-10日缝纫工段制造部25日-10日冲弯工段制造部综合部物流部25日-10日综合部物流部工段25日-10日11日制造部工段15日工段制造部10日四、评审符合标准30日3、对精益线、库房精益管理方案进行评审、修改、确认。2、制定改进方案5、按照精益生产标准检查、整改、验收组织对四条精益生产线运行效果评审4、按照方案组织实施三、实施3)创建缝纫精益生产线方案4)创建冲弯益生产线方案5)库房精益管理方案6)工段、个人成本核算方案2)创建焊装精益生产线方案1、对照精益生产标准,排查问题。工作组1、问题清楚;2、措施明确;3、生产管理、生产线符合精益生产标准;4、生产成本低于控制指标;5、作业现场符合7S;6、生产线能柔性生产;7、安全可控全年无重伤事故,轻伤事故≦4起;8、全年无批量质量问题产品一次交验合格率≧98.5%,废品率≦0.5%。6)现场管理(7S)1)创建总装精益生产线方案工作内容预定目标实施单位相关单位评审单位d)在循环时间内能完成多道工序工段制造部123456789101112e)上、下道工序产品转移距离短,减少无效距工段制造部离。f)产品摆放合理、规范,拿取方便。工段制造部g)生产线人员应适应一岗多能,工段长、线长工段综合部为全线通h)作业指导书、检验指导书、设备点检卡、安工段制造部全操作规程完整,放置在作业现场。3)质量管理a)生产人员掌握产品质量控制标准,检验方法工段质量部并能认真进行自检,做好自检记录。b)生产人员按工艺规范操作,无违章作业并做工段质量部到不合格品不接受、不制造、不传递。c)产品质量状态清晰,不合格品严格隔离。工段质量部d)检测手段完备,能瞒足产品质量控制需求。质量部工段e)工装、模具、检具实行周检并有记录质量部工段f)产品质量稳定,不合格品小于控制指标,质工段质量部量问题及时有效解决,具有可追溯性。g)TS16949程序文件有效执行。工段质量部h)产品质量实行奖惩考核工段质量部4)物流管理a)原辅材料、外协件采购计划量不超过最高物流部制造部储备定额。b)原辅材料、外协件、产成品、备件、工具有物流部制造部最高和最低储备定额。c)原辅材料、外协件、备件、工具、低值易耗技术部、物制造部、工品有消耗定额指标,并分解到工段、个人.流部段d)开展成本核算。制造部工段物流、财务e)严格按生产计划限额配套及时投料。物流部制造部f)库存产成品、外协配套件、原辅材料定置、物流部定区域摆放整齐,包装规范、开箱知数、帐、卡、物相符。g)物流流向合理,搬运中没有无效劳动和浪费制造部工段精益生产工作计划表时间进度h)有物料投入产出台账,且投入、产出平衡。物流部制造部1234567891011125)设备、工装管理a)设备、工装状态完好,状态标识正确,无闲置设备工段制造部b)设备有预修、预检计划,日保养计划并正常执行。操作工参与设备维护保养。制造部工段c)设备、工装维修及时,未影响生产。制造部工段d)有设备、工装维修保养台账。制造部工段6)现场管理(7S)a)作业现场实行定置管理,产品和物料定置摆放整齐、标识清楚、正确。工段制造部b)工作现场无杂物。工段制造部c)工作环境清洁d)生产人员着装统一,操作规范,安全防护措施符合标准。工段制造部e)设备、工装、工具清洁。工段制造部f)产品和物料摆放合理,占容空间小。工段制造部2、制定改进方案方案可行1)创建总装精益生产线方案有效总装工段工作组工作组25日-10日2)创建焊装精益生产线方案焊装工段制造部工作组25日-10日3)创建缝纫精益生产线方案缝纫工段制造部工作组25日-10日4)创建冲弯益生产线方案冲弯工段制造部工作组4)库房精益管理方案综合部物流部工作组25日-10日5)工段、个人成本核算方案综合部物流部工段工作组25日-10日3、对精益线、库房精益管理方案进行评审、修符合精益生工作组11日改、确认。产标准4、按照方案组织实施制造部工段工作组15日5、按照精益生产标准检查、整改、验收1.生产管理工段制造部工作组10日6、组织对三条精益生产线运行效果评审生产线符合工作组30日精益生产标准2.生产成本低于控制指标精益生产工作计划表时间进度(月)工作内容预定目标实施单位相关单位评审单位第7页3.作业现场符合7S4.生产线能柔性生产5.安全可控全年无重伤事故,轻伤事故《4起6.全年无批量质量问题产品一次交验合格率》98.5%,废品率《0.5%第8页
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 印第安
印第安
本文标题:精益生产推进计划
链接地址:https://www.777doc.com/doc-4281578 .html